

X80钢级高频焊接管线管的试制
格式:pdf
大小:340KB
页数:4P
人气 :72
 4.4
4.4
通过优化HFW焊管机组成型参数、焊接参数和焊缝热处理工艺,成功试制出X80钢级管线管。首批试制的X80钢级管线管的各项性能满足APISpec5L标准(44版)的要求,为后续拓展高频焊管钢级奠定了工艺基础。针对试制中出现的问题指出了需要改进的方向。



 CT80钢级高频焊接连续油管焊接规范初探
CT80钢级高频焊接连续油管焊接规范初探 CT80钢级高频焊接连续油管焊接规范初探
通过宏观、微观金相分析和压扁试验结果对不同焊接规范条件下ct80钢级φ38.1mm×3.18mm高频焊接连续油管焊接接头试样进行评价,总结了按不同焊接规范生产的产品质量水平和压扁试样断口特征,为评价焊接规范合理性以及确定合理焊接规范提供了依据。
焊管高频焊接原理
焊管高频焊接原理 高频焊接起源于上世纪五十年代,它是利用高频电流所产生的集肤效应和相邻效应,将钢 板和其它金属材料对接起来的新型焊接工艺。高频焊接技术的出现和成熟,直接推动了直缝 焊管产业的巨大发展,它是直缝焊管(erw)生产的关键工序。高频焊接质量的好坏,直 接影响到焊管产品的整体强度,质量等级和生产速度。 作为焊管生产制造者,必须深刻了解高频焊接的基本原理;了解高频焊接设备的结构和工作 原理;了解高频焊接质量控制的要点。 1高频焊接的基本原理 所谓高频,是相对于50hz的交流电流频率而言的,一般是指50khz~400khz的高频电流。 高频电流通过金属导体时,会产生两种奇特的效应:集肤效应和邻近效应,高频焊接就是利 用这两种效应来进行钢管的焊接的。那么,这两个效应是怎么回事呢? 集肤效应是指以一定频率的交流电流通过同一个导体时,电流的密度不是均匀
编辑推荐下载
X80管线钢的焊接性 X80管线钢的焊接性
格式:pdf
大小:210KB
页数:3P
4.6
采用管道输送石油或天然气是最经济、最安全的运输方式。随着国民经济的发展,天然气工业越来越受到重视。我国在西气东输国家重点工程建设中,对x70、x80管线钢进行了成功的研制、开发。在西气东输二线工程中,将大规模的采用x80钢进行管线铺设。介绍了西气东输二线工程的几个突出特点。论述了高强度管线钢的发展历程。并且对于管线钢的三个类型进行了分析。重点论述了x80钢的焊接性,分析了焊接裂纹、haz的软化、焊缝与管材的强韧匹配等。并且对于x80钢的试验、研究、以及焊接等应用情况做了介绍。
高频焊接H型钢的生产与实践 高频焊接H型钢的生产与实践
格式:pdf
大小:465KB
页数:3P
4.5
介绍了高频焊接h型钢的优点、生产工艺及主要设备,并分析了原料、镦粗、挤压、微张力、冷却等工艺过程对h型钢质量的影响。
X80钢级高频焊接管线管的试制热门文档


高频焊接H型钢型号
格式:pdf
大小:127KB
页数:5P
4.7
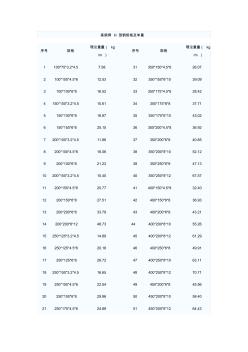
高频焊接h型钢型号、截面尺寸、理论重量表 jg/t137-2001 序号 型号高度x 宽度 截面尺寸理论 重量 kg/m 序号 型号高度x 宽度 截面尺寸 理论重 量kg/mhbt1t2hbt1t2 1 100*50 100502.33.24.2071 350*150 3001503.24.519.16 2100503.24.55.82723001503.26.022.62 3 100*100 1001004.56.012.53733001504.56.026.07 41001006.08.016.52743001504.58.030.64 5 120*120 1201203.24.511.27753001504.59.032.9
高频焊接H型钢理论重量
格式:pdf
大小:35KB
页数:2P
4.6
高频焊h型钢规格及单重 序号规格 理论重量(kg /m) 序号规格 理论重量(kg /m) 1100*75*3.2*4.57.5831350*150*4.5*626.07 2100*100*4.5*612.5332350*150*6*1039.09 3100*100*6*816.5233350*175*4.5*628.42 4150*100*3.2*4.510.6134350*175*6*837.71 5150*100*6*818.8735350*175*6*1043.02 6150*150*6*825.1536350*200*4.5*836.92 7200*100*3.2*4.511.8637350*200*6*840.85 8200*100*4.5*616.0638350*200
 X65级高频焊接钢管爆裂原因分析
X65级高频焊接钢管爆裂原因分析 X65级高频焊接钢管爆裂原因分析
格式:pdf
大小:958KB
页数:4P
4.8
通过化学成分分析、力学性能测试、金相检验以及扫描电镜分析等方法对某规格为φ457mm×7.1mm的x65级高频焊(hfw)钢管水压试验时发生爆裂的原因进行了分析。结果表明:钢管爆裂失效是由于其直焊缝上存在冷焊缺陷以及焊缝冲击韧度不合格所致;焊缝中存在冷焊缺陷使其有效承载面积减小,原始裂纹在冷焊缺陷处萌生并扩展,加之焊缝冲击韧度低,抗裂纹扩展能力差,在水压试验压力作用下最终导致该钢管于焊缝处失稳爆裂。
X80钢级高频焊接管线管的试制精华文档

