

VGA头焊接
格式:pdf
大小:4.4MB
页数:9P
人气 :63
 4.4
4.4
菜菜自己动手搞定 VGA 头的焊接 [ 讲座 ] 前言: 本讲座只针对类似本人对微电一无所知的菜鸟开课,能自己 diy 功放、音箱的老鸟除外 03 年装修房子的时候,就把色差线和 VGA 线预埋好了,但是由于一直用摆在地上的三枪看电影,房顶预埋的这些线就一直闲置着。 前两天大雪纷飞的一个中午,收到本地 benq 经销商发来的一条短信: “benq 511+年底答谢客户,限量 10 台,每台 3***元”。当时第一时间,就决定拿下! 修过的朋友都知道,预埋这些线材都要穿管,所以我购买的 VGA/色差线已经都焊接好的头子通通拔掉,当时就两个字 “心疼”,那可是镀金怪兽头! !! 今天到手的这部 511+只有 VGA/视频 /s 端子接口,所以本人强项焊接色差头的绝技无用武之地 ~ 本人也曾看中了小鱼兄弟推荐的淘宝 VGA 转色差头子,但在即将汇款之际心里实在不忍已预埋多年的 VGA 线。




VGA头的焊接方法
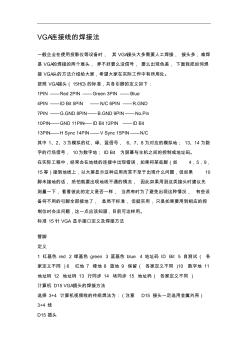
vga头的焊接方法详解 一般在使用投影仪等设备时,其vga接头大多需要人工焊接,接头多,难焊是 vga的焊接的两个难题,弄不好要么没信号,要么出现色差,下面我把如何焊接 vga头的方法介绍给大家,希望大家在实际工作中有所帮助。 按照vga接头(15hd)的标准,共各引脚的定义如下: 1pin——red2pin——green3pin——blue 4pin——idbit5pin——n/c6pin——r.gnd 7pin——g.gnd8pin——b.gnd9pin——no.pin 10pin——gnd11pin——idbit12pin——idbit 13pin——hsync14pin——
VGA接头焊接方法4
vga接头焊接方法(图)(点击:5374) 设计屠户2007-05-1615:59:32发表于焦点装修家居网-装修总论坛-长沙装修集采论坛 一般企业在使用投影仪等设备时,其vga接头大多需要人工焊接,接头多,难焊是vga的 焊接的两个难头,弄不好要么没信号,要么出现色差,下面我把如何焊接vga头的方法介 绍给大家,希望大家在实际工作中有所用处。 按照vga接头(15hd)的标准,共各引脚的定义如下: 1pin——red2pin——green3pin——blue 4pin——idbit5pin——n/c6pin——r.gnd 7pin——g.gnd8pin——b.gnd9pin——no.pin 10pin——gnd11pin——idbit12pin——idbit 13pin——h
编辑推荐下载
VGA线接头焊接方法讲解
格式:pdf
大小:6.8MB
页数:15P
4.6
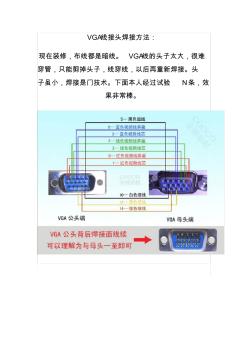
vga线接头焊接方法: 现在装修,布线都是暗线。vga线的头子太大,很难 穿管,只能剪掉头子,线穿线,以后再重新焊接。头 子虽小,焊接是门技术。下面本人经过试验n条,效 果非常棒。 【准备工具】 【秋叶原vga线:3+6。我们这里有的卖哈。呵呵这里做个广告】 【剥开外面的线套】 【继续剥开线头】 【vga头】 【先给vga头的插线槽打上一点锡】 【打锡完成】 【vga线头也打上一点锡】 【用烙铁焊接起来】 【把vga的屏蔽线焊接在vga头的外壳上,另外两根线没有用,但是不要剪掉, 留着备用。】 【这步一定要做,很多焊接好的vga头,用不了几天就坏,就是因为没有打上胶, 增加线的牢固性。】 【装上vga外壳】 【完成了】

