

(完整word版)玻璃热弯工序及玻璃加工工艺
格式:pdf
大小:164KB
页数:2P
人气 :70
 4.5
4.5
热弯工序 热弯玻璃( Heat bent glass) 平板玻璃在曲面坯体上靠自重或加配重等方法加热成型的曲面玻璃 我司热弯在以下方面属国内有较大的优势 : 1:图形处理能力 2:模具制作工艺 3:连续炉制作及工艺控制能力 4:复杂弧形加工能力 Avantage we have: 1:drawing processing 2:mold making 3:continuous chamber furnace adapting tech 4:capability of multiple curved glass bending




玻璃热弯工序及玻璃加工工艺
. 部分内容来源于网络,有侵权请联系删除! 热弯工序 热弯玻璃(heatbentglass) 平板玻璃在曲面坯体上靠自重或加配重等方法加热成型的曲面玻璃 我司热弯在以下方面属国内有较大的优势: 1:图形处理能力 2:模具制作工艺 3:连续炉制作及工艺控制能力 4:复杂弧形加工能力 . 部分内容来源于网络,有侵权请联系删除! avantagewehave: 1:drawingprocessing 2:moldmaking 3:continuouschamberfurnaceadaptingtech 4:capabilityofmultiplecurvedglassbending
建筑玻璃加工工艺
建筑玻璃加工工艺 前言 随着近代大规模机制玻璃工业的发展,人们越来越认识到由 于玻璃所具有的特殊的透光性、化学稳定性、装饰性能高,它已成 为人们生活中必需的和不可替代的材料。近十年来,玻璃科学的研 究领域已集中在信息能源、生态环境、交通、航天、建筑等几个大 领域。据统计建筑行业是使用玻璃的第一大户。普通平板玻璃又是 玻璃建筑物能量损失的主要源头(建筑物中平均有56%的能源是由 玻璃门窗损失掉的)。在能源日益紧张和人们对建筑玻璃新功能提 出更高要求的今天,我们必须加强对建筑玻璃深加工产品的研究、 开发、生产和使用。 我国玻璃深加工产品的比例达到了玻璃产量的16%,但是,在 国外,发达国家平板玻璃深加工产品比例已超过60%。相比之下我 国深加工产品比例较低、品种较少,不能满足飞速发展的建筑业得 要求。建筑门窗玻璃是玻璃工业的主导产品之一,所以进行门窗玻 璃深加工具有很大的发展空间。 建筑
编辑推荐下载
建筑玻璃加工工艺
格式:pdf
大小:56KB
页数:7P
4.6
前言 随着近代大规模机制玻璃工业的发展,人们越来越认识到由 于玻璃所具有的特殊的透光性、化学稳定性、装饰性能高,它已成 为人们生活中必需的和不可替代的材料。近十年来,玻璃科学的研 究领域已集中在信息能源、生态环境、交通、航天、建筑等几个大 领域。据统计建筑行业是使用玻璃的第一大户。普通平板玻璃又是 玻璃建筑物能量损失的主要源头(建筑物中平均有56%的能源是由 玻璃门窗损失掉的)。在能源日益紧张和人们对建筑玻璃新功能提 出更高要求的今天,我们必须加强对建筑玻璃深加工产品的研究、 开发、生产和使用。 我国玻璃深加工产品的比例达到了玻璃产量的16%,但是,在 国外,发达国家平板玻璃深加工产品比例已超过60%。相比之下我 国深加工产品比例较低、品种较少,不能满足飞速发展的建筑业得 要求。建筑门窗玻璃是玻璃工业的主导产品之一,所以进行门窗玻 璃深加工具有很大的发展空间。 建筑玻
