

SGBZ-0211钢筋闪光对焊技术交底
格式:pdf
大小:13KB
页数:9P
人气 :55
 4.8
4.8
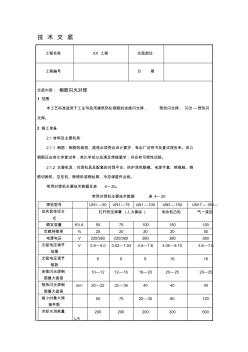
SGBZ-0211 钢筋闪光对焊技术交底 卓信科技创作 依据标准: 《建筑工程施工质量验收统一标准》 GB50300-2001 《钢筋 混凝土结构工程施工质量验收规范》 GB50204-2002 《钢筋焊接及验收 规程》 JGJ18-96 1、范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热闪光 焊、闪光—预热闪光焊。 2、施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复 试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并 应有可焊性试验。 2.1.2主要机具:对焊机及配套的对焊平台、 防护深色眼镜、 电焊手套、 绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表 4-20。 常用对焊机主要技术数据 表 4-20 2.2作业条件: 2.2.1焊工必须持有有效的考试



钢筋闪光对焊技术交底
技1-5 技术交底记录 年月日 工程名称 金水区琉璃寺城中村改造村民安置 工程7#楼 分部工程地基与基础 分项工程名称:钢筋闪光对焊 交底内容: 一、施工准备 1、材料及主要机具: (1)钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。 (2)主要机具:对焊机:un1-100及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、 钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 二、作业条件: (1)焊工必须持有有效的考试合格证。 (2)对焊机及配套装置、冷却水、压缩空气等应符合要求。 (3)电源应符合要求,当电源电压下降大于5%,小于8%时,应采取适当提高焊接变压器 级数的措施;大于8%时,不得进行焊接。 (3)场地应有安全防护设施,防火和必要的通风措施,防止发生烧伤、触电及火灾等事故。 (4)熟悉料单,弄清接头位置,做
钢筋闪光对焊技术交底
表c1-3技术交底记录 工程名称交底部位 工程编号日期 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有 化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、 空压机、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方 式 杠杆挤压弹簧(人力操纵)电动机凸轮气
编辑推荐下载
钢筋闪光对焊技术交底记录1
格式:pdf
大小:64KB
页数:5P
4.7
技术交底记录 鲁jj-005 工程名称 开发区季翔花园(c-19)小区二期 36#会所及1#地下车库施工单位烟台市红旗置业有限公司 交底部位基础、主体工序名称钢筋闪光对焊工程 交底提要:钢筋闪光对焊的相关材料、机具准备、质量要求及施工工艺。 交底内容: 一、施工准备 1.1材料及主要机具: 1.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应 有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 1.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、 空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4-20 焊机型号un1?0un1?5un1?00un2?50un17?50? 动夹具传动方式杠杆挤压弹簧(人力操纵)电动机凸轮气椧貉?
钢筋闪光对焊技术交底12
格式:pdf
大小:140KB
页数:6P
4.3
广西建工集团第二建筑工程有限责任公司 技术交底的内容:(1)分部分项工程概况及图纸的特殊要求(2)施工准备(3)操作方法(4)质量验收标准(5)注意事项 技术交底单 施工单位:广西建工集团第二建筑工程有限责任公司填发日期:2005年月日kj-186 建设单位钦州市第一人民医院单位工程名称传染病房区 工程部位钢筋闪光对焊接受交底人 交 底 内 容 一、工程概况 该建筑物为3层框架结构,地上3层,局部地下1层,总建筑面积3830㎡,建筑抗震 设防为丙类,框架抗震等级为四级。钢筋闪光对焊主要用于φ14以上的梁通长钢筋 的焊接. 二、施工准备 2.1主要材料 钢筋:需要进行连接的ⅰ~ⅲ级热轧钢筋,应有出厂合格证书并经现场抽样检验合格, 性能指标应符合有关规范的规定,ⅰ~ⅲ级钢筋直径10
SGBZ-0211钢筋闪光对焊技术交底热门文档
钢筋闪光对焊隙焊技术交底
格式:pdf
大小:52KB
页数:4P
4.7