VGA头焊接热门文档
VGA及卡农头焊接线序
格式:pdf
大小:777KB
页数:1P
4.7
卡农头焊接线序 有三个脚 1为地就是我们说的屏蔽 2为正就是热端也叫高端 3为冷端也叫低端 vga线缆最大传输距离为60-70米,最大分辨率为1024*768; dvi-d线缆最大传输距离为15-20米,最大分辨率为1080p;本接口具备各种接口的转换功能,而dvi-i不能相 互转换。 卡农接口的输入或输出均为平衡信号,也可以称为立体声;而线性信号均为非平衡信号,分为l,r(左、右)声 道。
vga焊接方法带图
格式:pdf
大小:287KB
页数:3P
4.5
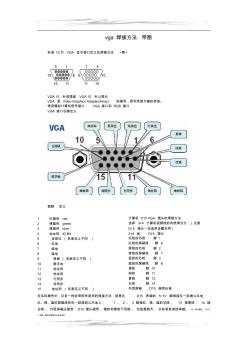
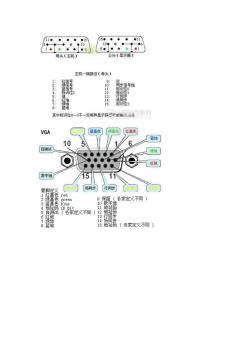
vga焊接方法带图 标准15针vga显示接口定义及焊接方法 vga15针母插座vga15针公插头 vga是videographicsadapter(array)的缩写,信号类型为模拟类型。 常用模拟计算机信号接口:vga接口和rgb接口 vga接口引脚定义 管脚定义 1红基色red 2绿基色green 3蓝基色blue 4地址码idbit 5自测试(各家定义不同) 6红地 7绿地 8蓝地 9保留(各家定义不同) 10数字地 11地址码 12地址码 13行同步 14场同步 15地址码(各家定义不同) 计算机d15vga插头的焊接方法 选择3+4计算机视频线的传统焊法为:(注意 d15接头一定选用金属外壳) 3+4线d15

VGA线焊接方法
格式:pdf
大小:1.1MB
页数:4P
4.7
vga接口定义及引线焊接 一、vga接口定义及线规 1、vga接口定义:vga接口就是显卡上输出模拟信号的接口,vga(videographicsarray) 接口,也叫d-sub15接口,有15针头(公头)和15孔座(母口)之分,如下图: vga座(母口)实物(图1) vga头(公头)实物(图2) 标准15针vga接口定义(图3) 2、vga常见线规 vga线分“3+2,3+4,3+6,3+8”等多种规格,“3”表示三根同轴线(粗):红色、绿 色、蓝色,“6”指六根绝缘导线(细):棕色、橙色、黑色、白色、黄色、灰色(或红色、 绿色、黑色、白色、黄色、灰色)等。 “3+2接法”纯平显示器适用,不适用大屏液晶、电视和投影; “3+4接法”多数液晶适用,但不适合定位屏幕数据的类型液晶等显示设备,不适用投影; “3+6接法”适用绝大多数显示
VGA连接线的焊接法
格式:pdf
大小:14KB
页数:2P
4.8
vga连接线的焊接法 一般企业在使用投影仪等设备时,其vga接头大多需要人工焊接,接头多,难焊 是vga的焊接的两个难头,弄不好要么没信号,要么出现色差,下面我把如何焊 接vga头的方法介绍给大家,希望大家在实际工作中有所用处。 按照vga接头(15hd)的标准,共各引脚的定义如下: 1pin——red2pin——green3pin——blue 4pin——idbit5pin——n/c6pin——r.gnd 7pin——g.gnd8pin——b.gnd9pin——no.pin 10pin——gnd11pin——idbit12pin——idbit 13pin——hsync14pin——vsync15pin——n/c 其中1、2、3为模拟的红、绿、蓝信号,6、7、8为对应的模拟地;13、14为数 字的行
VGA头焊接精华文档
各类接插头焊接方法(HDMI_DVI_VGA等等)。
格式:pdf
大小:6.4MB
页数:15P
4.6
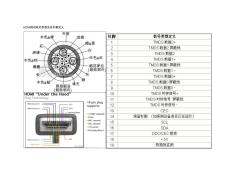
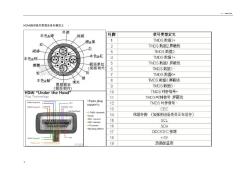
hdmi线材线芯类型及各针脚定义: hdmi转dvi-d焊接方法: hdmi(male)dvi-d18+1(male)定义hdmi(male)dvi-d18+1(male)定义 12t.m.d.sdata2+1122t.m.d.sdataclock屏蔽 23t.m.d.sdata2屏蔽1224t.m.d.sdataclock- 31t.m.d.sdata2-13n.c.consumerelectronicscontrol 410t.m.d.sdata1+14n.c.reserved(incablebutn.c.ondevice) 511t.m.d.sdata1屏蔽156scl(ddc时钟线) 69t.m.d.sdata1-167sd
各类接插头焊接方法(HDMI_DVI_VGA等等)
格式:pdf
大小:5.4MB
页数:15P
4.5
v1.0可编辑可修改 1 hdmi线材线芯类型及各针脚定义: v1.0可编辑可修改 2 hdmi转dvi-d焊接方法: hdmi(male)dvi-d18+1(male)定义hdmi(male)dvi-d18+1(male)定义 12data2+1122dataclock屏蔽 23data2屏蔽1224dataclock- 31data2-13.consumerelectronicscontrol 410data1+14.reserved(incablebut.ondevice) 511data1屏蔽156scl(ddc时钟线) 69data1-167sda(ddc数据线) 718data0+1715ddc/cecground 819data0屏蔽1814+5

