

T9炉管焊接工法汇总
格式:pdf
大小:2.0MB
页数:14P
人气 :74
 4.6
4.6
一、前言 T9 材质(A200T9 日本进口)炉管的焊接在我公司还是首次, 由于材质的 特殊,焊接过程中及焊接后易出现裂纹,且热处理后的硬度值很难达到《石 油化工管式炉碳钢和铬钼钢炉管焊接技术条件》 SH3085-1997 标准中规定的 HB≤241。焊接质量不易保证。 我们根据该材质的特点, 并结合在实际操作中 收集的资料和积累的经验,总结了该工法望能对其他工程有所帮助。 二、特点 1制作合理的胎具,控制倒 U 形炉管制作焊接后的形状尺寸。 2 预热、层间温度、缓冷, T9 炉管的温度变化受环境的影响非常敏感, 焊接时注意加强保护措施。 3 T9材质在焊接过程中起弧及收弧极易出现裂纹,必须及时采取措施。 4 焊后热处理在经过数次试验,确定合理的工艺参数终于满足 SH3085-1999规定的 HB≤241的要求。 5 由于 T9 炉管的特殊结构,炉管倒置在辐射室内,炉管顶部无排空点给 炉管




T9材质炉管焊接工艺-2019年文档
t9材质炉管焊接工艺 0前言 某10万吨/年催化重整装置(搬迁)工程中的f2201(四合 一加热炉)炉管因需给介质加热到较高温度,所以特采用astm a213t9材质。t9材质属于中合金耐热钢,可焊接性较差,易出 现裂纹,近似于国外p9,其公称成分为9cr-1mo。在该项施工中, 采用氩电联焊的焊接方法,焊前采取预热,焊接过程中保持热输 入参数,严格控制层间温度,焊后及时热处理,成功地实现了 t9材质炉管的现场焊接,确保了工程进度和焊接质量。以下简 要介绍该焊接工艺,仅供交流参考。 1t9材质焊接性分析 施工中炉管材质为astma213t9,其规格为φ73.0×7.01。 其化学成分如下,见表1: 表1t9耐热钢化学成分 级别成分其他元素 cmnp≤s≤sicrmotiv≥ t9≤0.150.30~0.600.

Cr20Ni32炉管焊接工法
cr20ni32炉管焊接工法 1 cr20ni32炉管焊接工法 作者筒介:王敬一同志1991年毕业于抚顺石油学院焊接专业,现任第三工程公司工程师、焊 接责任工程师。曾赴新加坡参加乙烯装置施工,并在辽化加氢制氢工程中担任焊接责任工程师。该 工法为作者的处女作。 一、前言 在石油化工建设施工中,对于制氢装置及合成氨装置的转化炉的高温管道系统 (一般820c左右)均采用ni-fe-cr系铁镍基合金cr20ni32钢,此钢种在高温下具 有良好的力学性能,抗氧化和抗腐蚀性能。由于铁镍基管材及所需焊材中加入大量贵 重的ni、cr等合金元素,因此它的造价较高,焊接性较差,需认真组织施工,保证工 程一次成优。 通过三套同类装置转化炉炉管的焊接施工,我们总结出此工法。本工法具有如下 特点: 1)由于转化炉炉管系统温度高,介质易燃易爆,因此施工必须坚持质量第一的 原则。 2)在保
编辑推荐下载
管式加热炉P9炉管手工焊焊接工法2011.06.27
格式:pdf
大小:903KB
页数:10P
4.7
管式加热炉p9炉管手工焊焊接工法 杜朝阳 1 鲁建萍 2 王文杰 3 (作者1、2中国寰球工程公司新疆寰球工程公司作者3中国化学工程第七建设有限公司) 1前言 延迟焦化加热炉主要原料是高硫低酸减渣油,炉管主要工作在高温、高压、易硫化腐蚀环境中,管内 原料油在高温操作时容易结焦,故采用抗高抗氧化、抗腐蚀能力强的p9(1cr9mo)材质炉管。 根据1cr9mo的化学成分、力学性能的分析和相关规范要求,1cr9mo选用的焊接材料为焊丝er80s-b8 (h1cr9mo)和焊条r707;焊接前对1cr9mo坡口进行100%pt检测,焊接时管内通氩气保护;焊前预热和 焊后热处理;焊缝在焊完满24h后再进行100%的x射线检测,射线检测合格后才能对焊缝进行热处理,对 延迟焦化装置加热炉炉管1cr9mo实际焊接得到结论,1cr9mo材料本身的淬硬倾向大、有
T9炉管焊接工法汇总热门文档
工业钛管焊接工法
格式:pdf
大小:231KB
页数:11P
