




 40Cr钢与YG8硬质合金的真空钎焊工艺研究
40Cr钢与YG8硬质合金的真空钎焊工艺研究 40Cr钢与YG8硬质合金的真空钎焊工艺研究
选用cumnni钎料,对40cr钢与yg8硬质合金进行真空钎焊试验,研究钎焊温度和ni中间层对钎焊接头性能的影响,并用三点弯曲试验确定最佳工艺参数;通过使用扫描电镜观察显微组织及能谱分析钎料中各元素在母材中的扩散情况,并结合钎料在40cr钢和yg8硬质合金上铺展的润湿角的比较,探讨了该钎料与母材的结合性能。结果表明,采用0.2mmni中间层在1020℃下钎焊,钎料与母材、中间层结合较好,无裂纹等缺陷,强度有一定提高。
YG8硬质合金与42CrMo钢的真空钎焊工艺研究 YG8硬质合金与42CrMo钢的真空钎焊工艺研究
采用自行研制的cumnni钎料对yg8硬质合金与42crmo钢的真空钎焊工艺进行了研究。通过三点弯曲试验、润湿性试验、扫描电镜及能谱分析等手段探讨了钎焊温度、钎焊间隙大小对钎焊接头组织和性能的影响。结果表明:钎料对两种母材具有良好的润湿性,钎焊温度在950℃、钎缝宽度为0.20mm时,可获得最优钎焊接头,接头抗弯强度达到436mpa。在钎缝界面区,形成以feconi为基的固溶体。
编辑推荐下载
采用CuMnNi钎料真空钎焊40Cr钢与YG8硬质合金的工艺研究 采用CuMnNi钎料真空钎焊40Cr钢与YG8硬质合金的工艺研究
格式:pdf
大小:206KB
页数:2P
 4.3
4.3
选用cumnni钎料,对40cr钢与yg8硬质合金进行了真空钎焊工艺研究。通过润湿性试验、三点弯曲试验、金相分析、sed等方法探究了钎焊温度和ni中间层厚度对钎焊接头性能的影响。研究结果表明,钎料对两种母材有良好的润湿性;采用0.2mmni中间层在1040℃下钎焊时,可获得最优钎焊接头,强度可达到660mpa。
YG8硬质合金与0Cr13不锈钢的真空钎焊热门文档
铜合金与不锈钢的真空钎焊研究 铜合金与不锈钢的真空钎焊研究
格式:pdf
大小:216KB
页数:2P
4.6
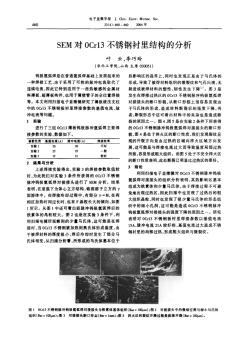
对铜合金与不锈钢组合的喷注器结构的真空钎焊工艺进行了实验研究,确定了铜合金与不锈钢(qcr0.8和1cr18ni9ti)钎焊时的温度、保温时间等最佳钎焊工艺参数。观察分析了钎焊接头的微观组织,并对接头的致密性进行了检测。研究表明,通过应用本实验研究获得的最佳工艺参数能够得到内外部质量、密封性能优良的接头。
YG8硬质合金激光钎焊接头显微组织的研究 YG8硬质合金激光钎焊接头显微组织的研究
格式:pdf
大小:485KB
页数:未知
4.7
提出了以激光作为焊接热源.以cu为填充材料进行硬质合金连接的新方法、对焊接试样的显微组织进行了分析讨论.给出了在激光作用下,硬质合金的钢钎焊接头的焊缝、母材及钎焊界面处的成分和组织变化情况。
 铍—不锈钢窗的真空钎焊
铍—不锈钢窗的真空钎焊 铍—不锈钢窗的真空钎焊
格式:pdf
大小:302KB
页数:2P
4.3
用ag—cu—in焊料钎焊铍—不锈钢窗的工艺,具有方法简单、成品率高、钎焊温度低、搁置稳定性好等特点。前言在与软x—射线产生、探测有关的技术中,要用铍窗,因为铍窗对x—射线的透射率为铝窗的十六倍。在软x—射线入射或者出射

不锈钢真空钎焊的工艺要点
格式:pdf
大小:90KB
页数:9P
4.4
不锈钢真空钎焊的工艺要点 1钎焊接头的设计: 设计钎焊接头时,应考虑接头的强度、组合件的定位方法、钎料置放的位置、接头间隙等诸 多因素 1.1钎焊接头连接方式: 钎焊接头有对接和搭接两种方式。 采用对接接头,由于钎料和钎缝的强度一般比母材低,因而对接接头不能保证接头具有与母 材相等的承载能力,因此钎焊接头大多采用搭接形式。通过改变搭接长度提高钎焊接头的强 度。 对于采用高强度铜基、镍基钎料钎焊的搭接接头,搭接长度通常取为薄壁件厚度的2~3倍。 由于工件的形状不同,搭接接头的具体形状也各不相同。对于薄壁件而言,常采用锁边形式 的搭接方式,提高钎焊接头的强度。 1.2 接头的定位:组合件的定位是影响钎焊质量的重要因素。 定位的方法主要有依靠自重、紧配合、毛刺定位、点焊定位、(氩弧焊)涨口定位、夹具定 位等。 列管式egr冷却器将采用涨口定位、点焊定位、焊接变位器等多种定位方法 1.
