

TP321钢管的窄间隙热丝TIG焊
格式:pdf
大小:10KB
页数:1P
人气 :81
 4.4
4.4
第 37卷 第 9期 2016年 9月 焊 接 学 报 TRANSACTIONSOFTHECHINAWELDINGINSTITUTION Vol.37 No.9 September 2016 收稿日期 :2014- 10- 22 基金项目 :国家自然科学基金资助项目 (51265031) TP321钢管的窄间隙热丝 TIG焊 朱 旻 1 , 罗晓军 1 , 尹 燕 2 , 孙 鹏 2 , 张瑞华 3 (1.中石油第二建设公司 ,兰州 730060;2.兰州理工大学 省部共建有色金属先进加工与再利用国家重点实验室 , 兰州 730050;3.中国钢研科技集团有限公司 ,北京 100081) 摘 要:为了提高厚壁管道的焊接效率 、改善管道服役过程中接头的耐蚀性能 ,采用窄间隙热丝 TIG焊方法 ,对 φ406mm×30mm的 TP321钢管进行全位置自动焊接 .研究了窄间隙坡口参数的匹配



 TP321不锈钢炉管的焊接
TP321不锈钢炉管的焊接 TP321不锈钢炉管的焊接
通过对tp321炉管的焊接性分析和焊接工艺评定试验,确定合理的焊接方法和焊接材料,采取合适的焊接工艺措施,在制造过程过程中加强质量控制,获得了优良的焊接接头,保证了加热炉炉管的焊接质量。
加氢装置TP321奥氏体不锈钢管焊接工艺 加氢装置TP321奥氏体不锈钢管焊接工艺
结合某石化厂260万吨/年柴油加氢装置用tp321奥氏体不锈钢管焊接施工实践,对焊接tp321奥氏体不锈钢的焊缝及热影响区进行分析,通过焊材的选择,防止焊缝及热影响区出现晶间腐蚀和热裂纹倾向,同时提出了焊接工艺和焊后稳定化热处理的控制措施。
编辑推荐下载

厚壁管窄间隙混合气体保护焊
格式:pdf
大小:136KB
页数:2P
3
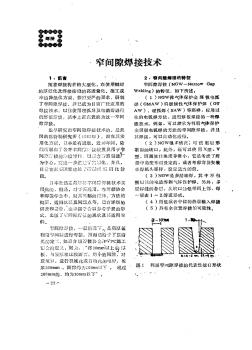
厚壁管窄间隙混合气体保护焊——着重讨论了在厚壁管窄间隙深坡口中用混合气体保护焊焊接时的电弧现象及其控制方法、根部焊道的焊透及多层焊焊缝的成形等工艺技术问题,提出了解决厚壁管窄间隙焊工艺难点和措施,取得了良好的生产效果。
奥氏体不锈钢窄间隙管排焊接工艺 奥氏体不锈钢窄间隙管排焊接工艺
格式:pdf
大小:166KB
页数:3P
4.6
介绍了奥氏体不锈钢窄间隙管排焊接方法、工艺控制及焊接过程中的注意事项,通过对奥氏体不锈钢的焊接性、物理性能和力学性能的分析,改善了传统管排焊接工艺,严格地控制了管排变形,保证了焊接质量。
TP321钢管的窄间隙热丝焊热门文档
窄间隙熔化极气体保护焊技术研究
格式:pdf
大小:183KB
页数:3P
3
窄间隙熔化极气体保护焊技术研究——窄间隙焊接的难点在于在焊接过程中如何保证焊枪严格对中焊缝以及坡口侧壁均匀熔透。为了解决第1个难点,作者开发了一种基于pc控制的闭环焊缝跟踪系统。为了解决第2个难点,采用折弯焊丝的方法实现电孤摆动,并为此设计了一套...

980钢超窄间隙熔化极气体保护焊研究
格式:pdf
大小:324KB
页数:4P
3
980钢超窄间隙熔化极气体保护焊研究——以厚板980钢为对象,进行了超窄间隙熔化极混合气体保护自动对接焊试验,并依据《jb4708—2oo0钢制压力容器焊接工艺评定》国家标准,对980钢超窄间隙mag焊接头进行了拉伸、弯曲和冲击试验,分析了显微组织、显微硬度和宏观...

