

基于VB开发的金属波纹管焊接工艺设计专家系统
格式:pdf
大小:273KB
页数:5P
人气 :63
 4.5
4.5
通过对金属波纹管生产过程中焊接工艺设计特点的分析,总结适用于金属波纹管的常用焊接方法。基于Visual Basic6.0平台,设计并开发了"金属波纹管焊接工艺设计专家系统"。着重介绍了该专家系统主要功能的设计原理、实现方法及系统数据库的结构等。用户只需通过输入准确或近似的材料名称,选择性的输入材料厚度或焊接方法,系统便能够基于专家数据库智能筛选,通过对输入参数的智能分析、判断、查询、比较与计算最终得出准确合理的焊接工艺及参数,并以焊接工艺卡片的形式显示出来供用户查阅。该系统不仅使繁琐重复的焊接工艺设计简洁化,还为制定更合理的工时定额以及改善管理提供了科学依据,实现了波纹管焊接工艺设计过程的标准化与最优化。



 不锈钢焊接性分析与焊接工艺设计专家系统
不锈钢焊接性分析与焊接工艺设计专家系统 不锈钢焊接性分析与焊接工艺设计专家系统
针对不锈钢焊接建立的专家系统,可对各类不锈钢按照不同的焊接方法进行焊接性分析,焊接人员可方便地查询到分析结果,同时还可以对系统提供的焊接性分析结果进行浏览、修改、添加、删除。焊接性分析可以为后续的焊接工艺设计打下良好的基础。焊接工艺设计采用正向推理机制,根据焊接方法、母材及其厚度等条件推理出焊接所需的焊接工艺参数,最后生成工艺指导书。系统不但可以针对不同的焊接方法和待焊母材进行工艺查询,还可以针对设计日期和工艺编号进行工艺查询,而且具有修改、删除和添加焊接工艺参数的功能。

金属波纹管的焊接技术
金属波纹管的焊接技术 金属波纹管分为三大类:液压波纹管、焊接波纹管和电成形波纹 管。把带有波纹的金属膜片,在内径和外径上交替焊接而成的波纹管 称为焊接波纹管。随着科学技术的发展,焊接波纹管的应用领域正在 日趋扩大。焊接波纹管的主要用途是:作为控制机构、变送器或调节 器的检测元件也可用作温度、压力和液位的测量元件,还可作各种密 封以及能量传递元件等。 采用焊接工艺制造的焊接波纹管,可以根据使用需要设计出各种波形 膜片,选择较大的内外直径差,为采用新型弹性材料制造波纹管开辟 了一条新途径。 (1)波纹膜片的制造 波纹膜片是组成焊接波纹管的主体。波纹膜片的形状可以分为正弦波 形、圆弧波形、平板波形和u形波形几种。波纹膜片的加工质量直接 影响焊接质量和波纹管的使用性能。因此,保证波纹膜片的加工质量 是制造优质焊接波纹管的前提。焊接波纹管膜片的材料通常是 1crl8n
编辑推荐下载
焊接金属波纹管弹率的设计与计算 焊接金属波纹管弹率的设计与计算
格式:pdf
大小:246KB
页数:1P
4.4
本文着重介绍了焊接金属波纹管机械密封弹率的设计、计算方法、使用经验,提出了一些有价值的设计理念,保证焊接金属波纹管机械密封能够稳定可靠的工作,提高其使用寿命。
焊接金属波纹管的动态特性分析和计算 焊接金属波纹管的动态特性分析和计算
格式:pdf
大小:772KB
页数:3P
4.5
采用ansys的参数化功能建立了s型焊接金属波纹管的三维实体模型,然后利用其动力学分析模块,对波纹管进行了有限元模态分析,计算出了波纹管的低阶固有振动频率和主振型以及各阶对应的最大变形量和振动应力,得到了各阶振型云图及振动应力和变形曲线,并与实验值进行了比较,研究结果为s型焊接金属波纹管的结构优化设计、动态响应计算以及疲劳寿命分析等提供了相关数据和理论依据。
VB开发的金属波纹管焊接工艺设计专家系统热门文档
S型焊接金属波纹管振动特性的分析 S型焊接金属波纹管振动特性的分析
格式:pdf
大小:591KB
页数:5P