YG8硬质合金与0Cr13不锈钢的真空钎焊精华文档
YG6硬质合金与40Cr钢钎焊接头减应措施研究 YG6硬质合金与40Cr钢钎焊接头减应措施研究
格式:pdf
大小:241KB
页数:4P
4.4
用不同厚度的cu箔、ni箔作为缓解接头残余应力的中间层材料,以ag-cu共晶合金箔为钎料在880℃,10min的工艺参数条件下对yg6硬质合金和40cr钢进行了真空钎焊试验。研究结果证实,采用ni箔做中间层能有效地降低接头应力,大幅提高接头强度;cu箔能有效降低接头残余应力,但cu本身强度偏低,同时钎焊过程中大量溶解,使中间层的实际厚度明显减薄,加之钎缝与中间层界面处组织不均匀且存在较严重的晶界渗入现象从而严重制约了接头强度的提高;研究结果还表明,中间层厚度对接头强度也有明显的影响,只有在最佳厚度范围内才能达到最佳降低应力、提高接头强度的效果。
铁素体不锈钢0Cr13
格式:pdf
大小:147KB
页数:2P
4.6
0cr13概述 材料属于:不锈耐酸钢 对应美国牌号:aisi405 对应日本牌号:sus405 对应中国新牌号:06cr13(详见gb/150.2-2011表c.1) 中国统一数字代号:s11306 0cr13是铁素体不锈钢中含cr量最低的一种。它具有不锈性,而且耐蚀性优于 含碳量高的1cr13,2cr13,3cr13,4cr13马氏体不锈钢。它具有良好的塑,韧 性和冷成型性,而且优于含cr量更高的其它铁素体不锈钢。当0cr13钢中含c 量控制很低时,其塑性,特别是韧性,冷成型性还会显著提高。0cr13钢主要用 于制造耐水蒸汽,碳酸氢铵母液,热的含硫石油腐蚀的部件和设备的衬里等。此 钢种对应的美标牌号是405,比重为7.75g/cm30cr13是铁素体不锈钢中含cr量 最低的一种。 0cr13图片 特性 用作较高韧性及受冲击负荷的零件。 用
钯合金毛细管与不锈钢接头的真空钎焊 钯合金毛细管与不锈钢接头的真空钎焊
格式:pdf
大小:111KB
页数:2P
4.7
通过对钯合金毛细管与不锈钢接头连接用钎料的选择、真空钎焊工艺试验,确定了获得优质钎焊接头的工艺参数,保证了批量钯合金毛细管焊接的工艺稳定性。
0Cr13不锈钢制薄壁内压短圆筒的静强度 0Cr13不锈钢制薄壁内压短圆筒的静强度
格式:pdf
大小:107KB
页数:4P
4.6
对0cr13不锈钢制薄壁内压短圆筒的静强度进行试验研究,结果表明:标准椭圆封头和碟形封头可提高不锈钢制薄壁内压短圆筒的静强度。同时得到确定0cr13不锈钢制薄壁内压短圆筒静强度的经验公式,区分内压长、短圆筒的临界长度计算公式。
不锈钢接头的宽间隙真空钎焊 不锈钢接头的宽间隙真空钎焊
格式:pdf
大小:163KB
页数:未知
4.7
采用先在钎缝间隙中预填合金粉,然后在钎缝外置放钎料进行钎焊的方法,解决不锈钢接头宽间隙的钎焊问题.当钎缝内预填316粉(或1cr18ni9粉)及用bni-1a(或bni-2)钎料钎焊时,预填粉不熔化,焊后保持原来的形状。钎料中的硼沿晶界向预填粉中扩散,在晶界处与铁结合形成fe2b,钎料获得固溶体组织。用bni-1a钎料钎焊钎缝内预填316粉时,钎绀缝强度高达504.7mpa。用bni-5钎料钎焊针缝内预填316粉时,针缝组织内的固溶体相中夹带少量的化合物相,钎缝的重熔温度高达1325℃。对同一种钎料而言,宽间隙针缝的抗拉强度与重熔温度有较好的对应性,即重熔温度高,抗拉强度也高。