4.7
××××××××有限公司工业钛管焊接工法 1 工业钛管焊接工法 完成单位:×××××××有限公司 一、前言 钛与钛合金具有密度小、比强度高、良好的塑、韧性和耐腐蚀性能好的优 点。随着工业的发展,钛及钛合金管道已广泛应用于航空、航天工业、核工业、 海洋工程、石油、化工、轻工、食品加工、冶金、电力、医药卫生等行业。 钛的活泼性大,不仅在溶化状态下,即使在400℃以上的固相态,也极易 被水分、空气、油脂及氧化物等污染,吸收氧、氮、氢、碳等,使焊接接头塑性 和韧性下降,并引起气孔、裂纹。 二、工法特点 本工法系统总结了钛管焊接的特点,与不锈钢焊接相比操作上工艺有明显的 区别。我公司经过技术攻关,成功掌握了钛材工艺管道焊接技术,经在工程中的 实际运用,焊接质量完全达到了国家规范和行业规范的要求。 三、适用范围 该工法可适用手工氩弧焊焊接工业纯钛管道。 四、工艺原理 钛管道焊接工艺是在大气
转炉炉壳CO2药芯焊材焊接工法
格式:pdf
大小:356KB
页数:5P
4.6
转炉炉壳co2药芯焊材焊接工法 一冶机械设备安装公司 刘光秋 余良斌 企业工法编号:yygf-06-2005 转炉炉壳在工厂制造成部件,在现场组装焊接成整体。经过武钢三炼钢、三明炼钢厂等转炉现场组装焊 接实践证明,科学制定焊接工艺,合理规范施工程序是确保炉壳施工质量和降低工程成本的最佳途径,为使 转炉现场组装焊接施工进一步优化,得到可靠的焊接实体,结合以往的施工经验,特制定本工法。 1 工艺特点 转炉炉壳工厂制造通常分为三段,现场组装焊接两条焊缝。炉壳材质通常为q345,炉壳厚度为50~ 95mm。由于材质为低合金钢,炉壳厚度较大,因此焊接时的焊接拘束度也较大,焊接过程中易产生焊接裂 纹。针对焊接裂纹问题,本工法在所制定的焊接工艺上对选用焊接方法、焊接材料、焊前预热及焊后热处理 等工序都提出了明确的要求,对防止产生裂纹效果明显
锅炉管焊接工艺卡1_secret
格式:pdf
大小:67KB
页数:1P
4.7
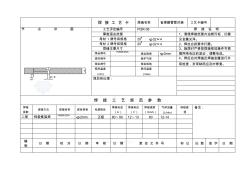
焊接工艺卡焊缝名称省煤器管管对接工艺卡编号 节点详图:工艺评定编号pqr-08焊接说明 厚度适应范围1、清理焊接范围内油锈污垢,打磨 母材1牌号和规格20#φ32×4见金属光泽。 母材2牌号和规格20#φ32×42、焊丝应按要求打磨。 焊缝主要尺寸3、施焊时严格按焊接规范操作可根 焊丝牌号 h08mn2sia 焊丝规格φ2mm据网络电压的波动,调整电流。 焊剂牌号保护气体4、焊后应对焊缝及焊缝金属进行外 焊条牌号焊条规格观检查,发现缺陷应及时修复。 预热温度 (min) 层间温度 (max) 焊后热处理: 焊接工艺规范参数 焊接 层数 焊接方法焊接材料焊材规格电源极性 焊接电流 (a) 焊接电压 (v) 焊接速度 (mm/s) 气体流量 (l/mln) 钨极直 径 备注: 二层钨极氩弧焊h08m
P9-P11耐热钢炉管焊接
格式:pdf
大小:10KB
页数:1P
4.6
p9\p11耐热钢炉管焊接 摘要:耐热钢材质炉管普遍应用在石油化工装置中,结合上海石化60万吨 /年芳烃联合装置及其配套工程中四合一重整炉的实际施工,从焊接特点、焊接 工艺和质量控制等方面阐述了耐热钢炉管p9与p9、p9与p11及p11与p11的 焊接。 关键词:p9、p11耐热钢炉管焊接 石油化工装置加热炉由于苛刻的操作条件,炉管长期在高温下运行, 炉管材质一般选用p9、p11、cr5mo等耐热钢,以满足炉管长期安全运行的要求。 以下结合上海石化60万吨/年芳烃联合装置及其配套工程中四合一重整炉的焊接 实践,简要阐述耐热钢炉管p9与p9、p9与p11及p11与p11的焊接。 1四合一重整炉炉管焊接工程简述 上海石化60万吨/年芳烃联合装置及其配套工程中四合一重整炉(方箱炉) 炉管材质为p9、p11耐热钢。炉管现场焊接工作量见表1: 表1
加热炉炉管焊接技术措施
格式:pdf
大小:99KB
页数:12P
4.4
