

薄壁不锈钢焊接-文档
格式:pdf
大小:8KB
页数:4P
人气 :76
 4.6
4.6
薄壁不锈钢焊接 1、1Cr18Ni9Ti 薄壁不锈钢的性能及焊接性 1.1 1Cr18Ni9Ti 薄壁不锈钢的化学成分与力学性能 (表 1、 2) 1.2 1Cr18Ni9Ti 薄壁不锈钢的焊接性 1Cr18Ni9Ti 是低碳纯奥氏体不锈钢,焊接性较好,不易产 生晶间腐蚀,但不锈钢的导热系数小,线膨胀系数大,接头在冷 却过程中易形成较大的拉应力。焊接热输入较大时易产生热裂 纹,而薄壁的焊接钢性小,更易产生较大的焊接变形。 2、焊接工艺 2.1 焊接方法的选择 以 1Cr18Ni9Ti ,厚度为 0.5~2mm不锈钢的焊接为例,焊缝 要求双面成型,光滑无毛刺,不允许咬边和未焊透。材料在焊接 中的问题与热量的输入量关系最密切, 当热输入量大, 冷却较慢 时,易产生热裂纹、腐蚀开裂和变形。焊接方法中,正接直流钨 极氩弧焊的热输入量较小, 且氩气流除了保护高温金属外, 还具 有一定的冷却作用,提



薄壁不锈钢管氩弧焊焊接
薄壁不锈钢管氩弧焊焊接 标签:薄壁不锈钢管弧焊焊接时间:2009-03-2712:44:57点击:2227回帖:0 上一篇:信赖下属的五个着陆点(图)下一篇:报价报错了,是我的错么?(图) 1、适用范围 本工法主要适用于薄壁不锈钢管氩弧焊焊接,焊接管径在dn20mm~dn175mm,管壁σ≤3mm。 对薄壁的有色金属及其合金管材(如铜及铜合金)也可适用。 2、焊接工艺原理 2.1焊接工艺评定:对一种型号的管材,在运用全自动氩弧焊时,必须根据全自动焊接的要求进 行程序编制,同时对编制好的焊接程序输入设备主机后,要进行焊接工艺的评定 (weldingprocessquality),通过工艺评定来确定所编制的程序是否合理,确保正式施焊程序的 可靠性,并进行永久性的程序。 拟定焊接工艺→按拟定工艺做评定试验→焊接工艺评定报告
编辑推荐下载

