

X60管线钢在-20℃低温焊接的接头组织性能
格式:pdf
大小:1.4MB
页数:6P
人气 :67
 4.7
4.7
结合X60管线钢在-20℃低温条件下的焊接施工实际情况进行了试验、测定及分析,研究了711 mm×15.9 mm管道环焊接头的力学性能、接头的金相组织、硬度、冲击吸收功以及冲击断口形貌等.结果表明,在-20℃低温条件下,焊接完成的X60管线钢环焊接头力学性能测试;其HAZ的最大硬度值为210 HV10,符合相关技术标准.该工艺方案经过国内北部地区长输管道的工程使用,质量合格;经过金相显微组织分析,在X60钢-20℃条件下焊接的接头中,未发现淬硬组织;对冲击试件断口形貌的扫描电镜分析表明,该环焊接头的韧性满足相关技术标准的要求.



 X80管线钢埋弧焊焊接接头的组织和腐蚀性能
X80管线钢埋弧焊焊接接头的组织和腐蚀性能 X80管线钢埋弧焊焊接接头的组织和腐蚀性能
采用h08mnmoa焊丝埋弧焊焊接x80管线钢.利用扫描电镜分析焊接接头微观组织;采用动电位极化和电化学阻抗法研究了x80管线钢其焊接接头在0.5mol/lnahco3+0.02mol/lnacl溶液中的腐蚀行为.结果表明,在0.5mol/lnahco3+0.02mol/lnacl溶液中,由于显微组织上的差异,x80钢母材的耐点蚀性能最好;焊缝在短时间内的耐点蚀性能基本与母材处于同一水平,但长时间浸泡后的耐点蚀性能却比母材要差;热影响区的耐点蚀性能最差,且相对于母材和焊缝的差值较大.
八钢X60管线钢冶炼实践 八钢X60管线钢冶炼实践
文章介绍了八钢公司采用铁水脱硫预处理、复吹转炉、lf精炼、板坯连铸工艺开发x60管线钢的过程。在成分设计上应用了nb、v、ti微合金化,采用低碳含量,提高产品的韧性和延性,同时具有良好的焊接性能。将nb、v、ti微合金化与热机械轧制工艺(tmcp)相结合,充分应用管线钢的晶粒细化、固溶强化、析出强化和相变强化等机制,提高管线钢的强度和韧性。采用微钛处理技术,改善管线钢焊接热影响区的韧性。生产控制上采用纯净钢冶炼工艺和连铸的保护浇铸工艺,降低钢中的氮含量、非金属夹杂和硫含量,并对钢水中的al2o3夹杂进行钙处理,提高管线钢热轧卷板的断裂韧性。采用该工艺生产的x60管线钢成品[s]≤0.0050%,[n]≤0.0055%,钢中的a、b、c、d各类夹杂物能控制到1.5级以下。钢材的抗拉强度控制在550~670mpa,屈服强度控制在475~545mpa,屈强比控制在0.82~0.90,断后伸长率控制在35%~43.5%,-20℃夏比v型横向冲击功akv88~112j,各项力学性能完全满足国内外标准和用户技术条件要求,已形成批量供货能力。
编辑推荐下载
20~#管线钢在役焊接HAZ的组织与性能研究 20~#管线钢在役焊接HAZ的组织与性能研究
格式:pdf
大小:916KB
页数:4P
4.7
在役焊接过程中,管内流动介质的快速冷却,易使接头出现氢致裂纹。对20#管线钢在不同冷却条件和不同焊接线能量下的haz的组织性能进行了模拟研究。结果表明,在流动水冷却下,haz出现较多的贝氏体、马氏体和m-a组元等不平衡组织,使得haz的硬度高达330hvn5,性能最差。采用大的线能量焊接,形成较多的上贝氏体和粒状贝氏体组织,对改善接头性能有利。因此,在避免烧穿的前提下增大焊接线能量或减小管内介质的冷却能力,减少高硬度不平衡相的形成,可以降低haz氢致开裂敏感性。
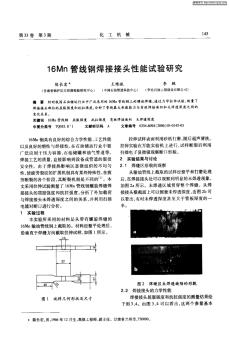
200616Mn管线钢焊接接头性能试验研究
格式:pdf
大小:1.0MB
页数:3P
4.7
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
X60管线钢在20℃低温焊接的接头组织性能热门文档
焊接热输入对X70级管线钢埋弧焊接头组织的影响 焊接热输入对X70级管线钢埋弧焊接头组织的影响
格式:pdf
大小:501KB
页数:3P
4.7
