

T_2铜母线焊接性分析及其碳弧焊工艺
格式:pdf
大小:207KB
页数:2P
人气 :85
 4.8
4.8
通过对T2铜母线焊接性分析,阐述了焊接过程中存在的困难、主要原因及相应措施。焊接方法采用碳弧焊,通过生产实践验证是可行的,用户在使用中对产品的反馈论证了其焊接质量的可靠性。



 直流铜母线的焊接工艺
直流铜母线的焊接工艺 直流铜母线的焊接工艺
阐述了直流铜母线工艺原理、制作流程及焊接工艺,采用氩弧焊接方法焊接铜母线的工艺,具有技术要求高、工艺简捷的特点,并在类似大型铜母线材料的焊接、制作及应用上取得了好的效果和显著的经济效益。
T2铜母线焊接性分析及其碳弧焊工艺热门文档
紫铜母线焊接工艺方法的研究 紫铜母线焊接工艺方法的研究
格式:pdf
大小:134KB
页数:1P
4.3
本文着重介绍了4~8mm紫铜板的焊接工艺方法,通过性能分析和试验证实:运用tig方法,采用适当的措施焊接紫铜母线是可行的,本文就如何解决紫铜母线现场焊接工艺进行了探讨。
紫铜母线的熔化焊接成型新工艺 紫铜母线的熔化焊接成型新工艺
格式:pdf
大小:251KB
页数:2P
4.7
按照紫铜的一般焊接工艺,板厚2毫米以上就必须制作坡口。特别是用于车间架空的电源于线,紫铜母线长度都在几十米以上,不可能将工件翻身,又不能变动位置进行双面焊接,只能用单面焊。本来铜就属于不良的焊接金属之一,要进行单面焊双面成型就更困难了。采用熔化焊接成型新工艺,不仅解决了单面焊双面成型的工艺难题,而且具有工效高,用料省,质量稳定等特点。

铜母线工艺
格式:pdf
大小:80KB
页数:6P
4.7
母线工艺 1范围 适用于本公司高低压成套设备中的母线设计、加工、安装。 如本文件相关条款与用户协议(或地方标准)相冲突时,按照用户协议(或地方标准)执行。 2引用标准 gb7251.12-2013 gb3906-2006 gb5585电工用铜、铝及其合金母线 gbj149电气装置安装工程母线装置施工及验收规范 3母线的技术参数 3.1规格尺寸 常用母线的标称尺寸见表1。其中a为母线厚度,b为母线宽度。 表1常用母线的标称尺寸mm 3.2外形 矩形母线(方角母线):母线的a≤6.3mm者可以有半径不大于1.5mm的圆角,a≥7.1mm者可以有半径不 大于2.0mm的圆角。 圆形母线(圆角母线):圆角半径为母线厚度a的1/2。 3.3母线的载流量 母线的载流量见表2. 表2
紫铜母线熔化极氩弧焊接工艺的
格式:pdf
大小:11KB
页数:6P
4.6
紫铜母线熔化极氩弧焊接工艺的探讨 [摘要]介绍了10-12mm紫铜母线的焊接工艺方法,通过性能分 析和试验证实:运用熔化极氩弧焊接方法并采用适当的措施焊接紫 铜母线是可能的,对焊缝的一次成型、铜排的导电率都有很大层次 的提升。 [关键词]铜母线熔化极氩弧焊预热温度 1概况 华能玉环电厂6kv共相母线采用截面为125×12mm、120×10mm、 80×10mm的紫铜母线,焊口数量4100只,单条母线最长为1300m(共 7900m),这种规格紫铜母线的焊接工艺在工程上尚无先例,这就给 安装上提出了新课题。如采用以往碳弧焊、埋弧焊及钨极氩弧焊等 焊接方式,存在焊工易中毒、焊缝易渗碳、塑性差、电阻大等缺点; 而且很难在短工期内完成4100只焊口的工作。通过课题研究,最终 确定用熔化极氩弧焊,可以克服以上缺点,并具有焊接质量稳定、焊 接速度快

