

基于Solidworks的外六角冷镦螺钉工艺分析系统
格式:pdf
大小:162KB
页数:4P
人气 :84
 4.7
4.7
冷镦工艺可以提高材料利用率、生产率以及改善金属零件的机械性能。生产外六角螺钉的主要工艺是冷镦。构建了一个来源于实例的基于Solidworks的外六角冷镦螺钉的工艺分析系统,主要完成外六角螺钉工步设计,为设备选择与模具设计提供可靠的数据,缩短设计周期,减轻设计人员的工作量。


Solidworks的外六角冷镦螺钉工艺分析系统热门文档

 内六角螺钉断裂失效分析
内六角螺钉断裂失效分析 内六角螺钉断裂失效分析
格式:pdf
大小:480KB
页数:4P
4.8
ml40cr钢12.9级内六角螺钉在装配过程中发生断裂。对断口进行宏观和微观检验分析,结果表明:螺钉表面组织为回火屈氏体及回火索氏体+少量未溶铁素体,表面硬度平均值443.7hv0.3,断口附近氢质量分数为4.47×10-6,断裂源区及其余外缘均为沿晶断裂形貌,部分晶粒表面出现类似鸡爪纹或发纹特征,表现出氢致延迟断裂的特征,扩展区和终断区主要为沿晶和韧窝的混合断裂形貌。建议采用ml35crmo或42crmoa钢制造,改进原材料酸洗工艺;热处理前增加去鳞工序;改善热处理工艺以降低螺钉的抗拉强度和硬度值,增加驱氢工艺,并对该批次螺钉进行48h氢脆验证试验。
六角螺母冷镦成形工艺参数的确定及应用 六角螺母冷镦成形工艺参数的确定及应用
格式:pdf
大小:113KB
页数:未知
4.3
在四工位螺母冷镦机上镦制六角螺母,其生产效率高、表面质量好,是生产螺母的一种很好的生产方式。但与五工位螺母冷镦机相比,由于少了一个工位(即镦混六方工步),镦球后只能直接镦六角成形,且在第三工位、第四工位之间无夹钳翻转装置,不利于外六方及内外倒角的成形,因此在坯料的用料直径选择以及变形工艺参数计算等方面均需要进行适当调整才能满足零件变形要求。
Solidworks的外六角冷镦螺钉工艺分析系统精华文档
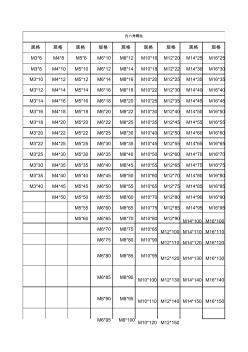
内六角螺钉常用长度
格式:pdf
大小:63KB
页数:4P
4.5
规格规格规格规格规格规格规格规格规格 m3*6m4*8m5*8m6*10m8*12m10*16m12*20m14*25m16*25 m3*8m4*10m5*10m6*12m8*14m10*18m12*22m14*30m16*30 m3*10m4*12m5*12m6*14m8*16m10*20m12*25m14*35m16*35 m3*12m4*14m5*14m6*16m8*18m10*22m12*30m14*40m16*40 m3*14m4*16m5*16m6*18m8*20m10*25m12*35m14*45m16*45 m3*16m4*18m5*18m6*20m8*22m10*30m12*40m14*50m16*50 m3*18m4*20m5*20m6*22m8*25
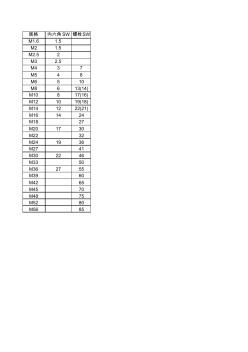
六角螺栓及内六角螺钉扳手开口尺寸
格式:pdf
大小:14KB
页数:1P
4.7
规格内六角sw螺栓sw m1.61.5 m21.5 m2.52 m32.5 m437 m548 m6510 m8613(14) m10817(16) m121019(18) m141222(21) m161424 m1827 m201730 m2232 m241936 m2741 m302246 m3350 m362755 m3960 m4265 m4570 m4875 m5280 m5685
DIN571六角头木螺钉
格式:pdf
大小:47KB
页数:3P
4.5
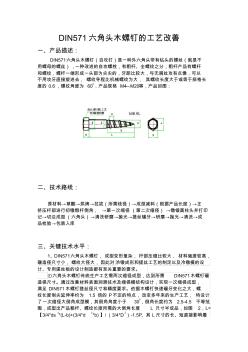
din571六角头木螺钉的工艺改善 一、产品描述: din571六角头木螺钉(自攻钉)是一种外六角头带有钻头的螺丝(就是不 用螺母的螺丝),一种改进的自攻螺栓,有粗杆、全螺纹之分,粗杆产品有螺杆 和螺纹,螺杆一端形成一头部为尖尖的,牙距比较大,与无屑丝攻有点像,可以 不用攻牙直接旋进去,螺纹导程比机械螺纹为大,其螺纹长度大于或等于规格长 度的0.6,螺纹角度为600,产品规格m4—m20等,产品如图: b d l b≥0.6l 由允许的冲压工艺 所形成的凹槽p s edads k 二、技术路线: 原材料→草酸→烘烤→拉拔(所需线径)→成型减料(根据产品长度)→正 挤压杆部进行初镦粗杆倒角,→第一次缩径(第二次缩径)→镦锻圆柱头并打印 记→切边成型(六角头)→清洗研磨→抛光→搓丝辗牙→研磨→抛光→清洗→成 品检验→包装入库 三、关键技术水平: 1、din571六角头木螺
Solidworks的外六角冷镦螺钉工艺分析系统最新文档