采用埋弧焊的方法,研究了热输入对x70钢接头组织的影响。采用olympus分析软件分析了焊接接头的宏观结构尺寸。采用olympus-pmg3金相显微镜对埋弧焊接头显微组织进行了观察。结果表明,由于x70级管线钢为采用控扎控冷工艺获得的细晶粒钢,焊接热影响区晶粒长大倾向严重。随着热输入的增加,热影响区宽度明显增加、母材和焊丝熔化量增加、焊缝深宽比减小;在单道焊的情况下,随着热输入的增加,侧板条铁素体含量增加,针状铁素体含量减小,不利于焊接接头性能的提高。
X80管线钢的焊接性 X80管线钢的焊接性
格式:pdf
大小:210KB
页数:3P
4.6
采用管道输送石油或天然气是最经济、最安全的运输方式。随着国民经济的发展,天然气工业越来越受到重视。我国在西气东输国家重点工程建设中,对x70、x80管线钢进行了成功的研制、开发。在西气东输二线工程中,将大规模的采用x80钢进行管线铺设。介绍了西气东输二线工程的几个突出特点。论述了高强度管线钢的发展历程。并且对于管线钢的三个类型进行了分析。重点论述了x80钢的焊接性,分析了焊接裂纹、haz的软化、焊缝与管材的强韧匹配等。并且对于x80钢的试验、研究、以及焊接等应用情况做了介绍。
表面机械研磨处理对X80管线钢焊接接头组织与性能的影响 表面机械研磨处理对X80管线钢焊接接头组织与性能的影响
格式:pdf
大小:749KB
页数:4P
4.7
采用表面机械研磨处理(smat)技术对x80管线钢焊接接头进行了30,60及90min表面纳米化处理,分别采用光学显微镜、x射线衍射仪、表面粗糙度仪及显微硬度计等研究了smat不同时间后x80管线钢焊接接头的显微组织、晶粒尺寸、表面粗糙度及显微硬度的变化。结果表明:smat不同时间后均可在x80管线钢焊接接头表面获得一定厚度的塑性变形层,且随着smat时间的延长,塑性变形层厚度逐渐增加,实现了焊接接头的表面纳米化(组织均匀化);smat可以显著提高焊接接头表面的显微硬度,使显微硬度沿深度呈梯度分布;smat还可改善焊接接头表面粗糙度,随smat时间的延长表面粗糙度逐渐减小。
 天铁热轧X60管线钢的开发
天铁热轧X60管线钢的开发 天铁热轧X60管线钢的开发
格式:pdf
大小:394KB
页数:4P
4.4
介绍了天铁热轧1750mm机组管线钢x60的开发过程,通过控制加热温度、道次变形量、终轧温度和卷取温度等工艺参数,成功生产出了高质量x60管线钢,经检验各项性能指标均达到预定目标,表明了天铁热轧已经具备生产高等级管线钢的能力。
X60管线钢在20℃低温焊接的接头组织性能精华文档
 X70管线钢焊接接头断裂韧度试验
X70管线钢焊接接头断裂韧度试验 X70管线钢焊接接头断裂韧度试验
格式:pdf
大小:354KB
页数:5P
4.7
采用裂纹尖端张开位移(ctod)测试技术和金相显微组织分析,设计2种三点弯曲试样,测试了x70管线钢埋弧焊焊接接头低温-10℃的断裂韧性,比较接头焊缝、热影响不同区域金属断裂韧性,分析组织结构对力学性能的影响。结果显示,焊缝中心金属性能均匀,裂纹尖端张开位移平均值为0.346mm,断裂韧性小于热影响区稳定裂纹扩展的ctod值。热影响区组织不均匀,包括稳定裂纹扩展和中途失稳断裂,出现不同特征的ctod值。热影响细晶区组织为细小的多边形铁素体和珠光体,在-10℃环境下仍有良好的低温韧性。热影响粗晶区组织主要是板条状贝氏体和粒状贝氏体,而且晶粒尺寸粗大,该区域在-10℃时容易失稳断裂,呈现低温脆性。
X80管线钢焊接接头表面自身纳米化 X80管线钢焊接接头表面自身纳米化
格式:pdf
大小:1.9MB
页数:5P
4.5
采用表面机械研磨(smat)技术对x80管线钢的焊接接头进行了表面自身纳米化处理,利用金相显微镜(om)、透射电子显微镜(tem)和x射线衍射技术(xrd)研究了表面自身纳米化处理后试样表面微观结构的变化。结果表明:经smat处理后,可以在x80管线钢的焊接接头表面形成一定厚度的等轴、取向随机的纳米晶粒;随距处理表面深度的增加,晶粒尺寸逐渐增大;smat处理时间的进一步延长对表层晶粒尺寸影响不大;smat处理可以实现x80管线钢的焊接接头组织的连续化和均匀化。