技术交底记录 工程名称人居.锦尚天华工程交底名称钢筋闪光对焊 编号日期 一、范围 本交底内容适用于热轧钢筋的连续闪光焊、预热闪光焊、闪光一预热闪光焊。 二、施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口 钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋 切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 2.2作业条件: 2.2.1焊工必须持有有效的考试合格证。 2.2.2对焊机及配套装置、冷却水、压缩空气等应符合要求。 2.2.3电源应符合要求,当电源电压下降大于5%,小于8%时,应采取适当提高焊接变 压器级数的措施;大
技术交底记录-钢筋闪光对焊
格式:pdf
大小:16KB
页数:1P
4.6
技术交底记录 工程名称帝景花苑?雅惠苑36号住宅楼施工单位青海紫恒建设工程有限公司 交底部位桩基工序名称钢筋闪光对焊交底日期2013年月日 交底内容: 一、工程概况 帝景花苑?雅惠苑36号住宅楼工程灌注桩共计110根,桩基均采用c35砼灌注桩,桩基钢筋笼主筋采用 hrb33516,采用闪光对焊连接。 二、施工准备 1、材料准备:钢筋的级别、直径必须符合设计要求,有出厂合格证和复试报告。 2、机械准备:对焊机及配套对焊平台、切断机、个人防护用品等。 3、施工准备 (1)焊工持证上岗。 (2)作业场地应有安全防护措施,防火和必要的通风措施。 (3)熟悉翻样单,弄清接头位置,做好技术交底。 三、施工工艺 116,采用闪光对焊。 2、焊接参数的选择:焊机容量,80kv·a;调伸长度、烧化留量、有电顶锻留量、无电顶锻留量由试焊 情况具体确定。 3、检查

 某工程钢筋闪光对焊技术交底
某工程钢筋闪光对焊技术交底 某工程钢筋闪光对焊技术交底
格式:docx
大小:44KB
页数:未知
3
某工程钢筋闪光对焊技术交底——交底内容: 钢筋电渣压力焊 1范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径14~40mm的ⅰ~ⅱ级竖向或斜向(倾斜度4∶1范围内)钢筋的连接。 2施工准备 2.1材料及主要机具: 2.1...
钢筋闪光对焊j技术交底
格式:pdf
大小:8KB
页数:4P
4.4
钢筋闪光对焊施工 一、施工准备: 筏板基础内直径为25mm的钢筋接头全部采用闪光对焊。在每批钢 筋正式焊接前,应进行现象条件下的焊接性能试验,合格后方能正式 生产。 1、材料 (1)钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书 及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接 要求,并应有可焊性试验。 (2)主要机具:un2-150型对焊机及配套的对焊平台、防护深 色眼镜、电焊手套、绝缘鞋、钢筋切断机、水源、除锈机或钢丝刷。 2作业条件 (1)焊工要持证上岗并具有长期施焊实际经验,操作技能和工艺 撑握娴熟。 (2)对焊机及配套装置、冷却水、压缩空气等应符合要求。 (3)进行闪光对焊时应随时观察电源电压的波动情况,当电源电 压下降大于5%,小于8%时,应采取提高焊接变压器级数的措施;当 大于或等于8%时,不得进行焊接。 (4)作业场地应安全防护设
钢筋闪光对焊交底卡
格式:pdf
大小:146KB
页数:12P
4.4
1 钢筋闪光对焊分项工程质量技术交底卡 gd2301003 施工单位广东省广弘华侨建设投资集团有限公司班 工程名称 广佛新世界都市综合体乡村俱乐部项 目 分部工程基础与主体 交底部位地下负一层至屋面日期2012年1月28日 交 底 内 容 施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及 复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并 应有可焊性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手 套、绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业 线。 常用对焊机主要技术数据见表4-20。 专业技术负责人:交底人:接受人: 2 钢筋闪光对焊
SGBZ-0211钢筋闪光对焊技术交底精华文档
钢筋闪光对焊技巧交底
格式:pdf
大小:90KB
页数:6P
4.7
技术交底 工程名称xx工程交底部位 工程编号日期 交底内容:钢筋闪光对焊 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预热闪 光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口 钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢 筋切断机、空压机、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150— 动夹具传动方 式 杠杆挤压弹簧(人力操纵)电动机凸轮气一液压 额定容量kva507510
某工程钢筋闪光对焊技术交底 某工程钢筋闪光对焊技术交底
格式:docx
大小:25KB
页数:未知
3
某工程钢筋闪光对焊技术交底——交底内容: 钢筋闪光对焊 1范围 适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂...