玻璃热弯工序及玻璃加工工艺热门文档
玻璃加工工艺及品质要求 (2)
格式:pdf
大小:15KB
页数:2P
4.4
玻璃加工工艺及品质要求 一、玻璃种类: 1.按材质分为:钾玻璃、钠玻璃、铅玻璃(水晶玻璃)、白玉玻璃等。 2.按制程分为:口吹玻璃、机吹玻璃、挤压玻璃、离心玻璃、平板玻璃、烤弯玻璃、 融合玻璃、焊锡玻璃。 3.按颜色分为:清光、咬酸、白玉、白云彩、蒂凡尼、烤漆、喷砂、彩绘,印 花等。 二、玻璃的加工制程: 1.口吹玻璃:以人工操作铁吹管沾融融玻璃液,先口吹成小泡泡,再放入模型中用 口吹气成型,模具分活模和死模两种。 1.1制程:玻璃砂(原料)→高温加热(约1200℃)→铁吹管沾融融玻璃液 →吹小泡泡→放入模中吹气成型→冷却开模(500℃)→退火炉→(约 640°→常温)→半成品后加工。 1.2活模:铁模内侧加沾木削,以便保温,当玻璃泡放入模内后冲气时玻璃可 以转动,玻璃成品合模线会被消除。活模造型上有限制,一定要圆形且对称, 且因为铁模
玻璃加工工艺及品质要求
格式:pdf
大小:9KB
页数:4P
4.7
玻璃加工工艺及品质要求 第四章玻璃加工工艺及品质要求 一、玻璃种类: 1.按材质分为:钾玻璃、钠玻璃、铅玻璃,水晶玻璃,、白玉玻璃等。2.按制 程分为:口吹玻璃、机吹玻璃、挤压玻璃、离心玻璃、平板玻璃、烤弯玻璃、融合 玻璃、焊锡玻璃。 3.按颜色分为:清光、咬酸、白玉、白云彩、蒂凡尼、烤漆、喷砂、彩绘~ 印花等。 二、玻璃的加工制程: 1.口吹玻璃:以人工操作铁吹管沾融融玻璃液~先口吹成小泡泡~再放入模型 中用口吹气成型~模具分活模和死模两种。 1.1制程:玻璃砂,原料,?高温加热,约1200?,?铁吹管沾融融玻璃液 吹小泡泡?放入模中吹气成型?冷却开模,500?,?退火炉?,约? 640??常温,?半成品后加工。 1.2活模:铁模内侧加沾木削~以便保温~当玻璃泡放入模内后冲气时玻璃可 对

曲面玻璃热弯问题点
格式:pdf
大小:8KB
页数:4P
4.6
热弯问题点解析如下: 1.长宽尺寸精度超差 原因分析: 石墨模具设计不合理,模具型腔的尺寸直接影响玻璃的成型尺寸 石墨模具加工误差大,由于热弯工艺对模具要求较高,模具偏差0.01mm,影响热弯玻璃尺寸 0.02mm甚至更多 2d玻璃的尺寸超差,2d玻璃长宽精度要控制在±0.02mm以内 热弯机退火站温度不稳定,某些热弯机追逐降低能耗,忽视了动态温度响应速度,造成在连 续生产时,退火不到位,从而影响玻璃尺寸精度 热弯机的高温机械精度不稳定(例如高温下加热板平行度超差),影响3d玻璃的周边大小 不一致和平面变形,导致长宽尺寸超差 改善方案: 通过优化模具结构,可以改善尺寸超公差问题 用专业的石墨模具加工设备 建议用单头cnc加工 选择稳定的高效的温控系统机械 2.高度精度超差,造成“大小边”不良 原因分析: 石墨模具结构设计不合理,导致玻璃在加热过程中在模
玻璃热弯工序及玻璃加工工艺精华文档

玻璃热弯炉基本参数
格式:pdf
大小:16KB
页数:2P
4.4