4.4
采用ug4.0建立了s型波纹管的参数化三维有限元模型,将该模型导入ansys,利用该模型对s型波纹管进行模态分析,得到了基本振型,求出了其固有频率,同时模拟出波纹管在模态分析中产生的变形和振动应力,做出了应力、应变、频率关系曲线,为波纹管的动力学分析提供了数据依据和图样基础,且为模片结构的进一步优化完善及波纹管的寿命检测提供了数据和参考价值。
船舶焊接工艺评定专家系统的研究与开发 船舶焊接工艺评定专家系统的研究与开发
格式:pdf
大小:116KB
页数:4P
4.5
焊接工艺评定是控制船舶焊接结构质量不可缺少的重要环节。本系统引入知识管理和专家推理,建立了基于网络环境的焊接工艺评定专家管理系统,实现了船舶焊接工艺评定过程中的数据和流程的全过程管理,对提升船舶焊接工艺评定的技术水平和推动企业的信息化建设都有着十分重要的意义。本文基于船舶焊接工艺评定专家管理系统的开发,论述了系统的总体设计、功能结构、工艺知识库的建立和专家推理等。
金属波纹管的应用
格式:pdf
大小:9KB
页数:6P
4.5
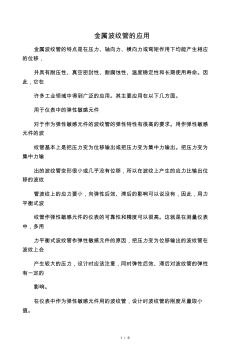
1/6 金属波纹管的应用 金属波纹管的特点是在压力、轴向力、横向力或弯矩作用下均能产生相应 的位移, 并具有耐压性、真空密封性、耐腐蚀性、温度稳定性和长期使用寿命。因 此,它在 许多工业领域中得到广泛的应用。其主要应用在以下几方面。 用于仪表中的弹性敏感元件 对于作为弹性敏感元件的波纹管的弹性特性有很高的要求。用作弹性敏感 元件的波 纹管基本上是把压力变为位移输出或把压力变为集中力输出。把压力变为 集中力输 出的波纹管变形很小或几乎没有位移,所以在波纹上产生的应力比输出位 移的波纹 管波纹上的应力要小,向弹性后效、滞后的影响可以说没有,因此,用力 平衡式波 纹管作弹性敏感元件的仪表的可靠性和精度可以很高。这就是在测量仪表 中,多用 力平衡式波纹管作弹性敏感元件的原因,把压力变为位移输出的波纹管在 波纹上会 产生较大的压力,设计时应该注意,同时弹性后效、滞后对波纹管的弹性 有一定的 影响
不锈钢焊接性及焊接工艺查询专家系统 不锈钢焊接性及焊接工艺查询专家系统
格式:pdf
大小:234KB
页数:5P
4.6
access数据库作为知识库,利用microsoftvisualbasic软件开发界面友好的不锈钢焊接性及焊接工艺查询专家系统。介绍了系统的构成、功能以及实现方法。该系统也将有助于推进制造技术的信息化。

金属波纹管膨胀节-(通用)焊接规程
格式:pdf
大小:14KB
页数:10P
4.4
金属波纹管膨胀节 (通用)焊接规程 编号: 1范围 本规程规定了金属波纹管膨胀节(波形膨胀节)焊接的基本要求。 本规程适用于气焊、焊条电弧焊、埋弧焊、气体保护焊、电渣焊等方 法焊接的金属波纹管膨胀节(波形膨胀节)。 2引用标准 gbl50-1998钢制压力容器 gb/t983-1995不锈钢焊条 gb/t5117-1995碳钢焊条 gb/t5118-1995低合金钢焊条 gb/t5293-1985碳素钢埋弧焊用焊剂 gb/t14957-1994熔化焊用钢丝 gb/t14958-1994气体保护焊用钢丝 jb4708-2000钢制压力容器焊接工艺评定 jb4730-2005压力容器无损检测 jb4733-1996压力容器用爆炸不锈钢复合钢板 yb/t5091-1993惰性气体保护焊用不锈钢棒及钢丝 yb/t5092-1996焊用不锈钢丝 gb/t324-
VB开发的金属波纹管焊接工艺设计专家系统精华文档
铜合金管材铸轧工艺设计专家系统的开发及应用 铜合金管材铸轧工艺设计专家系统的开发及应用