2-2钢筋闪光对焊技术交底
格式:pdf
大小:80KB
页数:4P
4.6
中交一公局第一工程有限公司xx制梁场 闪光对焊技术交底 编制:___________ 复核:___________ 批准:___________ 20xx年xx月xx日 闪光对焊技术交底(三级) 技术交底记录编号预-技-002-2 工程名称32/24米箱梁预制交底日期 施工单位中交一公局xx制梁场分项工程名称钢筋工程 交底提要闪光对焊技术交底接受班组制梁作业队钢筋班 工程 概况 中交一公局第一工程有限公司xx制梁场中心设在dk76+500线路左侧,位于 xx市xx村境内,占地约170亩,共设有制梁台座6个,存梁台座44个,静载检 测台座1个,喂梁台座1个。xx制梁场承担着dk55+000~dk99+000段内25座桥 梁329孔(其中标准32m箱梁306孔,标准24m箱梁21孔,低高
钢筋闪光对焊技术交底 (3)
格式:pdf
大小:89KB
页数:6P
4.4
昆明轨道交通工程 承包单位:中铁二十三局集团有限公司合同号:kmgd-sq-sg-0049-10 监理单位:华铁工程咨询有限责任公司编号: 技术交底记录a3.12 工程名称中铁二十三局集团昆明轨道交通首期工程土建十六标 交底部位高架区间、明挖区间、车站主体、路基段工序名称钢筋闪光对焊 交底提要: 1、严格按照设计图纸施工。 2、安全保证措施要齐备。 交底内容: 一、适用范围 本交底适用于昆明地铁16标全标段实体结构(高架区间、明挖区间、车站主体、 路基段)的钢筋闪光对焊。 2施工准备 1、材料及主要机具: (1)、钢筋:钢筋的级别为hpb235及hrb335、直径小于φ25,钢筋强度必须符合 设计要求,有出厂证明书及复试报告单。进口钢筋还应有化学复试单,其化学成分应 满足焊接要求,并应有可焊性试验。 (2)、主要机具:对焊机及
钢筋闪光对焊技术交底 (4)
格式:pdf
大小:29KB
页数:3P
4.5
技术交底记录 编号:004 工程名称福建炼油聚乙烯项目炼油包三施工单位兰州远腾建筑工程公司 交底部位基础、设备构架工序名称钢筋闪光对焊 交底提要:钢筋焊接的相关材料、机具准备、质量标准及施工工艺 交底内容: 钢筋闪光对焊 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进 口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢 筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 2.2作业条件: 2.2.1焊工必须持有有效的考试合格证。 2.2.2对焊机及配套装置、冷却水、压缩空气等应符合要求。 2.2.3电源应符合要求
SGBZ-0211钢筋闪光对焊技术交底最新文档
水平钢筋闪光对焊—技术交底
格式:pdf
大小:90KB
页数:7P
4.3
钢筋闪光对焊技术交底 1 工程名称颐和京都(一期)交底部位钢筋闪光对焊 工程编号日期2008-11-05 钢筋闪光对焊 交底内容: 一、交底范围 本技术交底适用于热轧钢筋的连续闪光焊、预热闪光焊、闪光一预热闪光焊。 二、施工准备 (一)材料及主要机具: 1、钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋 还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2、主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断 机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表1。 常用对焊机主要技术数据表1 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方式杠杆挤压弹簧(人力操纵)电动机凸轮气—液压 额定容量k
钢筋闪光对焊技术交底记录
格式:pdf
大小:96KB
页数:9P
4.3
技术交底记录 编号: 工程名称广电中心施工部位钢筋闪光对焊焊接技术 施工图号施工班组日期2002-05-14 为改善结构受力性能,减轻劳动强度,提高工效和质量,加快施工进度, 节约钢材,降低成本,用于本工程梁、板(墙)的所有钢筋均可采用闪光对 焊焊接,特对钢筋班组及焊工人员的要求如下: 一、材料要求 本工程的钢筋必须具有出厂合格证,复试合格后才能进行施工或焊接, 原则上用于本工程的ⅱ级钢材采用闪光对焊连接技术,若进行其它类型的钢 筋焊接,需提前向项目部申请。 二、主要机具设备 依据现场施工条件,本工程采用uni-100型号的对焊机。具体操作方法 或注意事项可参考产品使用说明书。 三、作业条件 1、对焊机检修完好,对焊机容量、电压等符合要求并符合安全规定。 2、电源已具备,电流、电压符合对焊要求。 3、钢筋焊接部位经处理,表面平整、清洁,无油物、杂质等。
某工程钢筋闪光对焊技术交底 某工程钢筋闪光对焊技术交底
格式:docx
大小:20KB
页数:未知
3
某工程钢筋闪光对焊技术交底——1.1本交底适用于工业与民用建筑热轧钢筋的连续闪光焊、预热闪光焊、闪光一预热闪光焊。2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有化学复试单,其化学...