X120级管线钢P-GMAW接头组织分析
格式:pdf
大小:17KB
页数:1P
4.7
47工业技术 1 x120管线钢 与普通管线钢相比,x120管线钢中加入了b元素。b元素的加入 可以提高可淬性,促进马氏体和下贝氏体的形成。含有b元素的母材 和热影响区具有更高的韧性。合金元素ti和nb的加入,可以防止焊 接热影响去的过度退火。钢板的焊接性主要取决于钢板的碳当量,本 次实验所用x120钢的ceq值为0.53。其值高于普通的管线钢,因此 焊接性较差。 x120管线钢的典型组织为下贝氏体加少量马氏体,下贝氏体组 织可以使管线钢得到足够的强度和韧性。研究表明,化学成分相近的 下贝氏体和马氏体,其强度也相近。并且x120管线钢中的下贝氏体 晶粒细小,这使得其具有更高的韧性。 2 x120钢的焊接试验及接头组织性能分析 2.1 焊接工艺试验 试验所用x120钢的厚度为16.0mm,管径为916mm。针对管口 与管口组对环缝焊接,
高功率CO_2激光焊接管线钢接头的组织与性能 高功率CO_2激光焊接管线钢接头的组织与性能
格式:pdf
大小:1.1MB
页数:5P
4.8
焊接是管线建设的关键技术之一,随着我国管线钢的快速发展,越来越需要匹配的焊接技术来满足管线的建设。分析了激光焊在管道焊接中的优缺点,并采用高功率激光焊接设备,对板厚为16mm的x52管线钢进行焊接,x射线探伤检测焊缝无裂纹,采用光学显微镜分析了焊接接头的焊缝结晶特性和微观组织。根据美国石油学会标准apispec5l管线钢规范,对焊接接头进行了力学性能试验。结果表明:焊接接头的抗拉强度达480mpa,断于母材;180°接头弯曲未出现裂纹;-20℃焊缝金属冲击韧性cvn=279j,熔合区冲击韧性cvn=282j,热影响区冲击韧性cvn=212j,焊接接头的最大硬度分布在焊缝下部,为270hv左右。研究表明,各项性能均满足管线钢焊接的要求。
X60管线钢在20℃低温焊接的接头组织性能最新文档

论X80管线钢半自动焊及低温焊接施工工艺
格式:pdf
大小:2.2MB
页数:3P
4.5
为减少用钢的数量,提高管道承压的强度,长输管道正向大口径、高压力、高纲级输送方向发展,我国长输管道用钢已逐渐由x52-x70向强度级别更高的x80发展。在长输管道建设中,质量对管道长期安全运行和使用寿命至关重要,而焊接技术是其中最关键的技术。目前国内外针对x80管线钢所采用的主要焊接方法有纤维素型焊条或低氢型焊条向下焊、以及半自动焊和全自动气保焊和自保护药芯焊丝自动焊。大管径管道半自动焊接是目前比较先进的管道焊接工艺,焊口返修率可降低到2%以下。
生产管线钢X60、X65、X70板卷分析 生产管线钢X60、X65、X70板卷分析
格式:pdf
大小:430KB
页数:4P
4.5
该文简述了管线钢的市场状况,x60、x65、x70技术要求,生产难点、工艺流程,酒钢生产设备、前期开发情况,对酒钢开发管线钢x60、x65、x70板卷的可行性进行了分析。
1x80管线钢的焊接工艺研究
格式:pdf
大小:912KB
页数:27P
4.7
学号1010131057_ 毕业论文(设计) 课题x80管线钢的焊接工艺研究 学生姓名吴银义 院别机械工程学院 专业班级10金属材料工程(1)班 指导教师杨付双 二〇一四年六月 目录 插图清单 表格清单 摘要 abstract 第1章国内外油气管道的发展展望....................................................................................-1- 1.1国内外油气管道的发展......................................................................................................-1- 1.2国外油气管道的焊接技术状况.................