《玻璃热弯炉基本参数》 ――――青岛东耀玻璃有限公司 1,热弯炉的参数及价格? 单室热弯炉 小炉内径:长2500宽2000高1100,功率60千瓦,备注:含教授热弯技术 大炉内径:长3600宽2500高1200,功率110千瓦,备注:含教授热弯技术 连续热弯炉 外径长13米宽3米高1.2米,总功率90-150kw,单炉耗电:约70度,价格:5-7万, 可上门制作。 说明:以上尺寸参数都是通用尺寸,具体尺寸可按要求定做,具体价格以设备尺寸及配件 装置计算。 2,设备加热时间及费用? 加热时间:每炉加热时间为2-3小时,散热时间为2-3小时. 热弯费用:每炉耗电量小炉70度-120度,大炉180度-250度,因耗电量与玻璃的厚度,尺寸, 弧度都有关系,耗电量不能统一而论,应以实际加工为准. 本厂的加热方式已


(完整word版)曲面玻璃热弯问题点
格式:pdf
大小:8KB
页数:4P
4.3
热弯问题点解析如下: 1.长宽尺寸精度超差 原因分析: 石墨模具设计不合理,模具型腔的尺寸直接影响玻璃的成型尺寸 石墨模具加工误差大,由于热弯工艺对模具要求较高,模具偏差0.01mm,影响热弯玻璃尺寸 0.02mm甚至更多 2d玻璃的尺寸超差,2d玻璃长宽精度要控制在±0.02mm以内 热弯机退火站温度不稳定,某些热弯机追逐降低能耗,忽视了动态温度响应速度,造成在连 续生产时,退火不到位,从而影响玻璃尺寸精度 热弯机的高温机械精度不稳定(例如高温下加热板平行度超差),影响3d玻璃的周边大小 不一致和平面变形,导致长宽尺寸超差 改善方案: 通过优化模具结构,可以改善尺寸超公差问题 用专业的石墨模具加工设备 建议用单头cnc加工 选择稳定的高效的温控系统机械 2.高度精度超差,造成“大小边”不良 原因分析: 石墨模具结构设计不合理,导致玻璃在加热过程中在模
低辐射、热弯玻璃加工项目环评表
格式:pdf
大小:404KB
页数:34P
4.4
《建设项目环境影响报告表》编制说明 《建设项目环境影响报告表》由具有从事环境影响评价工作资质 的单位编制。 1.项目名称——指项目立项批复时的名称,应不超过30个字(两 个英文字段作一个汉字)。 2.建设地点——指项目所在地详细地址,公路、铁路应填写起止 地点。 3.行业类别——按国标填写。 4.总投资——指项目投资总额。 5.主要环境保护目标——指项目区周围一定范围内集中居民住 宅区、学校、医院、保护文物、风景名胜区、水源地和生态敏感点等, 应尽可能给出保护目标、性质、规模和距厂界距离等。 6.结论与建议——给出本项目清洁生产、达标排放和总量控制的 分析结论,确定污染防治措施的有效性,说明本项目对环境造成的影 响,给出建设项目环境可行性的明确结论。同时提出减少环境影响的 其他建议。 7.预审意见——由行
钢化玻璃加工工艺理论分析
格式:pdf
大小:25KB
页数:17P
4.8
钢化玻璃加工工艺 理论分析 钢化玻璃的质量能否符合标准,除了玻璃原料的原因以外, 工艺参数的设定是否合理是决定的因素。只有把它们的作用和相 互之间的关系彻底了解,才能生产出优质的钢化玻璃。 所有的参数都是围绕着“均匀加热、迅速冷却”而设计的, 但它们不是孤立的,是一个有机的整体,必须综合考虑,才能得 到一个完美的工艺。 为了使用户能尽快地掌握和理解,我们把工艺参数以及为了 保证工艺的实现而必须达到的机械、电气方面的设计,分为三个 方面来叙述: 一、加热 加热均匀是钢化玻璃的一个至关重要的因素,和加热有关的 参数是上部温度、下部温度、加热功率、加热时间、温度调整、 平衡装置、强制对流(热循环风)装置。 1、上、下部温度的设定 由于玻璃厚度的不同,加热温度的设定也不相同。其原则是 玻璃越薄温度越高,玻璃越厚温度越低。其具体数据如下:(表 1) 厚度上部温度下部温度 3.2--
