




 X80钢级高频焊接管线管的试制
X80钢级高频焊接管线管的试制 X80钢级高频焊接管线管的试制
通过优化hfw焊管机组成型参数、焊接参数和焊缝热处理工艺,成功试制出x80钢级管线管。首批试制的x80钢级管线管的各项性能满足apispec5l标准(44版)的要求,为后续拓展高频焊管钢级奠定了工艺基础。针对试制中出现的问题指出了需要改进的方向。
螺旋埋弧焊接管线管机械性能影响因素的分析 螺旋埋弧焊接管线管机械性能影响因素的分析
分析了卷板质量、成型应力、水压试验及包申格效应等因素对螺旋埋弧焊管机械性能的影响,提出通过调整卷板化学成分,改进轧制工艺和成型工艺,减小包申格效应的影响来提高螺旋埋弧焊管的机械性能,以满足未来输油、输气管线的要求。
编辑推荐下载

工艺管线管道焊接工艺卡
格式:pdf
大小:320KB
页数:9P
 4.5
4.5
*********制冷工程有限公司 焊接工艺卡 产品名称工艺管线产品图号接头名称对接工艺评定编号hpz13-1/13-2工艺卡号hgy16-1 接头简图: 材质20# 焊材 及 辅助 材料 名称牌号规格烘烤℃保温h用量 kg 规格φ57*3.5 焊丝er50-6φ2.5 焊条thj422φ3.2200℃1-2小时 焊接位置水平方向 焊接方法gtaw+smaw 探伤要求射线探伤iii级合格 焊接方法电源种类 焊缝 层次 焊材牌号 焊材直径 (mm) 焊接电流 (a) 电弧电压 (v) 焊接速度 (cm/min) 气体流量 (l/min) 工艺要求焊接过程说明 gtaw直流1er50-6φ2.5130-14017-196-8坡口加工机械 smaw直流1thj422φ3.290-1
海底油气输送焊接管线的疲劳评定 海底油气输送焊接管线的疲劳评定
格式:pdf
大小:526KB
页数:5P
4.8
以旅顺至大连海底油气输送焊接管线为例,依据英国bs7910标准中的疲劳评定规程,对管线敷设过程中受到周期循环海浪施加在管线上的震动(viv)载荷作用时管线的疲劳性能进行了工程临界评定,得到了不同水深、不同敷设跨距、不同缺陷形式和位置及不同错边量条件下管道焊接接头的使用寿命,为海底管线敷设工程的定期维护提供了理论依据。
UNS$32750焊接管线管的生产工艺热门文档
含埋藏裂纹的海底焊接管线安全评定 含埋藏裂纹的海底焊接管线安全评定
格式:pdf
大小:442KB
页数:3P
4.4
依据bs7910∶1999标准对含埋藏裂纹的管道焊接接头进行了安全评定,评定中采用了断裂和疲劳评定相结合的评定方法,并给出了临界裂纹、断裂评定裂纹容许曲线和考虑疲劳的裂纹容许曲线。
直缝焊接管与螺旋焊接管比较
格式:pdf
大小:15KB
页数:4P
4.5
1 直缝焊接管与螺旋焊接管比较 天津大学船舶与海洋工程 摘要 螺旋焊管强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管 径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口 径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 1引言 焊接钢管:它是由钢带切割成窄钢条,然后用模具冷加工裹成管状。然后专用焊机接着将一条管缝焊接。 20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高, 焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管比无缝钢管成本低、生产 效率高。我国海洋油气管道工程中广泛采用,需求量逐年增加。《“十二五”发展纲要》明确提出,到2015 年输油气管道总长度将超过15万公里,这将比2010年增长90%。 焊接

