

保护气体对含铌不锈钢药芯焊丝347L脱渣性的影响
格式:pdf
大小:1.2MB
页数:6P
人气 :64
 4.7
4.7
研究了不同保护气体CO2,Ar和混合气体(CO2+Ar)对347L型含铌不锈钢药芯焊丝脱渣性的影响,并在相同的条件下对自制的GDQA347L(3号)与TFW-347L和AT-Y347L型两种不锈钢药芯焊丝的脱渣性进行了对比,深入分析了熔渣的宏观形态和微观组织对脱渣性的影响。结果表明,研制的GDQA347L焊丝在Ar气保护下的脱渣性最好,混合气体保护下的脱渣性次之,CO2保护气体的脱渣性最差,由于CO2气体在高温下变为活性气体的,具有很强的氧化性,容易造成脱渣困难;三种焊丝在不同保护气体下熔渣的微观组织形态所表现的规律基本上一致,在熔渣微观组织中,当其条带状体的尺寸长、面积大时,对脱渣有利。



保护气体对含铌不锈钢药芯焊丝347L脱渣性的影响.
收稿日期:2005-11-17 保护气体对含铌不锈钢药芯焊丝347l脱渣性的影响 赵雁潮,魏琪,栗卓新,任春岭 (北京工业大学材料学院,北京100022 摘要:研究了不同保护气体co2,ar和混合气体(co2+ar对347l型含铌不 锈钢药芯焊丝脱渣性的影响,并在相同的条件下对自制的gdqa347l(3号与tfw- 347l和at -y347l型两种不锈钢药芯焊丝的脱渣性进行了对比,深入分析了熔渣的宏观形 态和 微观组织对脱渣性的影响。结果表明,研制的gdqa347l焊丝在ar气保护下 的脱渣性最好,混合气体保护下的脱渣性次之,co2保护气体的脱渣性最差,由于c o 2气体在高温下变为活性气体的,具有很强的氧化性,容易造成脱渣困难;三种焊 丝在不同保护气体下熔渣的微观组织形态所表现的
 熔渣成分对气保护不锈钢药芯焊丝脱渣性影响的研究
熔渣成分对气保护不锈钢药芯焊丝脱渣性影响的研究 熔渣成分对气保护不锈钢药芯焊丝脱渣性影响的研究
用edax和sem研究了熔渣成分和显微组织对气保护不锈钢药芯脱渣性的影响,结果表明,熔渣中金红石与石英的比例对熔渣的微观组织结构有较大影响。当tio2/sio2约为6.0,脱渣性最好。当tio2/sio2在1.6~3.2区间变化时,脱渣性最差。同时确定了tio2-sio2-mno渣系的气保护不锈药芯焊丝的最佳脱渣区。
编辑推荐下载
 奥氏体不锈钢药芯焊丝
奥氏体不锈钢药芯焊丝 奥氏体不锈钢药芯焊丝
格式:pdf
大小:155KB
页数:1P
4.7
奥氏体不锈钢药芯焊丝yb102、yb107适用于焊接耐腐蚀的ocr18ni9及ocr18ni9ti不锈钢结构及堆焊不锈钢表面层,yb132适用于焊接重要的含钛稳定元素的耐腐蚀不锈钢。该药芯焊丝的焊接工艺性能优良,焊接质量高。其熔敷金属的化学成分、机械性能、抗晶间腐蚀性能均达到了美国awsa5.22—80标准,属国内首创。
保护气体对含铌不锈钢药芯焊丝347L脱渣性的影响热门文档
不锈钢药芯焊丝中药粉的作用 不锈钢药芯焊丝中药粉的作用
格式:pdf
大小:306KB
页数:4P
4.7
论述了不锈钢药芯焊丝药粉组成对不锈钢药芯焊丝焊接工艺性的脱渣性、飞溅、焊缝成形、防止焊缝气孔生成、立焊及焊缝颜色等的影响,并对不锈钢药芯焊丝中主要的药粉组成的比例作了简单的定量分析。
 国产不锈钢药芯焊丝的应用
国产不锈钢药芯焊丝的应用 国产不锈钢药芯焊丝的应用
格式:pdf
大小:113KB
页数:1P
4.4
我公司以往焊薄板不锈钢产品小直径采用实芯焊丝缸弧焊,焊接时背面需充氖保护,操作复杂;大直径则采用手弧焊背面清根打磨,焊接质量难以保证。为此,我们采用了新型焊接材料——药芯焊丝,进行焊接工艺试验,且应用在产品上取得良好的效果。