铜母线工艺 (2)
格式:pdf
大小:84KB
页数:6P
4.3
. '. 母线工艺 1范围 适用于本公司高低压成套设备中的母线设计、加工、安装。 如本文件相关条款与用户协议(或地方标准)相冲突时,按照用户协议(或地方标准)执行。 2引用标准 gb7251.12-2013 gb3906-2006 gb5585电工用铜、铝及其合金母线 gbj149电气装置安装工程母线装置施工及验收规范 3母线的技术参数 3.1规格尺寸 常用母线的标称尺寸见表1。其中a为母线厚度,b为母线宽度。 表1常用母线的标称尺寸mm 3.2外形 矩形母线(方角母线):母线的a≤6.3mm者可以有半径不大于1.5mm的圆角,a≥7.1mm者可以有半径不 大于2.0mm的圆角。 圆形母线(圆角母线):圆角半径为母线厚度a的1/2。 3.3母线的载流量 母线的载流量见表
T2铜母线焊接性分析及其碳弧焊工艺精华文档

熔化极氩弧焊在电力铜母线生产中的应用
格式:pdf
大小:146KB
页数:3P
3
熔化极氩弧焊在电力铜母线生产中的应用——介绍用熔化极氩弧焊技术焊接电力用铜母线的工艺技术方法厦应用效果。
铜母线伸缩节-铜母线
格式:pdf
大小:32KB
页数:4P
4.6
乐清万联厂家0577-62969080赵工13075772458qq:2286336866铜母线伸缩节 铜母线伸缩节 矩形铜母线伸缩节用于发电厂和变电所配电装置中。 中文名称:母线伸缩节英文名称:busbarexpansionjoint,铜母线 伸缩节用于补偿母线因温度变化引起的变形和振动变形的伸缩性连接件。 一、伸缩节的压力范围: 各类伸缩节的压力是t=20℃时的设计压力pd(mpa),压力范围通常是从真 空到4mpa,如有特殊超高压力要求时,我们也可专门设计。每件产品出厂前, 每道工序均进行100%的压力试验和其它要求的检测,满足标准要求后才能出厂。 二、伸缩节的温度范围: 依据客户的工况条件不同也可采用其它材料制造。当接管、内衬筒的材质为 碳钢时,伸缩节的工作温度范围为-20℃~420℃;当接管、内衬筒的材质为不锈 钢(同波纹管)时,产品的温度范围为

铜母线计算
格式:pdf
大小:78KB
页数:3P
4.5
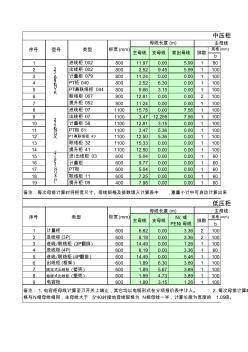
b 1进线柜00280011.970.005.99180 2出线柜0028002.529.455.991100 3计量柜07980011.240.000.001100 4pt柜0408002.526.300.001100 5pt兼联络柜0448009.663.150.001100 6联络柜00780012.810.000.002100 7提升柜05280011.240.000.001100 8进线柜07110015.750.007.561100 9出线柜0711003.4712.2857.561100 10计量柜58110012.813.150.001100 11pt柜6111003.475.360.0
T2铜母线焊接性分析及其碳弧焊工艺最新文档