厚板钛合金窄间隙TIG焊接工艺研究毕业论文
格式:pdf
大小:6.5MB
页数:52P
4.6
厚板钛合金窄间隙tig焊接工艺研究 崔庆龙 院(系):材料科学与工程专业:焊接技术与工程 学号:1072910104指导教师:吕世雄冯吉才 2011年6月 毕业设计(论文) 题目厚板钛合金窄间隙tig 焊接工艺研究 专业焊接技术与工程 学号1072910104 学生崔庆龙 指导教师吕世雄冯吉才 答辩日期2011年6月29日 哈尔滨工业大学毕业设计(论文)评语 姓名:崔庆龙学号:1072910104专业:焊接技术与工程 毕业设计(论文)题目:厚板钛合金窄间隙tig焊接工艺研究 工作起止日期:2010年10月8日起2010年6月29日止 指导教师对毕业设计(论文)进行情况,完成质量及评分意见: __________________________________________
1水平钢筋窄间隙焊施工工艺
格式:pdf
大小:26KB
页数:3P
4.7
个人资料总结仅限参考 1/3 水平钢筋窄间隙焊 1范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径20mm及以上的热轧ⅰ、 ⅱ级钢筋的现场水平连接。ba2bwvcjq8 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进 口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性实验。ba2bwvcjq8 2.1.2焊条:焊条的牌号应符合设计规定。如设计无规定时,应符合表4-17的要 求,焊条质量应符合以下要求:ba2bwvcjq8 钢筋电弧焊使用的焊条牌号表4-17 项次钢筋级别窄间隙焊 1 2 3 ⅰ级 ⅱ级 ⅲ级 e5003 e5016 e6016—d1 注:不含余热处理ⅲ级钢。 2.1.2.1
TP321钢管的窄间隙热丝焊精华文档
阀门进汽接管窄间隙热丝TIG焊接接头组织与性能相关性研究 阀门进汽接管窄间隙热丝TIG焊接接头组织与性能相关性研究
格式:pdf
大小:546KB
页数:4P
4.5
研究发现,焊缝是由粗晶、细晶等不同尺寸的晶粒组成,组织形貌为回火马氏体,这将会导致焊缝的性能发生波动,其硬度试验表明焊缝中存在不同程度的由于焊缝组织结构引起的波动。高温持久试验后再次进行硬度分析,发现经过高温持久试验后焊缝区硬度比试验前硬度略低,同时热影响区、母材等硬度也存在降低的现象。经分析发现,这与母材及焊缝中析出的碳化物相关,特别是晶界处碳化物的大量析出、聚集导致了接头性能的降低。本文的研究结果可为窄间隙热丝tig焊过程参数控制及探讨高温服役过程中的失效行为提供依据。利用窄间隙热丝tig焊对x10crmovnb9-1钢汽轮机阀门进汽接管进行多层全位置焊接,对焊接接头各微区组织与性能的相关性展开研究。
双丝窄间隙埋弧焊焊缝中的“锯齿形”裂纹
格式:pdf
大小:1.8MB
页数:5P
4.5
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
水平钢筋窄间隙焊及熔槽焊施工
格式:pdf
大小:52KB
页数:4P
4.7
表c1-3技术交底记录 -1- 工程名称锦绣东方东区工程交底部位钢筋窄间隙焊及熔槽帮条焊 交底内容: 钢筋窄间隙焊及熔槽帮条焊 一、范围 钢筋窄间隙焊适用于本工程直径16mm及以上的热轧钢筋的水平连接。钢筋熔槽帮条焊适用 于本工程直径20mm及以上筏板钢筋、附楼梁钢筋的水平连接。 二、施工准备 1、焊条的牌号应符合设计规定,e43型用于ⅰ级钢筋,e50型用于ⅱ、ⅲ级钢筋。 2、熔槽帮条焊时加角钢作垫板模,角钢厚6mm,边长50mm,长度100mm。 3、药皮应无裂缝、气孔、凹凸不平等缺陷,并不得有肉眼看得出的偏心度。 4、焊接过程中,电弧应燃烧稳定,药皮熔化均匀,无成块脱落现象。 5、焊条必须有出厂合格证。 6、主要机具:焊接电源容量大小应能获得300a电流,空载电压应为75v及以上;u形铜 模
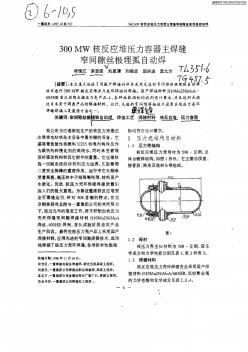
300MW核反应堆压力容器主焊缝窄间隙丝极埋弧自动焊
格式:pdf
大小:1.8MB
页数:6P
4.7
**资讯http://www.***.*** **资讯http://www.***.*** 标准分享网www.***.***免费下载 **资讯http://www.***.*** **资讯http://www.***.*** 标准分享网www.***.***免费下载 **资讯http://www.***.*** **资讯http://www.***.*** 标准分享网www.***.***免费下载
TP321钢管的窄间隙热丝焊最新文档
钢管桁架有间隙偏心连接节点的研究 钢管桁架有间隙偏心连接节点的研究
格式:pdf
大小:508KB
页数:4P
4.5
为避免产生节点次应力,钢管桁架节点通常不允许偏心连接,各支杆需相互搭接,然而在实际工程中适当的偏心使节点处杆件间留有一定的间隙,有利于现场施工与确保节点连接质量。通过对有间隙k形节点设计承载力进行计算,并对偏心与搭接两种连接的节点承载力进行了对比,发现有间隙连接节点的强度虽有所降低,但仍能满足节点设计要求,值得进一步推广应用。