玻璃热弯工序及玻璃加工工艺最新文档
热弯玻璃加工的技术要求、性能与特点
格式:pdf
大小:17KB
页数:2P
4.5
热弯玻璃加工的技术要求、性能与特点 广告 热弯玻璃加工的技术要求 热弯玻璃从形状上分类,可分为单一弯、折弯、复合弯三大类。 对于单一弯的建筑玻璃来说,玻璃热弯是相对容易的。但许多 厂家往往在制品的离直线边大致150mm的曲线边处,不能与模 具很好地吻合,有的都超过了标准要求,造成安装困难。解决 这个问题,首先要求热弯炉的电加热布置要合理,能够实现局 部加热,制品的放置方向要与电热丝方向一致。 折弯热弯玻璃常见的有水族馆玻璃和柜台玻璃,折弯玻璃 主要的技术难点是直线边弯曲、折角处易出现模痕等缺陷。因 此弯玻璃也很常见,例如球形玻璃、转弯的拱形走廓、玻璃洗 手盆等,这种玻璃在热弯操作上要求有很高的技术水平,制作 准确的模具,有的需要专业的热弯炉才可完成。 钢化热弯玻璃性能与特点 性能 1、安全性:合格的钢化玻璃碎时,其碎片很小,50mmx50mm面 积内碎片片数不少于4
超大超厚钢化夹层玻璃加工工艺控制
格式:pdf
大小:136KB
页数:2P
4.3
随着社会需要的提高,超大超厚钢化夹层玻璃越来越得到广泛应用。但是钢化夹层玻璃相应厚度面积大而生产过程中控制尤为困难,产生的问题也相应增多,特别是汽泡、缺胶、脱胶。本论文针对生产过程中出现的问题进行分析,并提出相应的解决方案。
玻璃加工流程及工艺
格式:pdf
大小:1.1MB
页数:19P
4.6
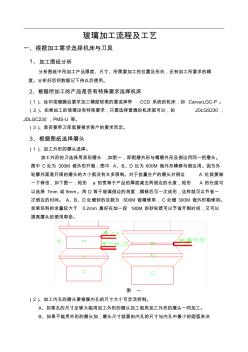
玻璃加工流程及工艺 一、根据加工需求选择机床与刀具 1、加工图纸分析 分析图纸中所加工产品厚度、尺寸、所需要加工的位置及形状,还有加工所要求的精 度。分析好后将数据记下待以后使用。 2、根据所加工的产品是否有特殊要求选择机床 (1)、丝印或镀膜后要求加工精度较高的要选择带ccd系统的机床,如carverlgc-p。 (2)、如果加工的玻璃没有特殊要求,只要选择普通的机床就可以,如jdlgs230, jdlgc230,pms-u等。 (3)、是否要带刀库就要根求客户的要求而定。 3、根据图纸选择磨头 (1)、加工外形的磨头选择。 加工外形的刀选择用异形磨头,如图一,即粗磨外形与精磨外形及倒边用同一把磨头。 图中c处为300m做外形开粗;图中a、b、d处为600m做外形精修与倒边用。因为外 轮廓外面是开阔的磨头的大小就没有太多限制。对于批量生产的磨头对倒边a
玻璃热弯模具及其制造方法及应用
格式:pdf
大小:56KB
页数:1P
4.8
申请号:cn201310259761.4申请日:2013.06.26公开号:cn103359919b公开日:2017.02.08申请(专利权)人:中国建筑材料科学研究总院;北京航玻新材料技术有限公司本发明是关于一种玻璃热弯模具及其制造方法及应用,属于太阳能利用技术领域,其包括:主体,设有多个贯穿其上、下表面的通孔;以及框架型的玻璃边缘热弯部,其与所述主体连接.