中国化学工程第十四建设公司 山东滨化滨阳燃化有限公司50万吨每年 高等级道路沥青项目 加热炉炉管焊接技术措施 中国化学工程第十四建设公司山东项目部 业主名称山东滨化滨阳燃化有限公司工程编号单项工程编号文件编号 工程名称50万吨/年高等级道路沥青项目 工程地点滨阳性 质 □大型(重点)、装置型□中小型 □单项□ⅰ、ⅱ类□ⅲ类工程类别□新建□扩建、改造□检修 版本日期页次说明 0报审批 1批准发行 编制 审核 会签单位姓名日期批注 批准 业主或第三方 目录 一、概况 1.工程概况 2.高压管线分布及工程量 二、编制依据 1.施工图纸及文件 2.执行规范及标准 三、材料验收及管理 1.管子及配件检验 2.材料管理 四、高压管线施工方案 1.施工组织 2.施工原则 3.施工方案 4.施工关键部分 五、高压管
T9炉管焊接工法汇总精华文档
 燃油锅炉管板与炉胆T形接头的焊接
燃油锅炉管板与炉胆T形接头的焊接 燃油锅炉管板与炉胆T形接头的焊接
格式:pdf
大小:185KB
页数:2P
4.5
针对1t/h燃油锅炉管板与炉胆t形接头焊接质量问题,设计了复合坡口形式,选择了氩电联焊,明确了焊接规范。结果表明,采用正确焊接工艺能有效提高焊接质量,满足生产需要。

炉管焊接热处理方案
格式:pdf
大小:443KB
页数:17P
4.3
中国石油工程建设公司 中国石油宁夏石化公司500万吨/年炼油改扩建工程 方案审批表编号: 方案名称加热炉炉管焊接方案编制单位 中国石油天然气第七建设 公司宁夏项目部 审 核 意 见 审核意见: 总承包商hse工程师:年月日 审核意见: 总承包商qa/qc工程师::年月日 审核意见: 总承包商专业工程师:年月日 批 准 意 见 审批意见: 总承包商总工程师:年月日 中国石油工程建设公司 中国石油宁夏石化公司500万吨/年炼油改扩建工程 500万吨/年炼油改扩建工程 60万吨/年连续重整装置 加热炉炉管 焊接热处理方案 编制: 审核: 批准: 中国石油天然气第七建设公司宁夏项目部 2011年02月 中国石油工程
T9炉管焊接工法汇总最新文档
贯流锅炉集箱T型接头焊接工艺探究 贯流锅炉集箱T型接头焊接工艺探究
格式:pdf
大小:96KB
页数:2P
4.4
通过采用不同的焊接方法对贯流锅炉集箱t型接头进行焊接工艺试验,对比分析了各种焊接工艺下的焊接质量、生产效率以及其操作方便性,最终选定了其较适宜的焊接方法。
锅炉焊接工艺卡
格式:pdf
大小:1.5MB
页数:74P
4.8
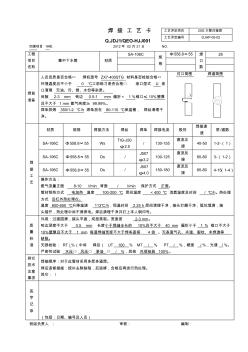
焊接工艺卡 q.jdj1/qeo-hjj001 同煤项目1#机2012年02月21日no. 工程 项目 名称 集中下水管材质 sa-106c 规 格 φ558.8×55焊 口 数 26 焊前 准备 人员资质是否合格□焊机型号zx7-400stg材料是否检验合格□ 环境温度应不小于0℃工前练习是否合格□坡口型式u坡 口清理无油、污、锈、水份等杂质。 间隙2-3mm钝边0.5-1mm偏折<1%错口≤10%壁厚 且不大于1mm氩气纯度≥99.99%。 焊条烘烤350/1-2℃/h焊条放在80-110℃保温桶,焊丝清理干 净。 对口简图焊道简图 焊 接 工 艺 材质规格焊接方法焊丝焊条焊接电流极性 焊接速 度 层/道数 sa-106cφ558.8×55ws tig-j50 φ2.5 /

nk加热炉炉管焊接施工方案
格式:pdf
大小:135KB
页数:15P
4.3
独山子石化千万吨炼油及百万吨乙烯项目 120万吨/年延迟焦化装置安装工程 加热炉炉管焊接施工方案 编制: 审核: 批准: 中国化学工程第七建设公司 独山子项目经理部 2006年12月15日 目录 一、概述 二、编制依据 三、焊接工艺评定 四、焊工 五、焊接方法和焊接材料 六、焊前准备 七、焊接施工 八、焊后检验 九、焊接质量控制 十、安全文明施工 审批栏 第1页共12页 一、概述 独石化千万吨炼油及百万乙烯项目120吨/年延迟焦化装置安装工程中,加 热炉炉管辐射段管道材质为p9(1cr9mo),规格分为¢127×8mm;对流段管道材 质为1cr5mo,规格为¢127×10mm和¢152×8mm;p9材质的管道大约有 2574m;1cr5mo材质的管道大约有1100m。在工程中加热炉的高温辐射段炉管, 遮蔽段炉管材质为p9,加热炉的进