水平钢筋窄间隙焊工艺标准
格式:pdf
大小:151KB
页数:13P
4.5
1 在此输入你的公司名称 logo 水平钢筋窄间隙焊工艺标准 2 水平钢筋窄间隙焊工艺标准 范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径20mm及以上 的热轧ⅰ、ⅱ级钢筋的现场水平连接。 施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告 单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试 验。 2.1.2焊条:焊条的牌号应符合设计规定。如设计无规定时,应符合表4-17 的要求,焊条质量应符合以下要求: 钢筋电弧焊使用的焊条牌号表4-17 项次钢筋级别窄间隙焊 123ⅰ级ⅱ级ⅲ级e5003e5016e6016桪1 注:不含余热处理ⅲ级钢。 2.1.2.1药皮应无裂缝、气孔、凹凸不平等缺陷,
水平钢筋窄间隙焊接技术
格式:pdf
大小:220KB
页数:16P
4.8
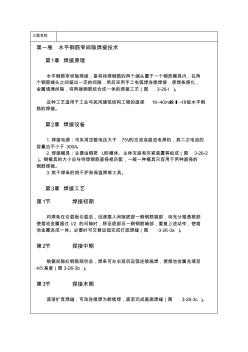
工程名称 第一卷水平钢筋窄间隙焊接技术 第1章焊接原理 水平钢筋窄间隙焊接,是将待焊钢筋的两个端头置于一个铜质模具内,在两 个钢筋端头之间留出一定的间隙,然后采用手工电弧焊连续焊接,使焊条熔化, 金属填满间隙,将两端钢筋结合成一体的焊接工艺(图3-26-l)。 这种工艺适用于工业与民用建筑结构工程的直径16~40mm的ⅰ~ⅲ级水平钢 筋的焊接。 第2章焊接设备 1.焊接电源:可采用空载电压大于75v的交流或直流电焊机,其二次电流的 容量应不小于300a。 2.焊接模具:主要由铜质u形模体、主体支座和夹紧装置等组成(图3-26-2 )。铜模具的大小应与待焊钢筋直径相匹配,一般一种模具只宜用于两种直径的 钢筋焊接。 3.烘干焊条的烘干炉和保温筒等工具。 第3章焊接工艺 第1节焊接初期 将焊条在引弧板引弧后,迅速插入间隙底部一侧钢筋端部,待充分熔透根部 使熔池金属超过l

水平钢筋窄间隙焊工艺标准
格式:pdf
大小:26KB
页数:3P
4.8
4-12水平钢筋窄间隙焊工艺标准(412-1996) 1范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径20mm及以上的热轧 ⅰ~ⅲ级钢筋的现场水平连接。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口 钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2焊条:焊条的牌号应符合设计规定。如设计无规定时,应符合表4-17的要求, 焊条质量应符合以下要求: 2.1.2.1药皮应无裂缝、气孔、凹凸不平等缺陷,并不得有肉眼看得出的偏心度。 2.1.2.2焊接过程中,电弧应燃烧稳定,药皮熔化均匀,无成块脱落现象。 2.1.2.3焊条必须根据焊条说明书的要求烘干后才能使用。 2.1.2.4焊条必须有出厂合格证。 钢筋电弧焊使用的焊条牌号表4-17 项次钢筋