X80管线钢的焊接性分析 X80管线钢的焊接性分析
格式:pdf
大小:560KB
页数:3P
4.7
对国产x80管线钢进行了手工焊焊接性能实验,并对其焊接接头的强度、低温韧性和冷弯性能进行了检验,结果表明,该管线钢焊接性能良好。
X100管线钢管埋弧焊焊接接头性能分析 X100管线钢管埋弧焊焊接接头性能分析
格式:pdf
大小:369KB
页数:4P
4.7
对x100管线钢管直缝双面埋弧焊接头进行了微观组织、显微硬度、拉伸及冲击试验。试验结果表明:x100管线钢双面埋弧焊焊缝金属的显微硬度高于母材,热影响区的显微硬度低于母材,焊接接头存在haz软化问题;横向焊接接头的抗拉强度满足iso3183—2007的要求,抗拉强度值高于母材纵向,但低于母材横向;埋弧焊焊缝金属的韧性良好,韧脆转变温度为-53℃;焊接热影响区的韧性较差,韧脆转变温度约为7℃。
X120管线钢焊接试验及分析 X120管线钢焊接试验及分析
格式:pdf
大小:802KB
页数:5P
4.4
采用焊接热模拟方法研究了线能量对x120管线钢haz韧性的影响,并通过3种不同成分焊丝与焊剂的匹配试验,确定了x120管线钢的最佳焊材匹配方案。以确定的工艺参数对jco成型的x120管线钢进行了焊接实践,并对焊后钢管的性能进行了分析。研究表明,当线能量为35kj.cm-1时,x120管线钢haz具有最高的韧性值;目前现有的焊接材料较难实现x120管线钢的过匹配焊接,应重点开发x120管线钢专用焊材;与普通管线钢具有较佳的弯曲变形能力不同,x120钢管在8倍壁厚的弯轴直径下弯曲出现裂纹,这主要是因为x120钢管焊缝cghaz晶粒长大明显,组织中m/a数量多,呈长条状分布,导致了x120钢管焊缝cghaz的脆化。
X70管线钢焊接工艺研究 X70管线钢焊接工艺研究
格式:pdf
大小:74KB
页数:未知
4.3
x70是一种微合金高强度管线钢,起源于上个世纪的70年代的国外。本文通过对巴西管线建设中x70管线钢的自动焊工艺的系统分析,进行了优势对比和特性探究,以便改进我国的管线自动焊焊接施工工艺,提高我国管线建设技术。
电极压力对TRIP800点焊焊接接头组织性能的影响 电极压力对TRIP800点焊焊接接头组织性能的影响
格式:pdf
大小:436KB
页数:3P
4.5
对冷轧高强度trip800mpa、厚度为1.8mm的钢板进行在不同电极压力条件下的点焊实验,并通过金相观察、硬度测试和拉伸实验对焊接接头的组织和性能进行了分析。分析结果表明当电极压力过小或过大时都导致点焊接头强度较低,而最佳点焊工艺参数:焊接电流为8000a,焊接时间为20cyc,电极压力为400kgf。
X60管线钢在20℃低温焊接的接头组织性能相关
文辑推荐
知识推荐
百科推荐

职位:给排水工程师
擅长专业:土建 安装 装饰 市政 园林