钢筋闪光对焊技术交底 (2)
格式:pdf
大小:157KB
页数:6P
4.8
sg-006 技术交底 sn:技术交底建龙软件打印(批准文号:川建发[2002]280号)四川省建设厅监制 工程名称 宝兴县大溪乡灾后重建罗家坝 新村聚居点工程 建设单位罗家坝自建委 监理单位 四川鼎立建设项目管理有限公 司 施工单位 青海省工达建筑工程总承包有限 公司 交底部位基础、主体交底日期 交底人签字接收人签字 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应 有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、 空压机、除锈机或钢丝刷、
钢筋闪光对焊技术交底(主体)
格式:pdf
大小:48KB
页数:5P
4.5
钢筋电渣压力焊安全技术交底 施工单位河南新隆建设工程有限公司 工程名称田园新城分部工程 交底部位日期年月日 (-)施工准备 1.材料 (1)钢筋:应有出厂合格证,试验报告性能指标应符合有关标准或规 范的规定。钢筋的验收和加工,应按有关的规定进行。 (2)电渣压力焊焊接使用的钢筋端头应平直、干净,不得有马蹄形、 压扁、凹凸不平、弯曲歪扭等严重变形。如有严重变形时应用手提切割机切割或 用气焊切割、矫正,以保证钢筋端面垂直于轴线。钢筋端部200mm范围不应有锈 蚀、油污、混凝士浆等污染,受污染的钢筋应清理干净后才能进行电渣压力焊焊 接。处理钢筋时应在当天进行,防止处理后再生锈。 (3)电渣压力焊焊剂:须有出厂合格证,化学性能指标应符合有关规 定。在使用前,须经恒温250℃烘焙1~2小时。焊剂回收重复使用时,应除去熔 渣和杂物并经干燥,一般采用431焊

钢筋闪光对焊技术交底记录
格式:pdf
大小:20KB
页数:2P
4.5
技术交底记录 年月日第1页共2页 工地名称高淳县高级中学单位工程名称扩建工程高中楼门厅分部项名称钢筋闪光对焊 设计要求:直筋大于等于22的钢筋应采用焊接接头。 一、施工准备和作业条件: 1、钢材:各种钢材必须有合格证和复验合格报告。 2、对焊机:性能符合要求,安装稳固,水、电接通正常,棚房搭改完。 3、钢筋翻样已完并已经技术核定。 4、下料已定,表面的油污和锈已处理,端部的扭曲,变形,弯折已矫正或切除。 5、各种规格钢筋的试焊,经检验合格。 6、作业人员有上岗证。 二、施工操作: 1、焊接时应调整好焊机的电压,电压降达8%时,应停止工作。 2、将要对焊的钢筋,顺直的放在工作台上,并大致顺直,装入焊机钳口内。 3、烧化留量,预热留量及切口时刀口的压伤部分留量之和宜控制在15—20mm之间。 4、夹紧钢筋时,应使两根钢筋的端口凸出部分相接触,以利均匀加
梁钢筋闪光对焊技术交底
格式:pdf
大小:28KB
页数:2P
4.7
技术交底记录 鲁jj-005 工程名称尚城·国际二期f楼施工单位威建五公司 交底部位基础梁工序名称基础梁闪光对焊焊接 交底提要:基础梁闪光对焊焊接材料要求、机具准备、施工工艺、质量要求、技术保证措施、 成品保护措施及环境安全技术保障措施等 交底内容: 一、工程概况 本工程为尚城·国际二期f楼基础工程,基础梁闪光对焊焊接,基础梁钢筋采用hrb400 三级钢,钢筋直径主要为22㎜。 二、施工准备 1.作业条件 1)对焊机检修完好,对焊机容量、电压,符合要求并符合安全规定。 2)电源已具备,电流、电压符合对焊要求。 3)钢筋焊接部位经清理,表面平整、清洁,无油污、杂质等。 2.材料要求 钢筋有出厂合格证,进场后经物理性能检验符合有关标准和规范的要求。 2.施工机具 型号为un1-100a对焊机一台。 三、工艺流程及操作要点 钢筋下料→焊接部位清理→钢筋放入夹具内
钢筋闪光对焊
格式:pdf
大小:13KB
页数:8P
4.8
钢筋闪光对焊 1.1本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预 热闪光焊、闪光一预热闪光焊。2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明 书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊 接要求,并应有可焊性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电 焊手套、绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷 拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数据 表4-20 焊机型号un1?0un1?5un1?00un2?50un17?50? 动夹具传动方式杠杆挤压弹簧(人力操纵)电动机凸轮气椧 貉? 额定容量kva5075100150150 负载持续率%2520202050 电源电压v220/
钢筋闪光对焊
格式:pdf
大小:58KB
页数:7P
4.5
1 钢筋闪光对焊 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热闪光焊、闪 光一预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试 报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊 性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、 绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数据 表4-20 焊机型号un1— 50 un1—75un1— 100 un2—150un17—150 —1 动夹具传动方式杠杆挤压弹簧(人力操纵)电动机凸轮气—液压 额定容量kva50751001
014钢筋闪光对焊
格式:pdf
大小:42KB
页数:5P
4.5
钢筋闪光对焊 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热闪光焊、闪光一预热闪 光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进 口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢 筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数据表4-20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方式杠杆挤压弹簧(人力操纵)电动机凸轮气—液压 额定容量kva5075100150150 负载持续率%252
SGBZ-0211钢筋闪光对焊技术交底相关
文辑推荐
知识推荐
百科推荐


职位:二级建造师项目经理(市政专业)
擅长专业:土建 安装 装饰 市政 园林