高频焊接H型钢型号
格式:pdf
大小:114KB
页数:5P
4.5
高频焊接h型钢型号、截面尺寸、理论重量表 jg/t137-2001 序号型号高度x宽度 截面尺寸理论重 量kg/m 序号 型号高度x宽 度 截面尺寸理论重量 kg/mhbt1t2hbt1t2 1 100*50 100502.33.24.2071 350*150 3001503.24.519.16 2100503.24.55.82723001503.26.022.62 3 100*100 1001004.56.012.53733001504.56.026.07 41001006.08.016.52743001504.58.030.64 5 120*120 1201203.24.511.2775300150
 高频焊接钢管能量转化分析
高频焊接钢管能量转化分析 高频焊接钢管能量转化分析
格式:pdf
大小:305KB
页数:2P
4.5
从电磁场基本理论出发,概要阐述了高频焊接钢管的原理及系统的能量转化,涉及到电磁场理论、电路原理、磁性材料等物理学基本内容。提出了能量转化的机制和组成,旨在为高频焊接钢管生产企业提高电能利用率,降低消耗和生产成本起到理论指导作用。
X80钢级高频焊接管线管的试制最新文档
预应变对X80级螺旋缝埋弧焊接管线钢拉伸性能的影响 预应变对X80级螺旋缝埋弧焊接管线钢拉伸性能的影响
格式:pdf
大小:440KB
页数:2P
4.6
对x80级钢螺旋缝埋弧焊接钢管材料进行轴向拉伸预应变量与拉伸性能关系的试验研究。结果表明:随着预应变量的增加(≥1.5%),管体横向的屈服强度上升,而抗拉强度则无明显变化。
X80管线钢的焊接性分析 X80管线钢的焊接性分析
格式:pdf
大小:560KB
页数:3P
4.7
对国产x80管线钢进行了手工焊焊接性能实验,并对其焊接接头的强度、低温韧性和冷弯性能进行了检验,结果表明,该管线钢焊接性能良好。
高频焊接H型钢的规格,应用范围
格式:pdf
大小:6KB
页数:3P
4.5
北京红冶嘉鹏轻钢有限公司是隶属于北京红冶汇新控 股集团有限公司的一家国有企业,自2005年开始一直致力 于高频焊接h型钢的生产与销售,得到了全国各地钢结构领 域朋友们的厚爱与支持。为了更好地发展,公司于2011年 底注册成立了天津红冶嘉鹏钢结构有限公司,并将原有生产 线搬迁至天津市宝坻区大钟庄工业园。同时增加了产品的深 加工、钢构件制作、热轧h型钢、焊接h型钢、t型钢、板 材等经营项目。 高频焊接h型钢力学性能好,抗弯能力强,在承受相同 载荷情况下比普通工字钢节约金属10%-15%,建筑上可使结 构重量减轻30%-40%,在桥梁上可减轻15%-20%。与热轧h 型钢相比,壁轻薄均匀,截面特性更好,优于传统型钢;定 尺灵活、可按指定要求生产;生产规格更灵活、更齐全,满 足用户需求;交货周期短,安装施工方便。 我们将一如既往地不断提高产品质量和服务水平,继续 为
高频焊接H型钢檩条的优势
格式:pdf
大小:9KB
页数:1P
4.4
高频焊接h型钢檩条的优势 檩条是房屋的主要构件之一,它分为主檩和次檩。其中主檩条是 与屋面及外墙结构的柱梁进行连接,而次檩条则将屋面板及外墙板都 连接在基础构件上。主次檩条钢结构建筑设计常用的主要构件。檩 条的材料也是多种多样,但钢结构中普遍的还是使用c型钢与z型 钢。不过随着时代的发展以高频焊接h型钢为主的檩条成了更多人的 选择。 高频焊接h型钢的规格非常自由,可以按照客户要求来进行精 准的定做,所以它适合被用于工厂及民用建筑的屋面檩条上。使用高 频焊接h型钢建造的屋面檩条制作和施工都非常简单,因为它能够在 工厂里进行加工,这样就减少了施工场地的施工速度。在安装檩条时, 过去常用的c型、z型结构都不太稳定,有时在安装时会出现失稳的状 况。但是高频焊接h型钢则能避免这种情况的产生,并且它不需要用 节点板与主钢架连接,这不仅减少了施工时间,也时建成后的檩条更