最全的VGA线焊接工艺
格式:pdf
大小:1005KB
页数:5P
4.4
最全的vga线焊接工艺 2015/10/2216:59:20来源:艾维音响网 [提要]vga接口就是显卡上输出模拟信号的接口,vga(videographicsarray)接口,也 叫d-sub15接口,有15针头(公头)和15孔座(母口)之分,如下图: 艾维音响网vga接口就是显卡上输出模拟信号的接口,vga(videographicsarray) 接口,也叫d-sub15接口,有15针头(公头)和15孔座(母口)之分,如下图: vga座(母口)实物(图1) vga头(公头)实物(图2) 标准15针vga接口定义(图3) vga常见线规 vga线分“3+2,3+4,3+6,3+8”等多种规格,“3”表示三根同轴线(粗):红色、 绿色、蓝色,“6”指六根绝缘导线(细):棕色、橙色、黑色、白色、黄
VGA各针脚定义和焊接方法(精)
格式:pdf
大小:42KB
页数:4P
4.4
vga各针脚定义和焊接方法 一、15针vga各针脚的定义: 按照vga接头(15hd)的标准,共各引脚的定义如下:(pin表示“脚”的 意思) 1pin——red——模拟信号的“红” 2pin——green——模拟信号的“绿” 3pin——blue——模拟信号的“蓝” 4pin——idbit、 5pin——n/c、 6pin——r.gnd——模拟信号的“红”的接地端 7pin——g.gnd——模拟信号的“绿”的接地端 8pin——b.gnd——模拟信号的“蓝”的接地端 9pin——no.pin、(备用) 10pin——gnd——数子信号的的接地端 11pin——idbit——屏幕与主机之间的控制或地址码 12pin——idbit——屏幕与主机之间的控制或地址码(用于一个主机多个显示屏) 13pin——hsync——