YG8硬质合金与0Cr13不锈钢的真空钎焊最新文档
不锈钢防护网的真空钎焊 不锈钢防护网的真空钎焊
格式:pdf
大小:153KB
页数:5P
4.6
本文针对不锈钢防护网的真空钎焊,较详细地介绍了钎料状态的选择、预置和规范参数的选择,经过大量的模拟实验,确定采用镍基钎料、刷涂法和优选出的钎焊工艺参数,能成功地焊出满足要求的防护网,投入批量生产。
2Cr13不锈钢
格式:pdf
大小:12KB
页数:1P
4.4
2cr13不锈钢 简介 2cr13钢是较常用的不锈钢,具有较高的热强性、抗氧化性,良好的减震性。在弱 腐蚀介质中具有较好的耐腐蚀性,对淡水、海水、蒸气、空气也有足够的耐腐蚀 性。热处理后可获得较高的性能。常用来制做450℃以下工作的机械零件和常温 下使用的化工及食品工业容器。例如,传动件、固定销、拉杆、汽轮机叶片、阀 座、阀板、阀杆、泵件、模具等。其中传动件、固定销、拉杆等零件一般在调质 后使用。传统的调质工艺是高温加热,油淬,然后回火。 化学成分 2cr13钢的化学成分(质量分数,%): 碳c:0.16~0.25 硅si:≤1.00 锰mn:≤1.00 硫s:≤0.030 磷p:≤0.035 铬cr:12.00~14.00 镍ni:允许含有≤0.60 力学性能 抗拉强度σb(mpa):淬火回火,≥635 条件屈服强度σ0.2(
不锈钢毛细管的真空钎焊研究 不锈钢毛细管的真空钎焊研究
格式:pdf
大小:192KB
页数:3P
4.8
对不锈钢毛细管结构的真空钎焊工艺进行了试验研究,确定了毛细管与管板(材质均为1cr18ni9ti)钎焊时的温度(1050~1070℃)、保温时间(5~10min)等最佳钎焊工艺参数。观察分析了钎焊接头的微观组织,并对接头的致密性进行了检测。研究表明,通过应用上述最佳工艺参数能够得到内外部质量、密封性能和力学性能优良的接头。
0Cr13不锈钢热轧卷裂边分析及解决 0Cr13不锈钢热轧卷裂边分析及解决
格式:pdf
大小:101KB
页数:2P
4.7
在分析了0cr13热轧卷裂边的主要原因并确定了出现边裂是当量控制不佳、钢质纯净度差等因素所致后,采取了相应的技术措施,从根本上解决了裂边问题。
0Cr13不锈钢连铸板坯表面横裂影响因素分析 0Cr13不锈钢连铸板坯表面横裂影响因素分析
格式:pdf
大小:115KB
页数:3P
4.6
就0cr13不锈钢连铸板坯表面横裂形成的原因进行了分析,提出了相应的工艺控制措施,从而杜绝了横裂的产生。
工具钢和硬质合金的钎焊问题-文档
格式:pdf
大小:9KB
页数:5P
4.4
工具钢和硬质合金的钎焊问题 工具钢和硬质合金在具体的使用中常常会需要进行焊接,这 里简单谈谈这两类金属的钎焊焊接问题。 1工具钢和硬质合金的钎焊焊接性分析 工具钢和硬质合金都是用来制造工具、刀具、量具、模具等 的重要材料,它们共同特点是碳和合金元素含量高,并具有高硬 度和高耐磨性能。但它们又都较脆,如果用来制造切削刀具等, 就不能承受复杂的工作载荷,例如弯曲、冲击和交变载荷等。因 此,总是把它们作成小块的镶嵌件,钎焊到由强韧钢制造的工具 基体的工作部位上,由强韧钢来承受冲击和交变载荷。这样做不 仅综合的满足了刀具工作性能要求,同时又节省了大量昂贵的金 属,降低了工具成本。现在已广泛应用于制造各种金属切削刀具、 矿山采掘、石油钻井、地质勘探,以及各种量具、模具和耐磨损 机械零件。 硬质合金是以高硬度的、难熔的碳化物(如wc、tic、tac、 nbc和vc等)为基,加入粘