薄壁不锈钢焊接文档热门文档
不锈钢焊接规程
格式:pdf
大小:21KB
页数:2P
4.5
1、针对公司某产品使用时出现大面积焊缝开裂漏水 对不锈钢焊接时焊丝的选用及作业人员的要求做出如下规定,员 工必须严格按规定选用焊丝,严禁根据个人喜好焊接。 2、底架、厢体、水箱等要求密封的关键部位由班组长指定 专人焊接(焊接测试长期a级),严禁非指定人员焊接。 3、焊接前先根据材质选择对应焊丝,确保无误后方可实施焊接。 4、焊接前先清洁焊缝区域,除油除锈。 5、要求密封性能的部件须做水密试验。 钢板1钢板2 304不锈钢304不锈钢 要求水密性 不要求水密性 碳钢碳钢 编制: 校对: 钢板材质 焊丝 304不锈钢碳钢 er308不 er50- 生产作业指导书 不锈钢焊接规程 裂漏水的质量问题, 焊丝的选用及作业人员的要求做出如下规定,员 定选用焊丝,严禁根据个人喜好焊接。 水箱等要求密封的关键部位由班组长指定 测试
薄板不锈钢焊接规程(精选.)
格式:pdf
大小:67KB
页数:3P
4.5
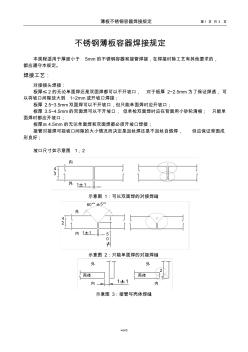
薄板不锈钢容器焊接规定第1页共3页 word. 不锈钢薄板容器焊接规定 本规程适用于厚度小于5mm的不锈钢容器和接管焊接,在焊接时除工艺有其他要求的, 都应遵守本规定。 焊接工艺: 对接接头焊接: 板厚≤2的无论单面焊还是双面焊都可以不开坡口,对于板厚2~2.5mm为了保证焊透,可 以将坡口间隙放大到1~2mm或开坡口焊接; 板厚2.5~3.5mm双面焊可以不开坡口,但只能单面焊时应开坡口; 板厚3.5~4.5mm的双面焊可以不开坡口,但单枪双面焊时应在背面用小砂轮清根;只能单 面焊时都应开坡口; 板厚≥4.5mm的无论单面焊和双面焊都必须开坡口焊接; 接管对接焊可视坡口间隙的大小情况而决定是加丝焊还是不加丝自熔焊,但应保证背面成 形良好; 坡口尺寸如示意图1,2 1±1外 内 3- 4 示意图1:可以双面焊的对接焊缝 60°±5° 2- 4 1±
薄板不锈钢焊接规程
格式:pdf
大小:67KB
页数:3P
4.8
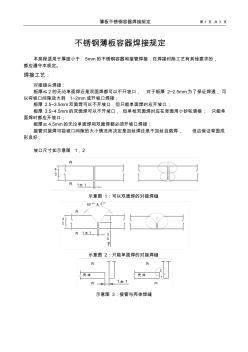
薄板不锈钢容器焊接规定第1页共3页 不锈钢薄板容器焊接规定 本规程适用于厚度小于5mm的不锈钢容器和接管焊接,在焊接时除工艺有其他要求的, 都应遵守本规定。 焊接工艺: 对接接头焊接: 板厚≤2的无论单面焊还是双面焊都可以不开坡口,对于板厚2~2.5mm为了保证焊透,可 以将坡口间隙放大到1~2mm或开坡口焊接; 板厚2.5~3.5mm双面焊可以不开坡口,但只能单面焊时应开坡口; 板厚3.5~4.5mm的双面焊可以不开坡口,但单枪双面焊时应在背面用小砂轮清根;只能单 面焊时都应开坡口; 板厚≥4.5mm的无论单面焊和双面焊都必须开坡口焊接; 接管对接焊可视坡口间隙的大小情况而决定是加丝焊还是不加丝自熔焊,但应保证背面成 形良好; 坡口尺寸如示意图1,2 1±1外 内 3 -4 示意图1:可以双面焊的对接焊缝 60°±5° 2 -4 1 ± 0
薄壁不锈钢拼板自动焊接工艺研究(论文)
格式:pdf
大小:274KB
页数:4P
4.4
薄壁不锈钢自动焊接工艺研究报告 前言: 不锈钢在我国的使用量正逐年增加,薄壁不锈钢板已经应用到国民生产和生活的各个领域,如: 食品加工行业;压力容器行业;电力工业;厨房设备、建筑装潢、家用电器和汽车行业等。在这些行 业中,不锈钢的焊接是产品生产的一个重要工序,焊接质量的好坏直接决定产品的质量。在不锈钢的 tig焊接过程中主要存在板材变形、焊缝表面氧化、焊接速度慢的缺点,基于变形时由于在施焊过程 中,焊接热积累严重造成的工件受热不均匀而产生的应力变形,氧化是由于熔池在没完全冷却的情况 下被空气侵入所造成的。特别在焊接速度过快的情况下,有时候只有正面保护气是不够的,要配置辅 助保护装置才能保证焊缝的金属光泽。本文主要在焊接工艺和焊接工装两个方面来阐明薄壁不锈钢板 tig焊接工艺方法。通过焊接工装提高焊接效率和控制焊接变形,合理的焊接工艺参数的匹配,使两 者融为一体,通过气体的三重保护来达到

薄壁不锈钢焊接文档精华文档
薄壁不锈钢管焊接技术
格式:pdf
大小:26KB
页数:2P
4.7
薄壁不锈钢管焊接技术 化工生产和啤酒生产对管道质量要求比较高,以防产生不必要的污染。不锈钢管内必须光滑,无氧化 现象。经过对比选择,我们选用手工直流脉冲钨极氩弧焊进行施焊,它具有如下特点:(1)电弧稳定。(2) 可以进行全方位焊接。(3)焊缝质量稳定,一次最大焊透量4~5mm。(4)能减小焊接应力和焊缝变形,提 高结构精度。(5)焊缝组织致密,耐腐蚀,特别是抗晶间腐蚀性能较好。 1焊接设备及焊材选择 焊机选用国产直流脉冲氩弧焊机,价格适中,性能稳定。每台焊机配备一个高位水箱,利用落差自动 供冷却水,接水桶低位回收后提回高水箱。 电极采用铈钨棒,放射性低,对人体危害小。直径2.5mm,端头磨成锥形。氩气纯度99.9%。焊丝由 材料供应方提供,国产可选用hocr19ni99和hocr19ni10mo3ti。 2施工前准备 根据工程需要,组织适量氩弧焊工进行焊