保护气体对含铌不锈钢药芯焊丝347L脱渣性的影响精华文档
国内外不锈钢药芯焊丝的研究进展 国内外不锈钢药芯焊丝的研究进展
格式:pdf
大小:265KB
页数:5P
4.6
评述了国内外不锈钢药芯焊丝药芯组分及熔滴过渡形态对焊丝工艺性能影响的研究进展。分析了bi对不锈钢焊缝金属热裂敏感性的影响机理。介绍了一种不锈钢药芯焊丝工艺性能测试的新方法。
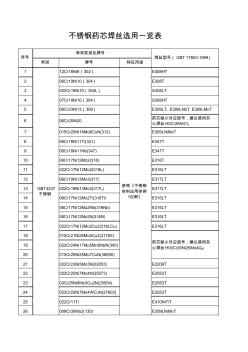
不锈钢药芯焊丝选用一览表
格式:pdf
大小:40KB
页数:2P
4.6
类别牌号特征用途 112cr18ni9(302)e308ht 206cr19ni10(304)e308t 3022cr19ni10(304l)s308lt 407cr19ni10(304)s308ht 506cr23ni13(309)e309lt、e309lnbt、e309lmot 606cr25ni20药芯缺少对应型号;建议使用实 心焊丝h0cr26ni21。 7015cr20ni18mo6cun(312)e309lnimot 806cr18ni11ti(321)e347t 906cr18ni11nb(347)e347t 1006cr17ni12mo2(316)e316t 11022cr17ni12mo2(316l)e316lt 1206cr19ni13mo3(317)e317lt 13022cr19ni13mo3(317l)e31
《不锈钢药芯焊丝》国标报批稿简介 《不锈钢药芯焊丝》国标报批稿简介
格式:pdf
大小:159KB
页数:1P
4.6
为了促进我国药芯焊丝的发展和应用,按照国家下达的标准制(修)订计划,由哈尔滨焊接研究所等单位起草的《不锈钢药芯焊丝》标准,已于1998年12月通过审查,上报国家质量技术监督局待批。
308L超低碳不锈钢药芯焊丝的研制 308L超低碳不锈钢药芯焊丝的研制
格式:pdf
大小:87KB
页数:2P
4.6
首次成功地开发了碳钢钢带的308l超低碳不锈钢药芯焊丝,大大降低了制造成本。其配方为钛型渣系,工艺性能、力学性能、耐腐蚀性能均符合美国标准awsa5.22—80和日本标准jisz3323的要求,其熔敷金属化学成分满足日本标准jisz3323的要求,达到了国外同类不锈钢钢带的308l不锈钢药芯焊丝的水平。不仅填补了国内不锈钢药芯焊丝市场的空白,而且由于成本低而具有很强的国际市场竞争力。
347型不锈钢堆焊用药芯焊丝国产化焊接工艺 347型不锈钢堆焊用药芯焊丝国产化焊接工艺
格式:pdf
大小:270KB
页数:5P
4.4
在高温高压条件下,为防止腐蚀介质对设备内壁的腐蚀,很多设备的内壁要堆焊347型不锈钢堆焊层,如加氢反应器、变换炉等,但是,堆焊材料大量依赖进口。对比了国产347型不锈钢堆焊用药芯焊丝和进口347型不锈钢堆焊药芯焊丝在堆焊过程中的工艺性。通过试验表明:国产堆焊用347型药芯焊丝焊接工艺适应性较窄;某些国产的347型药芯焊丝通过试验参数的调整,堆焊后的堆焊接头性能得到改善能够满足产品要求。
保护气体对含铌不锈钢药芯焊丝347L脱渣性的影响最新文档
不锈钢药芯焊丝立焊性的分析与评价 不锈钢药芯焊丝立焊性的分析与评价
格式:pdf
大小:1.1MB
页数:6P
4.4
利用汉诺威分析仪对4种不同配方的不锈钢药芯焊丝的立焊性能进行了电弧参数测试,分析焊接电流、电弧电压、短路时间的概率密度分布及它们的均方差与电弧稳定性和熔滴过渡的关系.结果表明,焊接电流、电弧电压及短路时间t1的均方差越小,有效短路过渡次数的比率越大,则焊丝熔滴短路过渡的均匀性和稳定性越好,飞溅也越小,立焊效果越好,对药芯焊丝全位置性的配方优化设计工作具有很大的现实意义.
