




 U71Mn 75 kg/m 重型钢轨的性能研究
U71Mn 75 kg/m 重型钢轨的性能研究 U71Mn 75 kg/m 重型钢轨的性能研究
研究了u71mn75kg/m重型钢轨钢的等温转变曲线及连续冷却曲线,发现将冷却速度控制在8~2℃/s之间,可获得强度高、耐磨性好的珠光体;通过与u7460kg/m钢轨的对比试验可知,在二者实物疲劳强度相近的情况下,u71mn75kg/m重型钢轨的承载能力是u7460kg/m钢轨的1.3倍,在同样的冲击能量下,前者所承受的冲击次数高于后者。
U71Mn75kg/m重型钢轨的性能研究 U71Mn75kg/m重型钢轨的性能研究
研究了u71mn75kg/m重型钢轨钢的等温转变曲线及连续冷却曲线,发现将冷却速度控制在8~2℃/s之间,可获得强度高、耐磨性好的珠光体;通过与u7460kg/m钢轨的对比试验可知,在二者实物疲劳强度相近的情况下,u71mn75kg/m重型钢轨的承载能力是u7460kg/m钢轨的1.3倍,在同样的冲击能量下,前者所承受的冲击次数高于后者.
编辑推荐下载
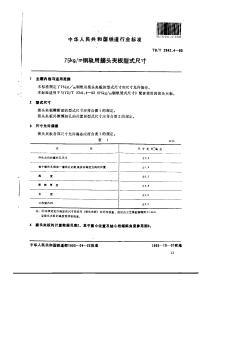
重型钢轨轨端裂纹失效机制探讨 重型钢轨轨端裂纹失效机制探讨
格式:pdf
大小:175KB
页数:未知
 4.7
4.7
采用宏观力学试验与微观分析方法相结合,对重型钢轨轨端裂纹的失效机制进行探讨.研究表明,轨端裂纹与轨端冶金质量、机械损伤及养护不良有关.本文还对防止轨端裂纹脆断的措施提出了具体的建议
U71Mn75+kgm重型钢轨的性能热门文档
堆取料机重型钢轨的焊接
格式:pdf
大小:15KB
页数:2P
4.4
堆取料机重型钢轨的焊接 【摘要】对钢轨的焊接性进行分析,通过实验确定焊接接头的收缩量,并 采用合理的焊接方法、焊接规范,使钢轨焊接后焊缝达到图纸要求。 【关键词】重型钢轨焊接 1概述 堆取料机是料厂作业中的重要环节之一,它将料厂的煤或矿石输送到地面运 输皮带上并运到指定地点。而堆取料机回转装置中的钢轨在运输过程中起到非常 重要的作用,它直接影响到整条线的生产效率。我公司在为秦皇岛制造的堆取料 机回转装置中,其轨道采用u71mn钢制造的轨头为120重型钢轨,并由三段钢 轨焊接成轨道中心为φ9000大直径的圆形轨道,它具有重载、刚度强、焊缝质量 及尺寸精度要求高特点,为确保其质量,我们做了全面的工艺分析与研究。 2u71mn钢的成分与性能 u71mn钢的成分与性能见表1。 3u71mn钢的焊接性 3.1碳当量 根据国际焊接学会iiw碳当量公式计算
堆取料机重型钢轨焊接
格式:pdf
大小:24KB
页数:4P
4.7
堆取料机重型钢轨的焊接 【摘要】对钢轨的焊接性进行分析,通过实验确定焊接接头 的收缩量,并采用合理的焊接方法、焊接规范,使钢轨焊接后焊缝 达到图纸要求。 【关键词】重型钢轨焊接 1概述 堆取料机是料厂作业中的重要环节之一,它将料厂的煤或矿石 输送到地面运输皮带上并运到指定地点。而堆取料机回转装置中的 钢轨在运输过程中起到非常重要的作用,它直接影响到整条线的生 产效率。我公司在为秦皇岛制造的堆取料机回转装置中,其轨道采 用u71mn钢制造的轨头为120重型钢轨,并由三段钢轨焊接成轨道 中心为φ9000大直径的圆形轨道,它具有重载、刚度强、焊缝质量 及尺寸精度要求高特点,为确保其质量,我们做了全面的工艺分析 与研究。 2u71mn钢的成分与性能 u71mn钢的成分与性能见表1。 3u71mn钢的焊接性 3.1碳当量 根据国际焊接学会iiw碳当量公式计算: ce(ii
重型钢轨对接焊工艺研究 重型钢轨对接焊工艺研究
格式:pdf
大小:37KB
页数:未知
4.8
重型钢轨对接焊工艺研究沈阳工业高等专科学校段志刚大连重型机器厂王晖双车翻车机设备中的一个重要部件——端环,是一直径达9米的圆盘形结构。在圆盘形结构的外侧,有一个由两段各长9米的重型钢轨对接焊成一体的圆弧形滚圈。在滚圈的一侧装有齿条,齿条与端环靠精制螺...