薄壁不锈钢管焊接技术交底
格式:pdf
大小:199KB
页数:3P
4.6
技术交底 工程名称 河南煤业化工集团科 技研发中心—地下室 分项工程名称室内给水管道安装 施工单位 中建八局第三建设 有限公司 交底日期 交底提要:304薄壁不锈钢管,304加厚不锈钢管,氩弧焊焊接技术要点 交底内容: 一、施工准备 1、材料准备 (1)与使用部位对应管径的304薄壁不锈钢管及其配件 (2)浅蓝色油漆(用做管道标记) 2、主要机具 氩弧焊焊机、专用不锈钢焊条、卷尺、线锤、激光水准仪、毛巾、高梯、移动脚手架等。 3、作业条件 (1)主体结构验收完毕 (2)预留的水平管、立管洞口修理完毕 (3)管道支、吊架安装合格 二、施工工艺 1、管道连接方式 管材管径连接方式管材管径连接方式 304薄壁不锈钢管dn200 氩弧焊接 304加厚不锈钢管dn80 氩弧焊接304薄壁不锈钢管dn150304加厚不锈钢管dn70 304薄壁

薄壁不锈钢管焊接技术交底
格式:pdf
大小:53KB
页数:3P
4.6
工程名称 河南煤业化工集团科 技研发中心—地下室 分项工程名称室内给水管道安装 施工单位 中建八局第三建设 有限公司 交底日期 交底提要:304薄壁不锈钢管,304加厚不锈钢管,氩弧焊焊接技术要点 交底内容: 一、施工准备 1、材料准备 (1)与使用部位对应管径的304薄壁不锈钢管及其配件 (2)浅蓝色油漆(用做管道标记) 2、主要机具 氩弧焊焊机、专用不锈钢焊条、卷尺、线锤、激光水准仪、毛巾、高梯、移动脚手架等。 3、作业条件 (1)主体结构验收完毕 (2)预留的水平管、立管洞口修理完毕 (3)管道支、吊架安装合格 二、施工工艺 1、管道连接方式 管材管径连接方式管材管径连接方式 304薄壁不锈钢管dn200 氩弧焊接 304加厚不锈钢管dn80 氩弧焊接304薄壁不锈钢管dn150304加厚不锈钢管dn70 304薄壁不锈钢管dn100
薄壁不锈钢焊接文档最新文档
最新-薄壁不锈钢管焊接工艺探究精品
格式:pdf
大小:7KB
页数:3P
4.4
薄壁不锈钢管焊接工艺探究 摘要薄壁不锈钢管使用起来非常的经济,而且安全环保,比较卫生,不会对 环境造成污染,所以总体上来说薄壁不锈钢管的市场前景发展比较好,它在各种 工业领域的应用比较广泛。 市面上所售卖的薄壁不锈钢管它们的尺寸、规格、型号都比较多。 如果薄壁不锈钢管管内有毛刺或者是凹坑等等现象发生,那么就会影响产品 的使用效果,比如说薄壁不锈钢管经常使用在一些原料加工行业中,如果它有一 点的缺陷,就会导致一些原料在管内残留从而变质。 所以要想保证薄壁不锈钢管的使用质量,以及使用的实际效果,就必须对焊 接工艺进行一定的改进,本文就具体探究一下薄壁不锈钢管焊接工艺改进方法。 关键词薄壁不锈钢管;焊接工艺;改进探究薄壁不锈钢管焊接工艺进行相关 的改进,能够有效的提高它的应用效果,从而改变产品原有的一些缺陷,比如说 容易氧化,内部有一些凹凸不平现象,背面成型比较差等等这些缺点