钢化玻璃加工工艺设计
格式:pdf
大小:79KB
页数:7P
4.6
钢化玻璃的质量能否符合标准,除了玻璃原料的原因以外,工艺参数的设定是否合理 是决定的因素。只有把它们的作用和相互之间的关系彻底了解,才能生产出优质的钢化玻璃。 所有的参数都是围绕着“均匀加热、迅速冷却”而设计的,但它们不是孤立的,是一个有 机的整体,必须综合考虑,才能得到一个完美的工艺。 为了使用户能尽快地掌握和理解,我们把工艺参数以及为了保证工艺的实现而必须达到 的机械、电气方面的设计,分为三个方面来叙述: 一、加热 加热均匀是钢化玻璃的一个至关重要的因素,和加热有关的参数是上部温度、下部温度、 加热功率、加热时间、温度调整、平衡装置、强制对流(热循环风)装置。 1、上、下部温度的设定 由于玻璃厚度的不同,加热温度的设定也不相同。其原则是玻璃越薄温度越高,玻璃越 厚温度越低。其具体数据如下:(表1) 厚度上部温度下部温度 3.2---4mm720---730
热弯玻璃
格式:pdf
大小:788KB
页数:5P
4.5
玻璃的加工流程. 平面玻璃:开介-----直线-----磨边(直边,圆边,斜边,牛鼻边,鸭嘴边)-----异形 -----钻孔-----钢化----粘钢饼.喷漆---包装-----弯玻 平面玻璃:开介-----热弯-----裁边,直线-----磨边(直边,圆边,斜边,牛鼻边,鸭 嘴边)-----异形----钻孔-喷漆-包装 弯玻一般也是开介,磨边,再热弯,要不有些边很难磨好的,当然打砂可以先 也可以后,上油只能是弯后再上油,油漆是不能受高温的. 钢化玻璃自爆是因为玻璃中含有一种叫硫化镍的物质,它随着温度和环境 的变化会改变其状态。而这种物质是在生产原片玻璃时产生的,所以我们无法将 其去除,当钢化时,硫化镍会从a状态变为b状态,而在冷切时,硫化镍没有 还原成a状态,成品钢化玻璃在以后不同的环境
 玻璃热弯炉自动控制系统
玻璃热弯炉自动控制系统 玻璃热弯炉自动控制系统
格式:pdf
大小:98KB
页数:3P
4.8
介绍了玻璃热弯炉自动控制系统的设计与实现过程,该系统成功地用在热弯玻璃温度控制上,该系统的设计思想对进行其他过程控制有借鉴作用。.
热弯玻璃的加工技术
格式:pdf
大小:8KB
页数:3P
4.7
热弯玻璃的加工技术 1.热弯玻璃简介: 热弯玻璃是平面玻璃加热软化,在模具中成型.再经退火制成的曲面玻璃.热弯玻璃可以 制成各种弧度的玻璃. 热弯玻璃的成型温度一般为580℃左右,主要是在玻璃的软化点附近.掌握好成型温度 以及严格的模型制作是热弯玻璃成型的关键.要恰当把握好玻璃弯曲成型的时间,才能保证 生产质量。 2.热玻璃制作的工具及材料 一般热弯玻璃制作的主要工具是制作模具用的钢铁,电焊机,弯管机,切割机等.用作热 弯玻璃制作的材料首先是要用到厚度不同的玻璃,其次是优良的脱模剂,高温玻璃丝布等材 料。 3.热弯玻璃的温度控制 热弯玻璃的成型温度大约在玻璃的软化转换点之间.约在580℃左右.成型的温度与时 间成反比.温度越高时间越短,温度越低时间越长.对于特殊的曲面玻璃是要经过局部加热或 利用外力的作用才能成型。 温控由低温

热弯玻璃的加工技术
格式:pdf
大小:541KB
页数:3P
4.8
注:如需要高品质的玻璃脱模剂,请联系:0755-28896867,13723436256熊先生。 热弯玻璃的加工技术 1.热弯玻璃简介: 热弯玻璃是平面玻璃加热软化,在模具中成型.再经退火制成的曲面玻璃.热弯玻璃可以 制成各种弧度的玻璃.热弯玻璃可以用做观光电梯,门堂大厅,旋转顶层,屋顶采光,过街通道, 观景窗等场合,还可以用于家具的茶几,淋浴房,货柜等。 热弯玻璃的成型温度一般为580℃左右,主要是在玻璃的软化点附近.掌握好成型温度以 及严格的模型制作是热弯玻璃成型的关键.要恰当把握好玻璃弯曲成型的时间,才能保证生 产质量。 2.制作热弯玻璃的主要设备 制作热弯玻璃的主要设备是热弯炉.热弯炉箱式热弯炉,连续热弯炉以及弯钢热弯炉等。 (1)箱式热弯炉主要有炉盖,炉底,起动架,温控箱等组成.炉盖可分主盖及辅助盖,主盖也是一 个加热主体
玻璃热弯工序及玻璃加工工艺相关
文辑推荐
知识推荐
百科推荐


职位:一级建筑师
擅长专业:土建 安装 装饰 市政 园林