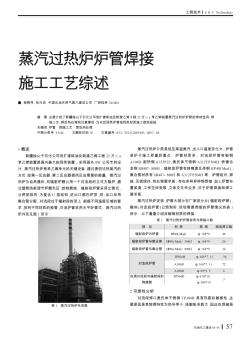
蒸汽过热炉炉管焊接施工工艺综述
格式:pdf
大小:167KB
页数:4P
4.6
主要介绍了新疆独山子石化公司改扩建炼油及新建乙烯工程32万t/a苯乙烯装置蒸汽过热炉炉管的焊材选用、焊接工艺、焊后热处理和注意事项,为以后同类炉管或同类材质施工提供经验。
完整版锅炉管道焊接工艺2014.06
格式:pdf
大小:866KB
页数:25P
4.6
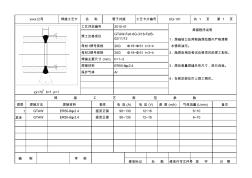
焊层 1 其余 修改许可文件号日期 编制审核 修改标记处数签字 6~10 gtawer50-6φ2.4直流正接90~13012~166~10 gtawer50-6φ2.4直流正接90~13012~16 焊接工艺规范参数 焊接方法焊接材料极性电流(a)电压(v)速度(m/h)气体流量(l/min)备注 α=70 0b=1p=1 保护气体ar 4:在规定部位打上焊工钢印。 焊缝主要尺寸(mm)h=1~3 焊接材料er50-6φ2.43:焊后测量焊缝外形尺寸,进行自检。 母材1牌号规格20gφ18~φ51t=3~4水锈和油污。 母材2牌号规格20g
1CrMo与20钢炉管的焊接 1CrMo与20钢炉管的焊接
格式:pdf
大小:111KB
页数:3P
4.5
炼油化工装置中管式加热炉多采用1cr5mo和22钢材质炉管,由于炉管量大,位置复杂且必须现场焊接,为保证异种钢的焊接质量,满足1cr5mo钢焊接性能要求,改进焊接工艺并进行工艺评定试验,胡定了合理的焊接工艺参数,完成了2000年1crmo与20钢炉管接头的现场焊接,接头质量合格,保证了工期,取得了较明显的经济效益。
控制炉管外径的锅炉胀接施工法 控制炉管外径的锅炉胀接施工法
格式:pdf
大小:67KB
页数:未知
4.6
控制炉管外径的锅炉胀接施工法孙环常(湖南省工业设备安装公司株州2412000)中小型低压散装锅炉施工中,胀管是一项重要的施工安装内容。胀管工作的质量是锅炉安装质量的重要方面,也是锅炉建成后安全、可靠运行的重要因素。胀管率是控制和衡量胀管质量的重要参数...
HK-40炉管与15CrMo法兰的焊接 HK-40炉管与15CrMo法兰的焊接
格式:pdf
大小:102KB
页数:未知
4.6
锦西石化分公司制氢装置转化炉检修中,施工单位进行了hk-40炉管与15crmo法兰的焊接。结合这次焊接,本文叙述了hk-40钢和15crmo钢的焊接特点;介绍了焊材的选择、焊接方法和检查方法;通过焊接实践,给出了焊条选择、焊接和检查要点。
《焊接材料与焊接工艺标准》目录汇总
格式:pdf
大小:9KB
页数:4P
4.6
焊接材料与焊接工艺标准 以下相关标准不够全面,供大家参考: g983《gb/t983-1995不锈钢焊条》 g984《gb/t984-2001堆焊焊条》 g3131《gb/t3131-2001锡铅焊料》 g3323《gb/t3323-2005金属熔化焊焊接接头射线照相》 g3429《gb/t3429-2002焊接用钢盘条》 g3669《gb/t3669-2001铝及铝合金焊条》 g3670《gb/t3670-1995铜及铜合金焊条》 g5117《gb/t5117-1995碳钢焊条》 g5118《gb/t5118-1995低合金钢焊条》 g5185《gb/t5185-2005焊接及相关工艺方法代号》 g5293《gb/t5293-1999埋弧焊用碳钢焊丝和焊剂》 g6417.1《gb/t6417.1-2005金属熔化焊接头缺欠分类及说明》 g6417.2《gb/
T9炉管焊接工法汇总相关
文辑推荐
知识推荐
百科推荐


职位:机电造价工程师
擅长专业:土建 安装 装饰 市政 园林