 316L薄壁不锈钢管的焊接
316L薄壁不锈钢管的焊接 316L薄壁不锈钢管的焊接
格式:pdf
大小:285KB
页数:2P
4.7
本文通过分析316l的焊接性及薄壁管的具体特点,提出了相应的焊接工艺和施工方案,防止了焊接过程中裂纹、变形和焊缝氧化等缺陷的发生,保证了316l薄壁不锈钢管的焊接质量。
薄壁不锈钢管道焊接工艺探讨 薄壁不锈钢管道焊接工艺探讨
格式:pdf
大小:115KB
页数:3P
4.7
文章阐述了在薄壁不锈钢管道的焊接过程中,采用氩气和氢气的混合物作为不锈钢管焊接保护气体以及采取相应配套的一系列工艺措施,可有效地避免薄壁不锈钢焊缝的背面氧化,使不锈钢焊缝内表面不需要进行酸洗钝化就能达到明亮的银白色,提高了不锈钢的耐腐蚀性能和使用寿命。
薄壁不锈钢换热管与管板焊接工艺 薄壁不锈钢换热管与管板焊接工艺
格式:pdf
大小:482KB
页数:4P
4.7
不锈钢薄壁管与管板的焊接有其明显的特点,文中介绍了辅助给水除氧器管—管板自动tig焊工艺。通过调整焊接参数和使用适当的钨极形状,从而控制熔池形状和焊缝成型,采用胀接方法定位,并使用工装,消除了管口与管板的间隙,解决了薄壁管与管板焊的难题,取得了满意的结果。
浅谈薄壁不锈钢管焊接连接施工工艺 浅谈薄壁不锈钢管焊接连接施工工艺
格式:pdf
大小:296KB
页数:4P
4.4
本文以tig焊法为例,从工艺原理、工艺特点、施工工艺流程及工艺要点等方面,详细阐述薄壁不锈钢管的焊接连接施工工艺,总结出一套行之有效的薄壁不锈钢管焊接施工工艺方法。
大型薄壁不锈钢清洗槽的焊接技术 大型薄壁不锈钢清洗槽的焊接技术
格式:pdf
大小:88KB
页数:2P
4.3
分析了大型薄壁不锈钢清洗槽在焊接时出现的主要问题,介绍了tig焊接时的主要工艺参数,并对其焊接工艺要点做了进一步阐述,以获得优良的焊接质量。
高精度薄壁不锈钢筒体焊接技术实现生产应用 高精度薄壁不锈钢筒体焊接技术实现生产应用
格式:pdf
大小:243KB
页数:未知
4.6
近期,北京航天新风机械设备有限责任公司成功应用激光添丝焊技术首次实现了高精度薄壁不锈钢筒体的焊接生产,相比于传统焊接方法,产品精度、质量可靠性及生产效率均大幅提升,标志着该公司激光焊接技术应用再结硕果。激光焊接作为一种新兴的高效精密焊接方法,相比于传统的焊接方法具有诸多优势。该公司在航天系统内较早开展了激光焊接的应用探索,积累了丰富的技术经验,激光焊接的生产优势在多个产品
不锈钢薄壁管焊接方法
格式:pdf
大小:25KB
页数:8P
4.7
薄壁不锈钢管道焊接技术研究 来源:www.***.***编辑:日期:2007-11-30加入收藏 摘要:介绍薄壁不锈钢管道焊接的技术、方法和焊接的工艺参数。 关键词:薄壁不锈钢管;焊接;管内充氩气;双面成型 薄壁不锈钢管输送的介质为生产原料或者产品。如果管道在安装过程中。管 内焊缝有毛刺、凹坑、焊缝过高等缺陷,会导致产品或原料在管内积留造成腐烂 变质,影响产品质量。所以对该种管道的焊缝成型要求特别高,要求双面成型, 不允许咬边和未焊透.焊缝高度omm—1mm,坑深度不超过0.3mm,尤其是 管内焊缝必须成型均匀,光滑无毛刺,焊缝高度均匀omm—o.3mm,针对此 情况,对该工程薄壁不锈钢管道的焊接,反复研究、试验、总结焊接技术数据, 改进和提高焊接技术,保证了工程安装质量要求。 1、焊接设备选择 由于本工程不锈钢管壁薄1mm-2mm,焊接熔浅,焊缝要求
薄壁不锈钢焊接文档相关
文辑推荐
知识推荐
百科推荐


职位:消防产品技术员
擅长专业:土建 安装 装饰 市政 园林