焊接60的U75v钢轨和U71Mn钢轨上的质量分析和对比
格式:pdf
大小:34KB
页数:4P
4.6
焊接60的u75v钢轨和u71mn钢轨上的质量分析和对比 摘要:随着我国社会经济的发展,为适应铁路高速、重载的要求和客运专线建设的需要, 对各类钢轨的焊接提出了更高的要求,在我的实际工作当中,我所使用的是瑞士schlatter 公司生产的gaas80/580钢轨电阻焊机焊接钢轨,目前主要焊接60的u75v钢轨和u71mn钢 轨,所以,本文根据我的实际工作经验,通过对两种钢轨焊接工艺和焊接质量的相应分析, 从而获取这种焊机对2种钢轨的焊接质量差异。 关键词:u75v钢轨;u71mn钢轨;gaas80/580钢轨电阻焊机 一、引言 长轨焊接生产轨种涉及到各钢厂的u71mn、u75v钢轨。近年来在焊轨设备上,大多使用 士schlatter公司生产的gaas80/580钢轨闪光对焊机进行长轨焊接生产。一般来说,强度 较低的u71mn钢轨,使用时间最长,强度
U71Mn钢钢轨轨端热处理工艺改进
格式:pdf
大小:283KB
页数:4P
4.6
u71mn钢钢轨轨端热处理工艺改进 李德虹 1 ,王权 2 (1包钢钢联股份公司轨梁厂精整车间,内蒙古包头014010;2包钢技术中心,内蒙古包头014010) 摘要:对钢轨轨端采用加热空冷、加热风冷、淬火+回火3种不同的工艺进行热处理,并对处理后钢轨踏面的组 织、性能进行对比分析。结果表明,钢轨轨端采用加热风冷的热处理工艺是可行的,用该工艺处理后钢轨轨端的 组织、性能能够满足标准要求。 关键词:u71mn钢钢轨;轨端淬火;工艺改进 中图分类号:u2134文献标识码:a文章编号:02546051(2004)12006504 improvementoftheheattreatmentprocessofu71mnsteelrailhead lidehong1,wangquan
U71Mn75+kgm重型钢轨的性能精华文档
45钢重型钢轨焊接和变形控制 45钢重型钢轨焊接和变形控制
格式:pdf
大小:284KB
页数:未知
4.5
1989年我厂承接了45钢重型钢轨焊接任务。该钢轨需承载250t吊车,焊接难度大,焊后变形要求严格。技术条件规定,粗加工后留加工余量2mm,焊后再进行精加工;焊缝不得有裂纹、气孔、夹渣等缺陷;因此工件焊接变
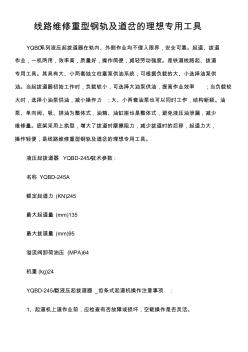
线路维修重型钢轨及道岔的理想专用工具
格式:pdf
大小:137KB
页数:2P
4.8
线路维修重型钢轨及道岔的理想专用工具 yqbd系列液压起拨道器在轨内、外侧作业均不侵入限界,安全可靠。起道、拨道 作业,一机两用,效率高,质量好,操作简便,减轻劳动强度。是铁道线路起、拨道 专用工具。其具有大、小两套独立柱塞泵供油系统,可根据负载的大、小选择油泵供 油。当起拨道器初始工作时,负载较小,可选择大油泵供油,提高作业效率;当负载较 大时,选择小油泵供油,减小操作力;大、小两套油泵也可以同时工作,结构新颖。油 泵、单向阀、吸、排油为整体式,油箱、油缸座也是整体式,避免液压油泄漏,减少 维修量。底架采用上拱型,增大了拨道时摩擦阻力,减少拨道时的后移,起道力大, 操作轻便,是线路维修重型钢轨及道岔的理想专用工具。 液压起拨道器yqbd-245a技术参数: 名称yqbd-245a 额定起道力(kn)245 最大起道量(mm)135 最大拨道量(mm)95 溢流阀
