

WCB焊接工艺评定记录
格式:pdf
大小:31KB
页数:2P
人气 :75
 4.4
4.4
焊接工艺评定记录( PQR) (参见 ASME锅炉及压力容器规范第 IX 卷,QW-200.2) page 1 of 2 记录焊接试件的真实变素 公司名称 开封高中压阀门有限公司 工艺评定记录序号 日期 焊接工艺规程序号 焊接方法 SMAW 自动化等级(手工、自动、半自动化) 手工 接头( QW-402) 试件坡口设计 (如果所用的焊接方法或焊接工艺多于一种,则评定时应按每种填充金属或焊接方法分别记录其厚度) 母材( QW-403) 材料标准号 型号和等级 P-No. 与 P-No. 相焊接 厚度 直径 其他 填充金属( QW-404) SFA No. AWS No.



焊接工艺评定记录(改)
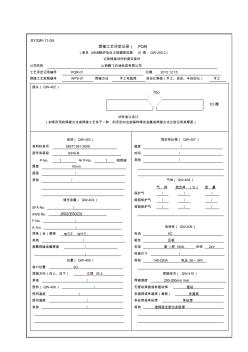
1/20 sy/qr-11-04 焊接工艺评定记录(pqr) (参见asme锅炉及压力容器规范第ix卷,qw-200.2) 记录焊接试件的真实条件 公司名称山西腾飞石油钻具有限公司 工艺评定记录编号pqr-01日期2012.12.15 文档收集自网络,仅用于个人学习 焊接工艺规程编号wps-01焊接方法手工电弧焊自动化等级(手工、自动、半自动化)手工文 档收集自网络,仅用于个人学习 接头(qw-402) 试件坡口设计 (如果所用的焊接方法或焊接工艺多于一种,则评定时应按每种填充金属或焊接方法分别记录其厚度) 75o 10厚 2/20 母材(qw-403) 材料标准号gb/t1591-2008 型号和等级q345-b p-no.1与p-no.1相焊接 厚度10mm 直径/ 其他/ 填充金属(q
焊接工艺评定记录
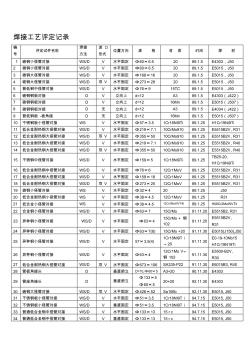
焊接工艺评定记录 编 号 评定试件名称 焊接 方法 波口 形式 位置方向规格材质时间焊材 1碳钢小径管对接ws/dv水平固定ф60×6.52089.1.5e4303,j50 2碳钢小径管对接ws/dv水平固定ф60×6.52089.1.5e5015,j50 3碳钢大径管对接ws/dv水平固定ф168×162089.1.5e5015,j50 4碳钢大径管对接ws/d双v水平固定ф273×282089.1.5e5015,j50 5普低钢中径管对接ws/dv水平固定ф76×915tc89.1.5e5015,j50 6碳钢钢板对接dv立向上d=12a389.1.5e4303(j422) 7碳钢钢板对接dv立向上d=1216mn89.1.5e5015(j507) 8碳
编辑推荐下载
焊接工艺评定记录PQR
格式:pdf
大小:63KB
页数:4P
4.8
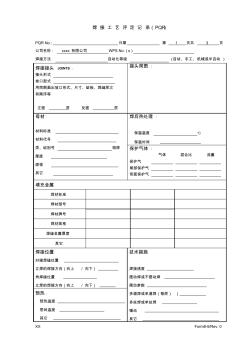
焊接工艺评定记录(pqr) pqrno.:日期第1页共3页 公司名称:xxxx有限公司wpsno.(s) 焊接方法自动化等级(自动、手工、机械或半自动) 焊接接头joints: 接头形式 坡口型式 用简图画出坡口形式、尺寸、垫板、焊缝层次 和顺序等 正面层反面层 接头简图: 母材: 材料标准 材料代号 类、组别号相焊 厚度 直径 其它 焊后热处理: 保温温度℃ 保温时间 保护气体: 气体混合比流量 保护气 尾部保护气 背面保护气 填充金属 焊材标准 焊材型号 焊材牌号 焊材规格 焊缝金属厚度 其它 焊接位置 对接焊缝位置 立焊的焊接方向(向上/向下) 角焊缝位置 立焊的焊接方向(向上/向下) 技术措施 焊接速度 摆动焊或不摆动焊 摆动参数 多道焊或单道焊(每层)) 多丝焊或单丝焊 锤击 其它 预热: 预热
焊接工艺评定记录(PQR)
格式:pdf
大小:49KB
页数:3P
4.8
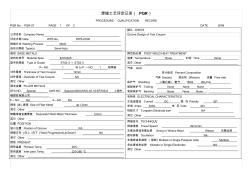
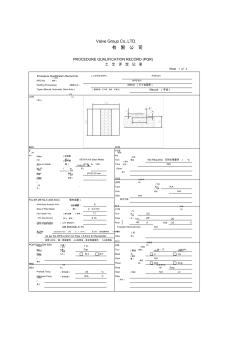
焊接工艺评定记录(pqr) procedurequalificationrecord pqrno:pqr-07page1of2date2008 公司名称companyname 评定日期datewpsno.wps-h005 焊接方法weldingprocessmag 自动化等级type(s)semi-auto 接头joints groovedesignoftestcoupon 母材basemetals 材料标准号materialspec.
WCB焊接工艺评定记录热门文档