水平钢筋窄间隙焊工艺标准
格式:doc
大小:42KB
页数:3P
4.6
水平钢筋窄间隙焊工艺标准 1范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径20mm及以上的热轧ⅰ~ⅲ级钢筋的现场水平连接。 22 施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2焊条:焊条的牌号应符合设计规定。如设计无规定时,应符合表4-17的要求,焊条质量应符合以下要求: 2.1.2.1药皮应无裂缝、气孔、凹凸不平等缺陷,并不得有肉眼看得出的偏心度。 2.1.2.2焊接过程中,电弧应燃烧稳定,药皮熔化均匀,无成块脱落现象。 2.1.2.3焊条必须根据焊条说明书的要求烘干后才能使用。 2.1.2.4焊条必须有出厂合格证。 钢筋电弧焊使用的焊条牌号 表
SUS304不锈钢窄间隙激光填丝焊性能 SUS304不锈钢窄间隙激光填丝焊性能
格式:pdf
大小:287KB
页数:6P
4.6
采用窄间隙全固态光纤激光填充热丝焊接方法取代了以往的窄间隙非熔化极气体保护焊(tig)填充热丝焊接方法,焊接板厚为20mm、材质为sus304奥氏体不锈钢。初步确定适合于窄间隙激光填充热丝焊接的坡口形式和焊接工艺参数;通过试验,研究分析焊缝金属组织中气孔和结晶裂纹产生的原因;调整工艺参数,在优化后的最佳工艺参数下,获得了热影响区域小、表面成形性好、无焊接缺陷的焊接接头;焊缝金属为细小的奥氏体柱状晶,与母材形成良好的连接;焊接变形小,满足了焊接变形要求;焊缝金属的显微硬度略高于母材,拉伸性能和弯曲性能均满足试验要求,获得了力学性能良好的焊接接头。
压水堆核电站主管道窄间隙自动焊用焊丝研究 压水堆核电站主管道窄间隙自动焊用焊丝研究
格式:pdf
大小:427KB
页数:未知
4.4
焊接填充材料不仅影响焊接过程的稳定性、焊接接头的性能和质量,同时也影响焊接效率。压水堆核电站建设中主管道传统手工焊接用的填充材料是er316l,该材料焊接性能稳定,易于操作。主管道窄间隙自动焊采用窄间隙坡口和单层单道焊接技术,该工艺需要焊丝具有更好的熔池流动性和更高的纯净度以保证焊缝成形质量,该文就上述要求对自动焊专用焊丝进行研究。
T91/P91窄间隙热丝TIG焊接工艺对接头力学性能的影响 T91/P91窄间隙热丝TIG焊接工艺对接头力学性能的影响
格式:pdf
大小:437KB
页数:未知
4.7
通过对t91/p91窄间隙热丝tig焊试验,对比研究了焊接接头各区包括焊缝、热影响区、母材的显微组织,以及各项力学性能比如常温拉伸、高温拉伸、硬度及冲击性能,从而探究窄间隙热丝tig焊对t91/p91钢焊接性的影响。试验结果表明,焊接接头组织均匀,主要为回火马氏体;抗拉强度达到了母材水平甚至比母材更强;焊缝区域硬度分布比较均匀,硬度值高于热影响区和母材;焊缝的冲击韧性也与母材相当。研究结果表明,窄间隙热丝tig焊可以改进t91/p91焊接接头的焊接质量,焊接接头各项力学性能均满足使用需求,从而获得了较高质量的焊接接头。
旧金山-奥克兰海湾大桥采用窄间隙电液焊工艺施焊 旧金山-奥克兰海湾大桥采用窄间隙电液焊工艺施焊
格式:pdf
大小:1.7MB
页数:未知
4.8
美国加利福尼亚州交通局(缩写caltrans)正在建设旧金山奥克兰海湾大桥的新东线,它将连接奥克兰和耶巴布埃纳岛。新海湾大桥由三部分组成:称为天桥的混凝土高架桥部分;钢制的单塔自锚式悬索(缩写sas)桥和与现浇混凝土过渡部分。
TP321钢管的窄间隙热丝焊相关
文辑推荐
知识推荐
百科推荐


职位:矿业工程
擅长专业:土建 安装 装饰 市政 园林