每米60公斤重型钢轨试验成功 每米60公斤重型钢轨试验成功
格式:pdf
大小:174KB
页数:未知
4.4
我国自行设计的每米60公斤重型钢轨,已于1976年12月在包头钢铁公司轨梁厂试轧成功,为我国运输繁忙的铁路干线轨道现代化迈进了一步。以前,我国铁路上最重的钢轨为每米50公斤,是1956年在鞍山钢铁公司轧制的。到了六十年代及七十年代,某些区段上的50公斤钢轨
U71Mn75+kgm重型钢轨的性能最新文档

轮轨论文:U71Mn钢轨与车轮材料匹配试验研究
格式:pdf
大小:118KB
页数:5P
4.7
轮轨论文:u71mn钢轨与车轮材料匹配试验研究 【中文摘要】铁路作为现代交通的一种重要交通工具,在国民经 济发展中占有不可替代的重要地位。正因如此,铁路发展目前正受到 各国前所未有的重视。但在世界铁路朝高速化和重载化发展的同时, 一些关键技术问题则不断出现且有待得到进一步解决,其中最主要也 是最根本的轮轨关系中的轮轨材料合理匹配问题尚未得到足够的重 视。尤其是在近年铁路高速化和重载化发展以后,面对新的环境,轮轨 磨损和疲劳伤损问题更加严重和突出,这将严重影响列车的安全性和 可靠性,增大维修时间和费用,降低了铁路运输的经济效益和社会效 益。因此,对轮轨材料进行实验室条件下的匹配试验研究对减少轮轨 伤损,使铁路运输能够更快更好的发展具有重要的指导意义。本文根 据赫兹接触理论,利用mms-2a微机控制摩擦磨损试验机对三种我国 经仿造而生产的车轮材料er7.a
 集装箱港区A150重型钢轨施工技术
集装箱港区A150重型钢轨施工技术 集装箱港区A150重型钢轨施工技术
格式:pdf
大小:471KB
页数:未知
4.7
为防止码头轨道在营运过程中发生断裂,对轨道安装制定了严格的操作程序。通过采用铝热焊技术,并对工艺进行改进,有效地提高了钢轨焊接的质量,大大减少了轨道断裂的风险。
运用堆焊工艺修补铝电解重型钢轨局部压馈的实践 运用堆焊工艺修补铝电解重型钢轨局部压馈的实践
格式:pdf
大小:473KB
页数:3P
4.6
介绍了铝电解轨道接头压馈的情况及产生的主要原因,通过对其材料的技术性能,钢的焊接性能的分析,确定了运用手工焊的方案和焊接材料的选择以及焊接施工的工艺。通过实践证明了该技术的可行性。
一种高强度重型钢轨头部的热处理方法 一种高强度重型钢轨头部的热处理方法
格式:pdf
大小:64KB
页数:未知
4.8
专利号:200710051502.7专利权人:武汉钢铁(集团)公司本发明涉及一种高强度重型钢轨头部的热处理方法。其技术方案是:
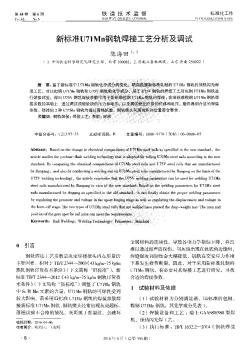
新标准U71Mn钢轨焊接工艺分析及调试
格式:pdf
大小:410KB
页数:5P
4.7