0Cr13属铁素体不锈钢还是马氏体不锈钢 0Cr13属铁素体不锈钢还是马氏体不锈钢
格式:pdf
大小:603KB
页数:5P
4.3
老牌号0cr13、新牌号06cr13是基本的铬不锈钢。此牌号的不锈钢类型,国外不锈钢标准中有的称为铁素体不锈钢,有的称为马氏体不锈钢。国内不锈钢标准中也有时称为铁素体不锈钢,有时称为马氏体不锈钢。国内现行不锈钢标准中也同时存在这两种不锈钢类型的名称,一般不锈钢标准中称为马氏体不锈钢,而承压不锈钢板和锻件标准中称为铁索体不锈钢。本文对此进行了分析。

硬质合金工具钢钎焊
格式:pdf
大小:23KB
页数:2P
4.5
硬质合金工具钢钎焊 钢材技术2009-08-2913:55阅读4评论0 字号:大中小 1、钎焊性 工具钢通常包括碳素工具钢、合金工具钢和高速钢,而硬质合金是碳化物(如wc、tic等)与粘结金属 (如co等)经粉末烧结而成的。工具钢和硬质合金的钎焊技术主要用于刀具、模具、量具和采掘工具的制造 上。 工具钢钎焊中的主要问题,是它的组织和性能易受钎焊过程的影响。如果钎焊工艺不当,极易产生高 温退火、氧化及脱碳等问题。例如高速钢w18cr4v的淬火温度为1260—1280℃,为避免上述问题的发生, 确保切削时具有最大的硬度和耐磨性,要求钎焊温度必须与淬火温度相适应。 硬质合金的钎焊性是较差的。这是因为硬质合金的含碳量较高,未经清理的表面往往含有较多的游离 碳,从而妨碍钎料的润湿。此外,硬质合金在钎焊的温度下容易氧化形成氧化膜,也会影响钎料的润湿。 因此
焊接温度对WC-Co硬质合金与低碳钢真空钎焊的影响 焊接温度对WC-Co硬质合金与低碳钢真空钎焊的影响
格式:pdf
大小:3.0MB
页数:3P
4.8
选用钎料hl105真空钎焊wc-co硬质合金与低碳钢,系统地研究了焊接温度对硬质合金/钢钎焊接头组织和性能的影响。研究表明:用钎料hl105成功地焊接了硬质合金和低碳钢;随着钎焊温度的升高,钎料流动性和润湿性增加,同时,钎料成分元素挥发,焊缝宽度变窄,基体晶粒组织长大,硬质合金/钢接头的抗拉强度先增加后降低。当钎焊温度为980℃,硬质合金/钢接头达到的最佳抗拉强度为263.9mpa。
1Cr18Ni9Ti不锈钢/Ti6Al4V钛合金真空钎焊工艺研究 1Cr18Ni9Ti不锈钢/Ti6Al4V钛合金真空钎焊工艺研究
格式:pdf
大小:497KB
页数:3P
4.7
采用ag-cu-ti钎料进行ti6al4v(tc4)钛合金和1cr18ni9ti不锈钢的真空钎焊,观察分析了其在钎焊温度为790~870℃和保温时间为1和3min时钎缝界面微观组织和成分分布。研究结果表明,钎缝宽度随着钎焊温度的升高而降低,随着保温时间的增加而增加;扩散层厚度随着保温时间的增加而增加。ti是焊缝中反应物多少的决定因素。在钎焊温度790℃,保温3min时能得到较好的焊缝组织,界面无裂纹出现。
YG8硬质合金与0Cr13不锈钢的真空钎焊相关
文辑推荐
知识推荐
百科推荐


职位:消防工程预算员
擅长专业:土建 安装 装饰 市政 园林