焊接工艺评定记录表
格式:pdf
大小:27KB
页数:1P
4.7
焊接工艺评定记录表 共页第页 工程名称厦门金壶春茶叶有限公司宿舍指导书编号 焊接方法saw焊接位置水平设备型号lincolndc-100 电源及极 性 直流反极 母材钢号q345b类别ⅱ生产厂 母材规格16mm供货状态热轧 接 头 尺 寸 及 施 焊 道 次 顺 序 焊接材料 焊 条 牌号e4303类型200307401 生产厂鹭光实业批号 烘干温度(℃)372时间(min)3 焊 丝 牌号规格(mm) 生产厂批号 焊 剂 或 气 体 牌号规格(mm) 生产厂 烘干温度时间(min) 施焊工艺参数记录 道 次 焊接方法 焊条(丝) 直径(mm) 保护气体流量 (l/min) 电流 (a) 电压 (v) 焊接速度 (cm/min) 热输入 (kj/cm) 备注 1saw4.0/55033

焊接工艺评定记录
格式:pdf
大小:557KB
页数:5P
4.4
南车长江车辆有限公司 csryangtzerollingstockco.,ltd 工艺评定记录 procedurequalificationrecord 标识编号(pqrno.)caj-gdspqr-004日期(date)2011.3.30编制(by)郭文亮(guowenliang) 类型(type)手工(manual)自动(machine)半自动(semiauto)√自动(auto) 批准人(authorizedby)张厚胜(zhanghousheng)日期(date)2011.3.30修改(rev.) 焊接方法(weldingprocess)fcaw&saw 是否预评定(pre-qualifiedprocess)否(no) 评定目的(pur

栓钉焊焊接工艺评定记录表
格式:pdf
大小:28KB
页数:1P
4.7
共页 类别 牌号 生产厂 表面镀层 规格(mm) 牌号 生产厂 牌号 生产厂 电压(v) 级别 审核日期 接 头 及 试 件 形 式 技 术 措 施 穿 透 焊 钢 材 焊 钉 瓷 环 编制日期年月日年月日 焊前母材清理 其它: 焊工姓名资格代号施焊日期年月日 相对湿度(%)备注序号电流(a)时间(s)伸出长度(mm)提升高度(mm)环境温度 (℃) 规格(mm) 烘干温度℃及时间(min) 施焊材料 规格(mm) 设备型号电源及极性 母材钢号厚度(mm)生产厂 工程名称001指导书编号 焊接方法焊接位置 栓钉焊焊接工艺评定记录表 gd2301103-8 页第

电渣压力焊焊接工艺评定记录
格式:pdf
大小:20KB
页数:1P
4.7
电渣压力焊工艺评定记录 年月日 试件用部位 试件编号操作人 接头形式电渣压力焊接头类型焊接 钢筋规格设备型号 设备电压380v设备功率 检查依据jgj18-2012 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v) 焊接通电时间(s)电弧过程 u2.1 电渣过程 u2.2 一 般 项 目 质量验收规程的规定试件外观描述结果 1.四周焊包凸出钢筋表面的高度不得小于4mm满足要求 2.钢筋与电极接触处无烧伤缺陷无明显烧伤 3.接头处的弯折角≤20满足要求 4.轴线偏移≤1mm满足要求 机 械 性 能 钢筋编号123结果 1接头试件拉伸试验 试验结果 试验报告编 号:,本试验 结果合格。 评定意见 结论: 1、本评定按jgj18-2012规定进行准备、施工和试验; 2