鉴于新标准中u71mn钢轨化学成分的变化,研究依据新标准轧制的u71mn钢轨的预热闪光焊接工艺。对比包钢u71mn钢轨和u75v钢轨的化学成分,基于u75v钢轨的焊接工艺对包钢u71mn钢轨进行焊接试验,得出u75v钢轨焊接参数可用于新标准包钢u71mn钢轨的焊接;在旧标准鞍钢u71mn钢轨焊接参数的基础上,通过调试顶锻阶段的压力和电压,以及调试烧化阶段的位移和电压,最终得到合适的焊接参数。焊接的2种u71mn钢轨均通过落锤试验,钢轨接头灰斑面积和位置符合要求。
重型钢轨与高锰钢辙叉的焊接——Ⅱ.高碳钢焊接性的研究 重型钢轨与高锰钢辙叉的焊接——Ⅱ.高碳钢焊接性的研究
格式:pdf
大小:201KB
页数:4P
4.6
高锰钢和高碳钢的焊接由于化学、物理、力学等性能差距较大,所以焊接难度较大,论文ⅰ和ⅱ分别将高锰钢和高碳钢各自的焊接性进行了深入的研究.通过对焊接接头的金相组织分析、扫描电子显微(sem)分析、能谱分析以及力学性能检验,确定出了高锰钢焊接及高碳钢焊接的方法,为高锰钢产品的焊接或高碳钢产品的焊接提供了实用可行的焊接工艺.论文ⅱ还对这两种材料进行了直接焊接、加单侧过渡层焊接、加双介质过渡层焊接的试验研究,制定出了高锰钢与高碳钢焊接的最佳工艺规范,同时进行了力学性能的试验,为高碳钢钢轨与高锰钢辙叉的焊接提供了可靠的依据.
60kgm钢轨焊缝探伤灵敏度的调试与修正
格式:pdf
大小:102KB
页数:9P
4.3
. ’. 60kg/m钢轨焊缝探伤灵敏度的调试与修正 钢轨焊缝是无缝轨道结构中的重要组成部分,钢轨焊接也是 实现列车高速和重载的主要环节,钢轨在焊接过程中,因焊接设 备、焊接材料、气温条件和操作工艺等因素都会影响焊接质量, 在焊缝内会产生各种各样的焊接缺陷;按钢轨焊接方式,接触焊 缝内缺陷可分为灰斑、裂纹、烧伤和未焊合,气压焊缝内缺陷可 分为光斑、过烧和未焊合,铝热焊缝内缺陷可分为夹渣、气孔、 夹砂、缩孔、疏松、裂纹和未焊合,钢轨铺设后在载荷的不断作 用下,焊缝内也会逐渐产生各种疲劳伤损,常规的探伤方法已不 能满足探测的需要,而这些种类多又无规则的焊缝内缺陷,不但 检测难度大,检测中也会受到焊筋轮廓及加强筋、锈蚀等回波的 干扰,缺陷如不能及时检测判断和处理,会对行车安全构成了极 大的威胁,目前我段管内和高铁的无缝线路,都是60kg/m钢轨, 由此可见,对
60kgm钢轨尺寸 (2)
格式:pdf
大小:1.8MB
页数:8P
4.5
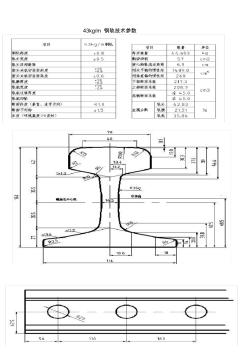
43kg/m钢轨技术参数 50kg/m钢轨技术参数 50at钢轨技术参数 60kg/m钢轨技术参数 60at钢轨技术参数 60d40钢轨技术参数 目前60d40钢轨主要使用在客运专线250km/h道岔及以上产品中,替代了目前普速产品中的at轨 60ty钢轨技术参数 60ty钢轨是替代原可动心轨中特种断面翼轨的新轨型产品,由钢厂直接轧制而成。 uic33钢轨技术参数(槽型护轨)
U71Mn75+kgm重型钢轨的性能相关
文辑推荐
知识推荐
百科推荐


职位:岩土高级工程师
擅长专业:土建 安装 装饰 市政 园林