改扩建工程工艺管线碰头口焊接管理
格式:pdf
大小:247KB
页数:1P
4.6
改扩建工程中所涉及到的装置一般来说都能为用户带来较大的收益,与此同时,对于工期的要求也非常紧迫,施工组织和新建项目相比也比较繁琐。在改扩建的工程项目中,会经常遇到新老工艺管线的碰头口焊接问题。在这类问题中,由于焊接材料和焊接方法的复杂化,如果在焊接过程处理不当,将会给改扩建工程带来极大的质量隐患。基于此,本文将详细分析改扩建工程当中的管线碰头口焊接技术,总结管理的意义。
改扩建工程工艺管线碰头口焊接管理 改扩建工程工艺管线碰头口焊接管理
格式:pdf
大小:36KB
页数:3P
4.8
通过扬子石油化工公司85万t/a芳烃改扩建工程工艺管线碰头口焊接质量管理的成功经验,阐述如何保证改扩建工程工艺管线碰头口焊缝的焊接质量,为公司以后改扩建工程实施工艺管线碰头口焊接质量管理积累了经验。
UNS$32750焊接管线管的生产工艺精华文档
焊接管理制度 (3)
格式:pdf
大小:155KB
页数:28P
4.3
目录 1、焊接工艺评定管理制度----------------th焊管01-2012 2、焊接材料管理制度--------------------th焊管02-2012 3、产品施焊管理制度--------------------th焊管03-2012 4、焊接试板管理制度--------------------th焊管04-2012 5、焊接返修及原材料补焊管理制度--------th焊管05-2012 6、焊接检验管理制度--------------------th焊管06-2012 7、焊工管理制度------------------------th焊管07-2012 焊接工艺评定管理制度 th焊管01-2012 1目的:保证锅炉压力容器产品制造时所用的焊接工艺得到焊接工艺评定,并确保焊接工 艺评定工作的有
高功率CO_2激光焊接管线钢接头的组织与性能 高功率CO_2激光焊接管线钢接头的组织与性能
格式:pdf
大小:1.1MB
页数:5P
4.8
焊接是管线建设的关键技术之一,随着我国管线钢的快速发展,越来越需要匹配的焊接技术来满足管线的建设。分析了激光焊在管道焊接中的优缺点,并采用高功率激光焊接设备,对板厚为16mm的x52管线钢进行焊接,x射线探伤检测焊缝无裂纹,采用光学显微镜分析了焊接接头的焊缝结晶特性和微观组织。根据美国石油学会标准apispec5l管线钢规范,对焊接接头进行了力学性能试验。结果表明:焊接接头的抗拉强度达480mpa,断于母材;180°接头弯曲未出现裂纹;-20℃焊缝金属冲击韧性cvn=279j,熔合区冲击韧性cvn=282j,热影响区冲击韧性cvn=212j,焊接接头的最大硬度分布在焊缝下部,为270hv左右。研究表明,各项性能均满足管线钢焊接的要求。
输气管线在役焊接管道内壁变形的数值模拟 输气管线在役焊接管道内壁变形的数值模拟
格式:pdf
大小:1007KB
页数:5P
4.8
采用焊接过程数值模拟软件sysweld研究了输气管线在役焊接过程中管道内壁的变形,并和常规焊接进行了对比.结果表明,对于在役焊接近缝区的一点,随着焊接热源的靠近,变形量逐渐增大,当焊接热源经过该点时变形量最大,在随后的冷却过程中,变形量减小.在役焊接时焊接接头的变形与常规焊接有较大差异,在役焊接过程中接头的瞬态变形和残余变形均为外凸变形;而对于常规焊接,随着焊接冷却过程的进行,逐渐由外凸变形过渡为内凹变形,最终的残余变形为内凹变形.随着焊接热输入的增大,在役焊接接头近缝区的瞬态变形和残余变形均增大,远离焊缝中心区域的瞬态变形和残余变形随着热输入的增加而减小.
L360NB管线管
格式:pdf
大小:103KB
页数:6P
4.4
钢管常用规格参数表编辑 无缝钢管理论重量表 外径mm 0.50.60.811.21.41.51.61.82 60.070.080.10.120.140.160.170.170.190.2 70.080.10.120.150.170.190.20.210.230.25 80.090.110.140.170.20.230.240.250.280.3 90.110.120.160.20.230.260.280.290.320.35 100.120.140.180.220.260.30.310.330.360.4 110.130.150.20.250.290.330.350.370.410.44 120.140.170.220.270.32
UNS$32750焊接管线管的生产工艺最新文档
基于案例推理的激光焊接管理 基于案例推理的激光焊接管理
格式:pdf
大小:95KB
页数:4P
4.7
为提高激光焊接试验的成功率,将基于案例推理(cbr)技术应用在激光焊接系统中。介绍了激光焊接系统的案例表示、案例检索(包括权重设定和相似度计算)以及实例检索,使用最近邻算法从案例库中找寻最相近的案例。实例表明,cbr技术能够有利于提高激光焊接试验的成功率。
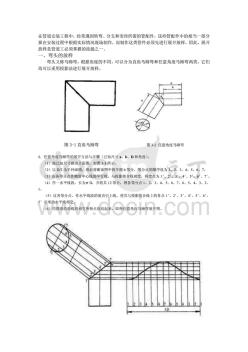
常用焊接管件的放样方法
格式:pdf
大小:3.0MB
页数:30P
4.7
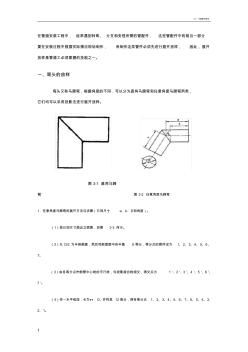
v1.0可编辑可修改 1 在管道安装工程中,经常遇到转弯、分支和变径所需的管配件,这些管配件中的相当一部分 要在安装过程中根据实际情况现场制作,而制作这类管件必须先进行展开放样,因此,展开 放样是管道工必须掌握的技能之一。 一、弯头的放样 弯头又称马蹄弯,根据角度的不同,可以分为直角马蹄弯和任意角度马蹄弯两类, 它们均可以采用投影法进行展开放样。 图3-1直角马蹄 弯图3-2任意角度马蹄弯 1.任意角度马蹄弯的展开方法与步骤(己知尺寸a、b、d和角度)。 (1)按已知尺寸画出立面图,如图3-3所示。 (2)以d/2为半径画圆,然后将断面图中的半圆6等分,等分点的顺序设为1、2、3、4、5、6、 7。 (3)由各等分点作侧管中心线的平行线,与投影接合线相交,得交点为1'、2'、3'、4'、5'、6'、 7'。 (4)作一水平线段,长为πd,并将其1
焊接管在成品油轮的应用 焊接管在成品油轮的应用
格式:pdf
大小:2.3MB
页数:6P
4.4
本文主要是对焊接管在成品油轮的应用进行了介绍,并且也对焊接管的特点、选用、设计、制作和安装要求等知识进行了相关的探讨和介绍