碳钢钢带30不锈钢药芯焊丝的研制 碳钢钢带30不锈钢药芯焊丝的研制
格式:pdf
大小:177KB
页数:未知
4.7
为扭转我国焊材行业面临的不利局面,通过深入细致的试验研究,提出了一种采用低碳钢钢带制造308奥氏体不锈钢药芯焊线的低成本技术路线,在克服了许多工艺上的难题后,制定了碳钢带不锈钢药芯焊丝的生产工艺,并在天然三英焊来有限责任公司进行了批量生产。该焊丝在工艺性能,力学性能,抗腐蚀性能等方面均达到了awse308-t1的标准,通过加入适当的添加,很好地解决了碳钢钢带不锈钢药芯焊的脱渣性和电弧稳定性问题。
不锈钢药芯焊丝的技术经济性和使用特点 不锈钢药芯焊丝的技术经济性和使用特点
格式:pdf
大小:403KB
页数:3P
4.3
药芯焊丝作为新型高效的焊接材料,尽管它的优越性得到了广泛地认可,但是对药芯焊丝的成本和使用还有很多误解,本文对不锈钢药芯焊丝的技术经济性和使用特点的作了详细地介绍,以推动药芯焊丝在我国的大量应用,提高焊接效率,改进焊接质量。
不锈钢药芯焊丝双层堆焊的试验与运用 不锈钢药芯焊丝双层堆焊的试验与运用
格式:pdf
大小:156KB
页数:2P
4.6
高压泵内壁堆焊不锈钢耐蚀层,以增加其耐蚀性。文章论述了用不锈钢药芯焊丝co2保护焊实现了不锈钢层水平位置的半自动堆焊,从而提高了生产效率,保证了堆焊质量。通过焊接工艺性试验证明:所选用的堆焊方法及堆焊工艺合理,各项性能检验结果均满足用户的技术条件要求。
氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用
格式:pdf
大小:121KB
页数:2P
3
氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用——采用手工钨极氩孤焊填充不镑钢药芯焊丝焊接不锈钢管道,是一项工艺简单易行,又能保证焊缝成形及焊接质量的工艺方法。此工艺背面不用充氩保护,节省了大量的氢气及充氩保护辅助工具,成本低,功效高,具有显著的...
氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用 氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用
格式:pdf
大小:81KB
页数:2P
4.7
采用手工钨极氩弧焊填充不锈钢药芯焊丝焊接不锈钢管道,是一项工艺简单易行,又能保证焊缝成形及焊接质量的工艺方法。此工艺背面不用充氩保护,节省了大量的氩气及充氩保护辅助工具,成本低,功效高,具有显著的优越性,值得安装单位推广应用。
炉底辊堆焊修复用不锈钢药芯焊丝的研制 炉底辊堆焊修复用不锈钢药芯焊丝的研制
格式:pdf
大小:843KB
页数:4P
4.6
研制了5种用于炉底辊堆焊修复用的不锈钢药芯焊丝,分析了堆焊金属的化学成分,观察了其显微组织,并对堆焊金属表面进行了探伤,着重探讨了高碳铬铁和重稀土硅铁加入量对焊丝热裂敏感性的影响。结果表明:向焊丝药粉中单独加入适量高碳铬铁后,堆焊金属组织由单相奥氏体转变为由奥氏体和碳化物组成的两相组织,阻断了凝固过程中的晶间液膜,可防止热裂纹的产生;而适量添加重稀土硅铁亦可达到防止热裂纹的目的,但过量添加反而会增加热裂纹倾向;较佳的加入量(质量分数)为8%的高碳铬铁或3%的高碳铬铁和0.5%重稀土硅铁。
换热器的不锈钢药芯焊丝CO_2焊 换热器的不锈钢药芯焊丝CO_2焊
格式:pdf
大小:162KB
页数:2P
4.3
在以往的不锈钢换热器焊接中,主要采用手工电弧焊工艺.经过试验及试用,现在改用成型好、效率高、质量稳定的不锈钢药芯焊丝co_2焊方法来焊接.产品已出厂交付使用.1焊接设备及材料把现有的esab—a6埋弧焊焊机机头卸下,利用其纵向进给装置,并加装横伸装置,将nbc—500焊枪装在机头上,实现三维运动,满足焊接过程各方向要求.母材为国产1cr18ni9ti,板厚12mm,化学成分见表1.药芯焊丝为日本焊条公司生产的fcw347lt,直径1.2mm,化学成分见表1.保护气体为纯co_2.
CO_2气体保护药芯焊丝堆焊不锈钢工艺及其应用 CO_2气体保护药芯焊丝堆焊不锈钢工艺及其应用
格式:pdf
大小:241KB
页数:4P
4.4
对化工设备常用基材16mnr,14cr1mor,15crmor及堆焊焊材采用co2气体保护药芯焊丝堆焊工艺进行试验研究。试验结果表明:当稀释率过大时,co2气体保护药芯焊丝堆焊不锈钢的过渡层塑性较差,弯曲试验时容易在过渡层产生裂纹。焊接过程中采用合理的焊接工艺参数、严格控制道间温度及稀释率可以提高过渡层的塑性。
保护气体对含铌不锈钢药芯焊丝347L脱渣性的影响相关
文辑推荐
知识推荐
百科推荐


职位:热控监理工程师
擅长专业:土建 安装 装饰 市政 园林