格式:pdf
大小:583KB
页数:5P
4.4
针对铸轧工艺设计工作量大、效率低的问题,进行了“铜合金管材铸轧工艺专家系统”软件的开发。该系统将知识推理、神经网络、遗传算法、数值模拟、均匀设计和cad参数化设计等技术运用到工艺设计和参数优化中,充分发挥各自技术优点,克服了传统专家系统智能程度低、设计方法单一和知识获取困难的缺点。利用该系统,可实现铸轧工艺中水平连铸、三辊行星轧制和游动芯头拉拔三个主要工序的智能化工艺设计,解决了铜管材加工过程中的各种实际问题。
金属波纹管资料
格式:pdf
大小:9KB
页数:4P
4.7
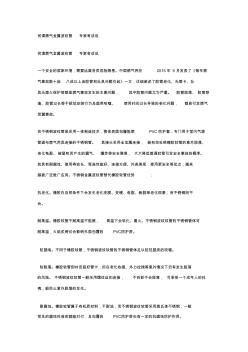
何谓燃气金属波纹管专家有话说 何谓燃气金属波纹管专家有话说 一个安全的居家环境,需要远离各类危险隐患。中国燃气网在2015年9月发表了《每年燃 气事故数十起八成以上由胶管和灶具问题引起》一文,详细阐述了胶管老化、无管卡、灶 具无熄火保护等都是燃气事故发生的主要问题,其中胶管问题尤为严重。胶管脱落、胶管穿 墙、胶管过长等不规范安装行为及鼠类咬噬、使用时间过长导致的老化问题,都易引发燃气 泄漏事故。 而不锈钢波纹管是采用一体制造技术,管体表面包履阻燃pvc防护套,专门用于室内气源 管道与燃气用具连接的不锈钢管。其接头采用全金属连接,能有效杜绝橡胶软管的意外脱落、 老化龟裂、被鼠咬而产生的漏气、爆炸等安全隐患,大大降低普通软管引发安全事故的概率。 其具有耐腐蚀、使用寿命长、弯曲性能好、连接方便、外表美观,使用更安全等优点,越来 越被广泛推广应用。不锈钢金属波纹管
金属波纹管
格式:pdf
大小:682KB
页数:50P
4.6
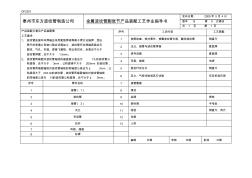
df2201 泰州市东方波纹管制造公司金属波纹管膨胀节产品装配工艺作业指导书 发布日期:2009年5月4日 版本b第0次修改 共1页第1页 产品装配示意见产品装配图 工艺要求: 1、波纹管连接环向焊缝应采用氩弧焊或等离子焊方法施焊,受压 筒节的承插口和坡口面应切屑加工,波纹管环向焊缝表面应无 裂纹、气孔、夹渣、焊接飞溅物、咬边和凹坑,余高应不大于 波纹管焊壁,且不大于1.5mm。 2、波纹管两端面对波纹管轴线的垂直度公差应为1%的波纹管公 称直径,且不大于3mm,公称直径不大于200mm的波纹管, 波纹管两端面轴线对波纹管轴线的同轴度公差应为¢2mm;公 称直径大于200㎜的波纹管,波纹管两端面轴线对波纹管轴线 的同轴度公差为1%的波纹管公称直径,且不大于¢5mm。 序号工步内容工艺装配 1按图检查、核对零件、修整波纹管长度、酸

金属波纹管 (2)
格式:pdf
大小:112KB
页数:12P
4.3
焊接波纹管 焊接波纹管的制造工艺 焊接波纹管的制造工艺过程按所制造的波纹管直径大小可分为两种工艺路 线。 1.在制造大直径波纹管时,采取焊内圆环缝之后装半圆卡具环的工艺路线: 冲片、清洗、装配(上模片、下模片)、焊内圆环缝、检验、镶装半圆环、 焊外圆环缝、检验、拆除半圆环 2.在制造小直径波纹管时,采取焊内圆环缝之前装整圆工艺环的工艺路线: 冲片、清洗、装配(上模片、工艺环、下模片)、焊内圆环缝、检验、焊外 圆环缝、检验、拆除工艺环 对于大直径波纹管来说,它的波距也比较大,在两个膜片构成的波距空间里 允许将半圆环设计成具有粗壮的截面。半圆环的作用是把焊完内圆的上下膜 片组元支撑起来,以保证焊外圆环缝时能用夹具将各组元之间的膜片相互夹 紧,保持一定的波距,同时又使膜片外圆的施焊部位露出均匀的边缘,保证 圆周上各处的导热状态一致,最终得到熔深一致的焊缝。半圆环的截面形状 常有矩形,t形和l