投影机VGA针式插座焊接法
格式:pdf
大小:202KB
页数:1P
4.6
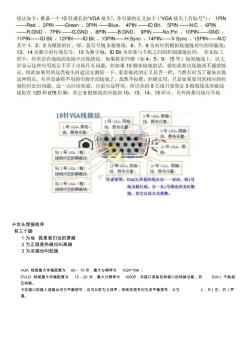
标准15针vga头的各针脚如下图显示(3+4线型,3表示3根同轴红、绿、蓝,4表 示4根黑、棕、黄、白线)vga的脚通常按照倒梯形来看,从上到下,从左到右分别是1 -5脚,6-10脚,11——15脚;(注意d15接头一定选用金属外壳)如下图所示: 15针脚我们通常只需要焊接11个引脚即可,如下:(4、5、9、12脚不焊) 红线——“1”脚——模拟信号的“红”; 绿线——“2”脚——模拟信号的“绿”; 蓝线——“3”脚——模拟信号的“蓝”; 红线外屏蔽线——“6”脚——模拟信号的“红”的接地屏蔽线; 绿线外屏蔽线——“7”脚——模拟信号的“绿”的接地屏蔽线; 蓝线外屏蔽线——“8”脚——模拟信号的“蓝”的接地屏蔽线; 黑线——“10”脚——数子信号的的接地端; 棕线——“11”脚——屏幕与主机之间的控制或地
VGA头焊接最新文档
VGA各针脚定义和焊接方法
格式:pdf
大小:15KB
页数:4P
4.4
vga各针脚定义和焊接方法 一、15针vga各针脚的定义: 按照vga接头(15hd)的标准,共各引脚的定义如下:(pin表 示“脚”的意思) 1pin——red——模拟信号的“红” 2pin——green——模拟信号的“绿” 3pin——blue——模拟信号的“蓝” 4pin——idbit、 5pin——n/c、 6pin——r.gnd——模拟信号的“红”的接地端 7pin——g.gnd——模拟信号的“绿”的接地端 8pin——b.gnd——模拟信号的“蓝”的接地端 9pin——no.pin、(备用) 10pin——gnd——数子信号的的接地端 11pin——idbit——屏幕与主机之间的控制或地址码 12pin——idbit——屏幕与主机之间的控制或地址码(用于一个主机 多个显示屏)
焊接弯头
格式:pdf
大小:478KB
页数:2P
4.5
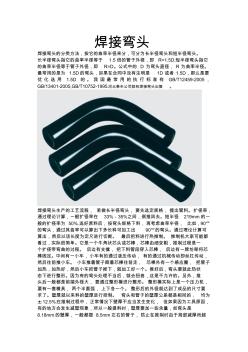
焊接弯头 焊接弯头的分类方法,按它的曲率半径来分,可分为长半径弯头和短半径弯头。 长半径弯头指它的曲率半径等于1.5倍的管子外径,即r=1.5d.短半径弯头指它 的曲率半径等于管子外径,即r=d。公式中的d为弯头直径,r为曲率半径。 最常用的是为1.5d的弯头,如果在合同中没有注明是1d或者1.5d,那么是要 优化选用1.5d的。我国最常用的执行标准有gb/t12459-2005, gb/13401-2005,gb/t10752-1995.河北泰丰公司就有焊接弯头出售。 焊接弯头生产的工艺流程,若做长半径弯头,要先选定规格,提出管料。扩径率, 通过理论计算,一般扩径率在33%-35%之间,倒推回去。短半径219mm的一 般的扩径率为50%.选好原料后,按弯头规格下料,再考虑曲率半径,比如,90° 的弯头,通过其曲率可以

焊接接头论文
格式:pdf
大小:155KB
页数:3P
4.6
焊接接头论文 基于国外标准的焊接接头疲劳设计与工艺实现一体化研究 摘要:综述了基于国外标准的焊接接头疲劳设计与工艺实现一体 化研究的重要性,设计了相应的数据库。嵌套了bsi/iiw/din6700标 准。基于bsi和iiw标准中接头形式,可确定焊接接头的疲劳等级; 根据已知的焊接接头的应力谱,基于miner疲劳积累损伤理论,可计 算出焊接接头的疲劳寿命:根据din6700标准,自动打印焊接工艺 文件,从而实现基于国外标准的焊接接头疲劳寿命预测与工艺要求的 一体化。算例证明该系统具有很好的工程应用价值。 关键词:焊接接头;数据库;一体化 在工程机械使用中,焊接结构件的焊接接头或焊缝金属容易引发 结构疲劳破坏,严重影响机械设备的寿命。通过计算焊接接头的疲劳 寿命预测可以预先知道焊接接头的寿命,从而保证产品的运行的安全 性。bs标准和iiw标准提供了各种焊