洁净厂房工艺管线管理制度
格式:pdf
大小:136KB
页数:7P
4.7
副本编号: ****制药厂 颁发部门: 技术质量科 题目: 洁净厂房工艺管线管理制度 共3页 第1页 文件编码: sop―a1―005 版本号: 01 替代:起草: 部门审查:qa审查:批准:执行日期: 2008-06-30 变更记载: 修订号:批准: 变更原因及目的: 文件副本分发明细 提取车间01 正本:技术质量科副本编号:01 程序性文件 洁净厂房工艺管线管理制度 文本编号sop-a1-005版本号01生效日期2008-06-30第2页共7页 一.目的: 建立洁净厂房工艺管线管理制度,以规范洁净厂房工艺管线安装,确保符合gmp及相 关法规要求,防止发生污染、火灾等事故。 二.范围: 本标准适用于***制药厂精烘包洁净厂房工艺管线安装规定。 三.责任者: 1、洁净厂房操作人员:按本标准要求,负责对岗位的
焊接管理制度
格式:pdf
大小:147KB
页数:6P
4.8
中国3000万经理人首选培训网站 更多免费资料下载请进:http://www.***.***好好学习社区 焊接管理制度 1、焊接工艺评定管理 执行公司焊接工艺评定控制,焊接工艺评定管理工作由公司所属焊检公司负责实施,由项目焊接 技术人员根据工程焊接情况和要求(规格、材质)提出申请,由焊检公司出据由公司总工批准能够覆盖 整个工程焊接的工艺评定一览表,作为项目工程焊接编制焊接工艺卡的依据及指导性文件来执行。 2、焊机管理 3.1、公司所有焊机统一有机具站管理调拔,各专业工区需用焊机直接向本项目机具站工区租赁. 3.2、焊机由公司机具站负责维护保养.按《设备管理维修制度》执行。 3.3、焊接热处理设备由热机公司负责管理,使用的计量仪表应处于有效期内。 3、焊接材料管理 4.1、焊材采购采用专业工区计划报批,由项目经营部(物资)统一采购,采购严格执行公司
焊接管理流程
格式:pdf
大小:2.0MB
页数:45P
4.3
. . 焊接管理流程 1.目的 加强公司各项目焊接质量控制,保证公司焊接质量管理体系有效的运行,确保焊接质量持续满足业主和当地有关法律法规以及国 内外相关技术标准的要求。 2.范围 本流程适应于公司范围内的所有工程的焊接管理。 3.定义 3.1焊接工艺评定:为验证所拟定的焊件焊接工艺的正确性而进行的试验过程及结果评价。 3.2焊接工艺规程:制造焊件所有关的加工和实践要求的焊接工艺指导文件,可保证由熟练焊工或操作工操作时质量的再现性 3.3焊工技能评定:为验证焊工执行焊接工艺规程能力的试验过程及结果评价。 3.4焊接热处理:在焊接之前、焊接过程中或焊接之后,将焊件全部或局部加热、保温、冷却,以改善工件的焊接工艺性能、焊接接 头的金相组织和力学性能的一种工艺。焊接热处理包括预热、后热和焊后热处理。 4.职责 4.1技术中心:审核“焊接工艺评定计划”,编制“焊接工艺评定任

不锈钢焊接管 (2)
格式:pdf
大小:5.8MB
页数:14P
4.7
201不锈钢焊管 201不锈钢焊管、具有耐酸、耐碱,密度高、抛光无气泡、无针孔等特点,是生产各种表壳、表带底盖 优质材料等。主要用于做装饰管,工业管,一些浅拉伸的制品. 201不锈钢焊管是国际不锈钢标示方法 201不锈钢焊管--s20100(aisi.astm) 美国钢铁学会是用三位数字来标示各种标准级的可锻不锈钢的。其中: ①奥氏体型不锈钢用200和300系列的数字标示, ②铁素体和马氏体型不锈钢用400系列的数字表示。例如,某些较普通的奥氏体不锈钢是以201、304、316 以及310为标记 ③铁素体不锈钢是以430和446为标记,马氏体不锈钢是以410、420以及440c为标记,双相(奥氏体- 铁素体) ④不锈钢、沉淀硬化不锈钢以及含铁量低于50%的高合金通常是采用专利名称或商标名。 202不锈钢焊管 202不锈钢管化学
UNS$32750焊接管线管的生产工艺相关
文辑推荐
知识推荐
百科推荐


职位:建筑结构安装BIM工程师
擅长专业:土建 安装 装饰 市政 园林