金属波纹管
格式:pdf
大小:11KB
页数:1P
4.4
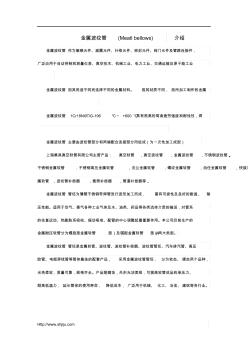
http://www.***.*** 金属波纹管(meatlbellows)介绍 金属波纹管作为敏感元件、减震元件、补偿元件、密封元件、阀门元件及管路连接件, 广泛应用于自动控制和测量仪表、真空技术、机械工业、电力工业、交通运输及原子能工业 金属波纹管因其用途不同而选择不同的金属材料。因其材质不同,故所加工制作的金属 金属波纹管1cr18ni9tig-196℃~+600℃具有很高的弯曲疲劳强度和耐蚀性,焊 金属波纹管主要由波纹管部分和两端配合连接部分所组成(为一次性加工成型) 上海集具真空软管有限公司主营产品:真空软管,真空波纹管,金属波纹管,不锈钢波纹管, 不锈钢金属软管,不锈钢高压金属软管,法兰金属软管,螺纹金属软管,由任金属软管,快接式金 属软管,波纹管补偿器,套筒补偿器,管道补偿器等. 金属波纹管管坯为
VB开发的金属波纹管焊接工艺设计专家系统最新文档
金属波纹管资料
格式:pdf
大小:21KB
页数:3P
4.3
. . 何谓燃气金属波纹管专家有话说 何谓燃气金属波纹管专家有话说 一个安全的居家环境,需要远离各类危险隐患。中国燃气网在2015年9月发表了《每年燃 气事故数十起八成以上由胶管和灶具问题引起》一文,详细阐述了胶管老化、无管卡、灶 具无熄火保护等都是燃气事故发生的主要问题,其中胶管问题尤为严重。胶管脱落、胶管穿 墙、胶管过长等不规范安装行为及鼠类咬噬、使用时间过长导致的老化问题,都易引发燃气 泄漏事故。 而不锈钢波纹管是采用一体制造技术,管体表面包履阻燃pvc防护套,专门用于室内气源 管道与燃气用具连接的不锈钢管。其接头采用全金属连接,能有效杜绝橡胶软管的意外脱落、 老化龟裂、被鼠咬而产生的漏气、爆炸等安全隐患,大大降低普通软管引发安全事故的概率。 其具有耐腐蚀、使用寿命长、弯曲性能好、连接方便、外表美观,使用更安全等优点,越来 越被广泛推广应用。不
内衬四氟金属波纹管,强酸碱金属波纹管
格式:pdf
大小:4.7MB
页数:9P
4.8
内衬四氟金属波纹管--淞江减震器制造有限公司 加工定 制 是品牌上海淞江使用温 度范围 100(℃) 摩擦系 数 10磨损量10抗撞强 度 1.6(mpa) 材质不锈钢管道口 径 dn(mm)管道厚 度 dn(mm) 适用流 体 各种流体型号kxt规格kxt 内衬四氟金属波纹管强酸碱金属波纹管dn150四氟金属波纹管 上海松江减震器集团有限公司为各种泵房、中央空调水循环系统、城市供暖二次 增压泵房等提供不锈钢金属软管、波纹补偿器配套,质量稳定可靠,品质卓越, 产品质保3年! 内衬四氟金属波纹管--淞江减震器制造有限公司 内衬四氟金属波纹管--淞江减震器制造有限公司 内衬四氟金属波纹管--淞江减震器制造有限公司 内衬四氟金属波纹管--淞江减震器制造有限公司 内衬四氟金属波纹管--淞江减震器制造有限公司 内衬四氟金属波纹管--淞江减震器制造

 多层波纹管直边段对接的焊接工艺评定
多层波纹管直边段对接的焊接工艺评定 多层波纹管直边段对接的焊接工艺评定
格式:pdf
大小:107KB
页数:2P
4.4
近年来,多层膨胀节的应用十分广泛。多层波纹管与单层波纹管相比.有较大的变形补偿能力与强度,同时还可用不同的材料制作波纹管的内层和外层,以适应管道的不同使用环境.尤其在温差较大的换热设备和管道中.多层与单层波纹管相比有更多的优越性.