焊接接头组织
格式:pdf
大小:25KB
页数:5P
4.5
焊接接头组织 电弧焊接时,焊接电弧使焊件局部加热和熔化,同时加入填充金属(焊条或焊 丝),形成金属熔池,并不断把热量传给周围冷的母材金属。当电弧移开后,熔 池的温度迅速降低,熔池中液体金属凝固成焊缝。由于热传导的作用,母材将受 到不同程度的加热和冷却,相当于进行了一次热处理,使其组织和性能发生了变 化,这部分金属所占的区域就称为焊缝的热影响区。焊接接头是焊缝和热影响区 的总称。 由于电弧对焊接接头的加热是不均匀的,焊缝区温度达到金属的熔化温度, 而在整个热影响区中,离焊缝越近温度就越高。因此,在焊接接头组织中不仅组 织和性能都不均匀,而且在焊缝和热影响区中还容易产生各种焊接缺陷,存在焊 接残余应力和应力集中。焊接接头组织和性能与焊接方法、焊接规范、接头形式 等因素有关,并直接影响焊接结构的性能和可靠性。 热影响区某点加热的最高温度、高温停留时间及冷却速度
焊接位置&接头形式
格式:pdf
大小:1.2MB
页数:8P
4.6
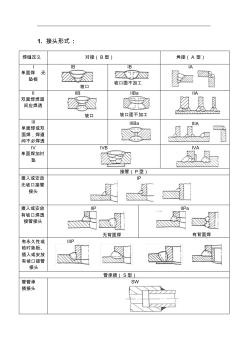
1.接头形式: 焊缝定义对接(b型)角接(a型) i 单面焊无 垫板 ib 坡口 ib 坡口面不加工 ia ii 双面焊焊道 间应焊透 iib 坡口 iiba 坡口面不加工 iia iii 单面焊或双 面焊,焊道 间不必焊透 iiibaiiia iv 单面焊加衬 垫 ivbiva 接管(p型) 插入或安放 无坡口接管 接头 ip 插入或安放 有坡口焊透 接管接头 iip 无背面焊 iipa 有背面焊 有永久性或 临时垫板、 插入或安放 有坡口接管 接头 iiip 管承插(s型) 管管承 插接头 sw 2.焊接位置 对接焊缝角接焊缝 平焊:试板位于水平位 置,由上面熔敷 填充金属 1 g 船形焊:试板的配置使焊缝位于水 平位置,焊缝喉部位于垂 直位置。 1f 横焊:试板位于垂直位 置,焊缝轴线位 于水平位置 2
 焊接热循环对焊接接头性能的影响
焊接热循环对焊接接头性能的影响 焊接热循环对焊接接头性能的影响
格式:pdf
大小:135KB
页数:3P
4.8
本文采用加热的方式模拟焊接过程中焊接接头的受热过程,对接头进行拉伸、弯曲和冲击试验,得到不同的热循环对焊接接头性能的影响规律,以便在实际生产中优化焊接工艺,减小焊接热循环对焊接接头的影响,提高接头使用性能。
焊接热输入对钛材焊接接头性能的影响 焊接热输入对钛材焊接接头性能的影响
格式:pdf
大小:127KB
页数:3P
4.6
对工业纯钛的焊接性进行了分析,根据氧化试验温度与颜色的关系,针对焊接速度不变、电弧电压不变、焊接保护措施不变,仅改变焊接电流研究焊接热输入对钛材的焊缝、haz焊接性能的影响,通过检验焊缝表面颜色与力学性能,讨论了高温区氧、氢、氮的吸收,温度、硬度、颜色变化等对焊接性能的影响,总结在焊接保护措施保持不变条件下热输入对焊逢、haz组织的影响规律,并提出焊接该材料的优化工艺措施,如焊前准备、焊接材料、坡口形式、焊接工艺参数等焊接操作要点,以保证焊接质量。
VGA头焊接相关
文辑推荐
知识推荐
百科推荐


职位:土建安全员
擅长专业:土建 安装 装饰 市政 园林