高频焊接钢管 高频焊接钢管
格式:pdf
大小:224KB
页数:未知
4.5
钢管的抗弯和抗扭能力较一般钢材大,是一种经济断面钢材。随着工业的发展,需要大量钢管,因此,电焊钢管生产技术有了飞跃发展,其中高频焊接钢管是发展电焊钢管生产的主要方向。在奋发图强、自力更生的精神鼓舞下,我们试制成功高频接触焊管和高频感应焊管,在生产实践中,效果显著,现简介于下。一、高频焊管原理高频焊管机由机械和电气两部分组成。机械部分包括带钢对焊机、展卷机、切边机、成型机、焊接机、定径机、锯断机等,组成钢管自动生产线。电气部分为一台高频发生器,图1为发生器的原理图,外电源输入经整流后,送入振荡管屏极,与槽路偶合产生高频振荡,由输出变压器将高频电能,通过接触块(或感应器)输送给管子,进行加热焊接。
高频焊接钢管机平轧辊设计 高频焊接钢管机平轧辊设计
格式:pdf
大小:554KB
页数:未知
4.4
给出了焊接钢管设计时带钢尺寸的计算公式以及卷圆中开口平辊、闭口平辊和定径中定径平辊的计算方法,特别是对轧制时钢带厚度和宽度与受力和变形的关系进行了探讨.实践证明,据此算法设计的平轧辊使用时间长,且生产出的焊接钢管表面质量也有较大幅度的提高.
长输管线X80钢管道的焊接 长输管线X80钢管道的焊接
格式:pdf
大小:218KB
页数:未知
4.6
x80钢属于针状铁素体(贝氏体)超纯净、超低碳型管线钢,碳含量在0.02~0.05%,硫含量不大于0.05%,由于含碳量较低,所以其淬硬倾向不大,但由于钢材的强度级别较高,在焊接时具有一定应力,因此,需要采取预热处理。正确选取焊接材料等措施来防止冷裂纹的产生,并且采用高匹配进行焊接,使焊缝具有更高的韧性以防止缺陷。
焊管史话之十八从中频焊接向高频焊接时代的过渡 焊管史话之十八从中频焊接向高频焊接时代的过渡
格式:pdf
大小:419KB
页数:未知
4.7
二次世界大战期间,高频电气技术仅限于广播和通讯,战争结束后才开始尝试用于焊接钢管。大约在1950年,出现了第一台10khz焊机,当时称之为高频焊机,随着技术的快速发展,很快就更准确地被叫做中频焊机。中频焊接技术取消了钢带酸洗工序,但尚不足以淘汰已经很成熟的低频焊接技术。
高频焊接轻型薄壁H型钢标准
格式:pdf
大小:73KB
页数:7P
4.6
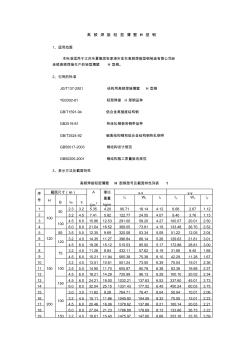
高频焊接轻型薄壁h型钢 1、适用范围 本标准适用于江苏华夏集团张家港市亚东高频焊接型钢制造有限公司经 连续高频焊接生产的轻型薄壁h型钢。 2、引用的标准 jg/t137-2001结构用高频焊接薄壁h型钢 yb3302-81轻型焊接h型钢品种 gb/t1591-94低合金高强度结构钢 gb2519-81热连轧钢板和钢带品种 gb/t3524-92碳素结构钢和低合金结构钢热轧钢带 gb50017-2003钢结构设计规范 gb50205-2001钢结构施工质量验收规范 3、表示方法及截面特性 高频焊接轻型薄壁h型钢型号及截面特性列表1 序 号 截面尺寸(㎜)a cm2 理论 重量 kg/m x-xy-y hbtwtf ixwxixiywyiy 1 100 50 2.33.25.354.2090.71
X80钢级高频焊接管线管的试制相关
文辑推荐
知识推荐
百科推荐


职位:2021届MIDAS软件工程师
擅长专业:土建 安装 装饰 市政 园林