锅炉及压力容器焊接工艺规程专家系统介绍
格式:pdf
大小:97KB
页数:2P
4.7
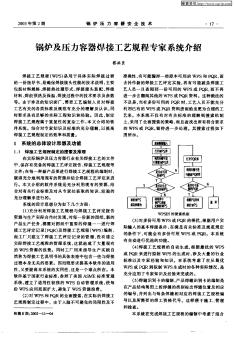
2003年第2期锅炉压力容器安全技术·17· 锅炉及压力容器焊接工艺规程专家系统介绍 蔡洪臣 焊接工艺规程(wps)是用于具体实际焊接过程 的一份指导书,是确保焊接接头性能的技术说明,主要 包括材料规格、焊接热处理形式、焊接接头装配、焊接 材料、焊前预热及保温、焊接过程中的技术要求及参数 等。由于涉及的知识面广,需要工艺编制人员对焊接 工艺有关的各类标准及规范有充分的理解及认识,同 时要求具有足够的实际工程知识和经验。因此,制定 焊接工艺规程属于重复性的复杂工作,本文介绍的软 件系统。结合对专家知识及标准的充分理解,以提高 焊接工艺规程制定的效率和质量。 1系统的总体设计思想及功能 1.1焊接工艺规程制定的搜索及推理 在实际锅炉及压力容器行业有关焊接工艺的文件 中,保存有完备的焊接工艺评定报告、焊接工艺规程等 文件;在每一种新产
S型焊接金属波纹管疲劳寿命的有限元分析 S型焊接金属波纹管疲劳寿命的有限元分析
格式:pdf
大小:305KB
页数:5P
4.5
应用ansysworkbench(awe)软件的fatiguetool工具箱和s-n曲线,分别用goodman直线模型、gerber抛物线模型、soderberg直线模型和s-n直线模型的平均应力修正法,对s型波纹管进行疲劳寿命分析,得到波纹管在各种工况下的疲劳寿命,从而进行波纹管的优化设计。主要介绍了波纹管寿命分析的一般思路及其力学原理。经试验验证:有限元法能够很好地模拟金属波纹管的疲劳寿命,精度也大大高于经验公式,同时也为波纹管寿命分析开辟了新的研究途径。
金属波纹管的规格型号
格式:pdf
大小:338KB
页数:4P
4.8
编辑文本 . 金属波纹管是用镀锌或不镀锌薄钢带用卷管机经压波、螺旋 折叠咬口制成,具有重量轻,刚度好、弯折方便、连接简单、摩 擦系数小与混凝土粘结性好等优点,是后张预应力筋孔道成型用 的理想材料, 规格(内径)有:50、55、65、70、75、80、90、100mm等。 2.金属波纹管的性能参数 1)最大压缩长度在外力作用下,金属波纹管被压缩到波纹之间 彼此互相紧密接触时的长度。 2)最大压缩位移金属波纹管压缩到波纹之间相互紧密接触时所 能产生的最大位移。当波纹管达到最大压缩位移时,往往已产生 了塑性变形,所以工作时不允许达到这一数值。 3)允许位移和工作位移金属波纹管不产生塑性变形情况下所能 达到的最大位移称允许位移,而工作过程的最大位移你工作位 移。为了保证波纹管在整个工作过程中性能稳定可靠和较高的使 用寿命,工作位移般取允许位移的40%~50%。 4)耐压力
碟形金属波纹管的轴向刚度研究 碟形金属波纹管的轴向刚度研究
格式:pdf
大小:701KB
页数:4P
4.6
采用有限元软件ansys对碟形金属波纹管的轴向刚度进行了非线性分析,并进行了轴向刚度试验,将试验结果、有限元分析结果与曲梁简化模型推导出的刚度计算公式,以及原有焊接波纹管的刚度计算公式进行了对比,结合u形波纹管轴向刚度的计算结果,验证了有限元和曲梁简化公式的正确性,具有一定的工程应用价值。
VB开发的金属波纹管焊接工艺设计专家系统相关
文辑推荐
知识推荐
百科推荐


职位:给排水工程
擅长专业:土建 安装 装饰 市政 园林