 日制单倒角六角螺母冷镦工艺和模具设计
日制单倒角六角螺母冷镦工艺和模具设计 日制单倒角六角螺母冷镦工艺和模具设计
格式:pdf
大小:136KB
页数:未知
4.8
国内厂家生产日制单倒角六角螺母,先采用圆钢镦球工艺即瓦氏镦锻法生产出加厚的双倒角螺母,再用车床车去一面倒角而成。此工艺生产工序复杂,材料利用率低,生产成本高,而且六角棱线清尖部分不易达到要求。
 硬质合金制造冷、热镦六角螺母凹模
硬质合金制造冷、热镦六角螺母凹模 硬质合金制造冷、热镦六角螺母凹模
格式:pdf
大小:171KB
页数:2P
4.3
目前我国紧固标准件产量较大、出口量激增,但模具供应的数量、质量和规格尚不能满足生产要求。在标准件生产中,模具的成本约占生产成本的12%,比国外高出1倍左右。我厂根据自制各种牌号高质量硬质合金,金刚石砂轮以及机加工装备的优势,研制成功硬质合金冷镦六角螺母凹模,六片组合硬质合金冷、热镦六角螺母凹模,以及硬质合金六角螺母勒光模具,其中包括尚未制订国
外六角头螺栓标准
格式:pdf
大小:101KB
页数:2P
4.7
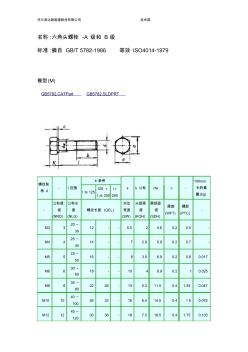
沃尔奔达新能源股份有限公司技术部 名称:六角头螺栓-a级和b级 标准:摘自gb/t5782-1986等效iso4014-1979 模型(m) gb5782.catpartgb5782.sldprt 螺纹规 格d -l范围 b参考 sk公称dwc- 100mm 长的重 量(kg)l≤125 125< l≤200 l> 200 - 公称直 径 (nnd) 公称长 度 (nlg) 螺纹长度(gel) 对边 宽度 (sw) 头部高 度 (koh) 肩部直 径 (sdh) 厚度 (wft) 螺距 (ptc) - m33 20~ 30 12--5.524.60.20.5- m44 25~ 40 14--72.85.90.20.7- m55 25~ 50 16

Solidworks的外六角冷镦螺钉工艺分析系统相关
文辑推荐
知识推荐
百科推荐


职位:建筑结构安装BIM工程师
擅长专业:土建 安装 装饰 市政 园林