【工程常用表格】焊接工艺评定记录表
格式:pdf
大小:27KB
页数:1P
4.7
共页 类别 级别 审核 焊接工艺评定记录表 gd2301071-4 页第 电源及极性 母材钢号生产厂 工程名称指导书编号 焊接方法焊接位置设备型号 类型 生产厂批号 母材规格供货状态 接 头 尺 寸 及 施 焊 道 次 顺 序 焊接材料 焊 条 牌号 烘干温度(℃)时间(min) 焊 丝 牌号规格(mm) 生产厂批号 焊 剂 或 气 体 牌号规格(mm) 生产厂 烘干温度(℃)时间(min) 施焊工艺参数记录 道 次 焊接方法 焊条(焊丝) 直径(mm) 保护气体流量 (1/min) 电流 (a) 电压 (v) 焊接速度 (cm/min) 热输入 (kj/cm)备注 施焊环境室内/室外环境温度(℃)相对湿度% 时间(min) 后热处理 技 术 措 施 焊前清理层间清理 背面清根 预
WCB焊接工艺评定记录精华文档
焊接工艺评定记录01-05(改)
格式:pdf
大小:361KB
页数:16P
4.4
sy/qr-11-04 焊接工艺评定记录(pqr) (参见asme锅炉及压力容器规范第ix卷,qw-200.2) 记录焊接试件的真实条件 公司名称山西腾飞石油钻具有限公司 工艺评定记录编号pqr-01日期2012.12.15 焊接工艺规程编号wps-01焊接方法手工电弧焊自动化等级(手工、自动、半自动化)手工 接头(qw-402) 试件坡口设计 (如果所用的焊接方法或焊接工艺多于一种,则评定时应按每种填充金属或焊接方法分别记录其厚度) 母材(qw-403) 材料标准号gb/t1591-2008 型号和等级q345-b p-no.1与p-no.1相焊接 厚度10mm 直径/ 其他/ 填充金属(qw-404) sfano./ awsno.j502(e5023) f-no./ a-no./ 焊条(丝)直径φ
焊接工艺评定记录样本PQR-00
格式:pdf
大小:50KB
页数:2P
4.5
(wps 编号): : join unit: mm (接头) bas e pos twe (母 材) (焊后 热处mate rialtem (热处 理温℃ time (保持 时间)p- no.(p1tothic knes (试件 厚度)dia mete (试件 直径)-othe r gas (qw (保护气 体) (其 它) type (气体 成分)n/a com (气体 混合n/a othen/a ele ctri (电特 性) curr (电 流)dc polar (极 性)ep ampavolt 20 -25v n/a (钨极other :othe (其 它) tec hni (施焊技 术)posit ion (坡口 位置) 1g- flattrav (焊接 速度)weld prog (焊接 方向)向上向下bead

焊接工艺评定 (2)
格式:pdf
大小:352KB
页数:12P
4.4
eniso15614-1:2004焊接工艺评定计划 编制:审核: 日期: eniso15614-1:2004焊接工艺评定计划 1 目录 1.评定内容⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 2.评定焊工⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 3.焊接设备⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 4.焊接场地⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 5.焊接试板准备⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 6.点焊及钢印⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 7.焊接⋯⋯⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
WCB焊接工艺评定记录最新文档

焊接工艺评定 (2)
格式:pdf
大小:132KB
页数:7P
4.6
焊接工艺评定 编号:th2010-gws/di-5 评定单位唐山市天鸿建筑安装工程有限公司 评定日期2010年11月6日 №§焊接工艺指导书⑴ 单位名称:唐山市天鸿建筑安装工程有限公司 焊接工艺指导书编号th2010-gws/di-5日期2010.8.17焊接工艺评定报告编号th2010-gws/di-5 焊接方法氩电联焊机械化程度(手工、半自动、自动)手工 焊接接头:管对接简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 坡口形式:v 衬垫(材料及规格) 其他: 60°±5 1 2 母材: 类别号i组别号i-1与类别号i组别号i-1 相焊及标准号gb/t8163-2008钢号20与标准号gb/t8163-2008钢号20相焊 厚度范围: 母材:对接焊缝1
焊接工艺评定
格式:pdf
大小:75KB
页数:11P
4.7
1.焊接工艺评定 在焊接产品制造过程中,产品的焊接工艺是否合理、先进,关系到产品的质量。通过金属焊接 性试验或根据有关焊接性能的技术资料,可以制定产品的焊接工艺,然而,这样制定的焊接工艺不 能直接用于焊接施工。为了确保产品的质量,在正式焊接施工之前,还必须进行焊接工艺评定。不 仅如此,对于已经评定合格并在生产中应用的很成熟的工艺,若因某种原因需要改变一个或一个以 上的焊接工艺参数,也需要重新进行焊接工艺评定。 世界上许多国家,对于重要的焊接结构都制定了焊接工艺评定标准或法规,我国也制定了一些 焊接产品的的焊接工艺评定标准,如jb4708-2000《钢制压力容器焊接工艺评定》、《蒸汽锅炉安全技 术监察规程》中的附录ⅰ“焊接工艺评定”、gb50236-98《现场设备、工业管道焊接工程施工及验收 规范》、jgj81-2002《建筑钢结构焊接工艺规程》中的第五章“焊接工艺试验”、sy/t0
焊接工艺评定5
格式:pdf
大小:191KB
页数:14P
4.6
焊接工艺指导书 编号:sjywh07–03a 中国第十九冶金建设公司武汉公司 中国第十九冶金建设公司武汉公司 焊接工艺指导书 共2页第1页 单位名称:中国第十九冶金建设公司武汉公司 焊接工艺指导书编号sjywh07-03a日期2007/8/30焊接工艺评定报告编号sjywh07-03b 焊接方法gtaw(钨极氩弧焊)smaw(手工电弧焊)机械化程度手工■半自动□自动□ 焊接接头:简图: 坡口形式v型坡口对接 衬垫(材料及规格)/ 其他/ 母材: 类别号p1组别号1-1与类别号p8组别号8-1相焊及 标准号钢号20#钢管与标准号钢号ocr18ni9钢管相焊 厚度范围: 母材:对接焊缝2.5~6mm角焊缝不限 管子直径、壁厚范围:对接焊缝直径不限、3.5≤t≤10角焊缝不限 焊缝金属厚度范
焊接工艺评定
格式:pdf
大小:352KB
页数:12P
4.7
eniso15614-1:2004焊接工艺评定计划 编制:审核: 日期: eniso15614-1:2004焊接工艺评定计划 1 目录 1.评定内容⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 2.评定焊工⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 3.焊接设备⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 4.焊接场地⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 5.焊接试板准备⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 6.点焊及钢印⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 7.焊接⋯⋯⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯


焊接工艺评定试验记录
格式:pdf
大小:373KB
页数:10P
4.3
江阴市三杰实业有限公司 jiangyingsanjieindustryco.,ltd: 焊评试验施焊记录表 weldingforpqr 焊评编号(pqrno.13001) 焊工 welder 钢印 stamp 检验员 inspector 记录者 recorder 母材 parent metal 名称 name 钢号 steelgrade 尺寸,mm pimensions 炉批号 heatno. 入库号 acceptanceno 其它 other 焊 材 welding consuma ble 牌号 brand 尺寸,mm size 炉批号 heatno. 烘干 drying 入库号 acceptanceno 其它 other 焊接位置 weldingposition 接头形式简图:jo

焊接工艺和焊接工艺评定的对话
格式:pdf
大小:29KB
页数:5P
4.4
wewillcontinuetoimprovethecompany'sinternalcontrolsystem,andsteadyimprovementinabilitytomanageandcontrol,optimizebusinessprocesses,toensuresmoothprocesses,responsibilitiesinplace;tofurtherstrengtheninternalcontrols,playacontrolpostindependentoversightroleofevaluationcomplyingwiththird-partyresponsibility;toactivelymakeuseofinte
对接焊焊接工艺评定
格式:pdf
大小:323KB
页数:10P
4.5
焊接工艺评定资料 (wpq) 编号:dz/wpq-17 名称:wcb与a105 用j422手工电弧焊的对接焊工艺评定 执行标准:asme锅炉及压力容器规范1x 《焊接和钎焊评定标准》 母材型号:wcb与a105 焊材型号(牌号):e4303(j422) 完成日期: 大众阀门集团有限公司 wpq资料目录 序号资料名称资料编号页数 1焊接工艺指导书(wps)w/j4-173 2焊接工艺评定报告(pqr)dz/pqr- 17 3 3 评定检验原始记录与报告pqr附录7 ①机械性能报告附-11 ②质量证明书附-21 ③焊工技能资格评定记录附-31 ④试样外观检查记录附-41 ⑤焊材化学成分分析附-51 ⑥焊接操作记录附-61 焊接工艺指导书 wps 编号:w/j4-17 执行标准
氩弧焊焊接工艺评定报告表
格式:pdf
大小:106KB
页数:7P
4.7
郑州燃气工程建设有限公司 焊接工艺评定书 评定项目:?570cr18ni9水平固定 氩弧焊 使用范围1.5~10mm 评定书编号:zrgc/yz-zd-02-2011-a-3 评定日期:2011年9月6日 备案号:2010-a-3 批准: 焊接工艺评定报告 单位名称郑州燃气工程建设有限公司批准人签字 报告编号zrgc/yz-zd-02-2010-a-3日期2010年9月6日 焊接方法氩弧焊机械化程度手工√半自动自动 焊接接头:详图: 55o 坡口形式v型单面双边坡口管管对接 衬垫无 母材: 标准号gb8163- 牌号0cr18ni9 类、组别号p2a2a-2与类、组别号p2a2a-2 相焊 厚度5mm 直径?108 其他 焊热后处理:无 温度 保温时间 保护气体:氩气 尾部保护气氩气流量1
WCB焊接工艺评定记录相关
文辑推荐
知识推荐
百科推荐


职位:安全主管
擅长专业:土建 安装 装饰 市政 园林