铜母线工艺1.28
格式:pdf
大小:320KB
页数:7P
4.6
蚇母线工艺 螅1范围 莁适用于本公司高低压成套设备中的母线设计、加工、安装。 腿如本文件相关条款与用户协议(或地方标准)相冲突时,按照用户协议(或地方标准)执行。 莆2引用标准 袄gb7251.12-2013 螂gb3906-2006 袁gb5585电工用铜、铝及其合金母线 葿gbj149电气装置安装工程母线装置施工及验收规范 袄3母线的技术参数 膃3.1规格尺寸 艿常用母线的标称尺寸见表1。其中a为母线厚度,b为母线宽度。 膈表1常用母线的标称尺寸mm 芄3.2外形 螈矩形母线(方角母线):母线的a≤6.3mm 者可以有半径不大于1.5mm的圆角,a≥ 7.1mm者可以有半径不大于2.0mm的圆 角。 荿圆形母线(圆角母线):圆角半径为母线厚 度a的1/2。 蒃3.3母线的载流量 蒁母线的载流量见表2. 薀
大截面紫铜母线的焊接工艺与组装 大截面紫铜母线的焊接工艺与组装
格式:pdf
大小:69KB
页数:2P
4.5
大截面紫铜母线的焊接,国内目前主要有碳弧焊、埋弧焊及钨极氩弧焊几种。但是,碳弧焊预热温度较高,须保证焊口母材温度750℃以上,焊缝外观成形很差,且高温产生的cu2o蒸汽易使焊工中毒,同时易引起渗碳,塑性较差,电阻率较大;埋弧焊虽然预热温度稍低(约500℃),质量较稳定,但电流、电压稍高,分别为750~800a、40~50v,且焊剂用量较大,从成本和操作性上考虑,尚无成熟工艺;钨极氩弧焊目前仅适用于δ≤12mm的铜母线焊接,对δ>12mm的大截面紫铜母线焊接至今没有成熟的规范。
铜电解池1.5万安直流铜母线的焊接 铜电解池1.5万安直流铜母线的焊接
格式:pdf
大小:477KB
页数:3P
4.8
本文通过工程实例,介绍电解池组的阴阳两极采用大型铜母排组合焊接的制作施工技术,并对施工制作过程中铜材变形与温度等的有关特性参数的控制进行探讨。
东西关水电站铜母线焊接工艺 东西关水电站铜母线焊接工艺
格式:pdf
大小:301KB
页数:4P
4.4
介绍了东西关水电站电气铜母线的焊接特点、焊接工艺及焊接方法。通过在东西关水电站技术改造工程中对铜母线焊接工艺的引进、研究、改进,既圆满完成了东西关水电站双槽铜母线的焊接、更换任务,得到了业主方、监理方的认可,也提高了公司的焊接技术。

铜母线技术要求
格式:pdf
大小:9KB
页数:3P
4.6
1总则 1.1本技术要求提出了对动力母线本体及其附属货物的技术参数、性能、结构、试验等方面的技术要求。 1.2本技术要求所提出的技术指标是最低限度的技术要求,投标人应保证提供符合本技术条件书和相关的国际国内标准 的优质产品,所有提供的货物应遵照适用的最新版iec标准和中国gb标准,以及国际单位制(si)。对国家有关安全、环 保等强制性标准,必须满足其要求。投标人所提供的任何替代指标不低于本技术要求。 1.3本要求所使用的标准如遇与投标方所执行的标准不一致时,按较高标准执行。 2.技术标准与规范 投标人所提供封闭母线及其附件应依据以下(但不限于)标准和规范的最新版进行设计、制造和试验: a.国家标准(gb4208)《外壳防护等级(ip代码)》 b.国家标准(gb5585.1-2005)《电工用铜、铝及合金母线》 c.国家标准(gb6892-2000
铜母线电弧焊接的工艺措施研究 铜母线电弧焊接的工艺措施研究
格式:pdf
大小:86KB
页数:未知
4.4
铜母线tmy焊接是焊接的难点问题,铜母线是一个非常重要的导电结构件,形状复杂,数量多,焊缝强度、导电性能要求高,在工厂的实际条件下,要采用成本低的手弧焊来保证产品稳定的质量,必须采取一系列有效的工艺措施。
T2铜母线焊接性分析及其碳弧焊工艺相关
文辑推荐
知识推荐
百科推荐

职位:管道工程师
擅长专业:土建 安装 装饰 市政 园林


