




 大型球墨铸铁磨盘铸件的铸造工艺
大型球墨铸铁磨盘铸件的铸造工艺 大型球墨铸铁磨盘铸件的铸造工艺
通过采用优质铁液、选取合适的分型面、设计合理的浇注系统、冷铁、安放足够大的保温冒口和上表面加大加工余量等措施,生产出16.8t的合格大型球墨铸铁件。
特大型球墨铸铁磨盘的铸造工艺 特大型球墨铸铁磨盘的铸造工艺
介绍了特大型球墨铸铁磨盘的研制过程,详细阐述了其分型面、浇注系统、浇注温度、冷铁、工艺参数等的选择与设定,并给出了磨盘铸件的化学成分控制范围及球化孕育处理方法。采用底注式浇注系统,并使用高刚度砂箱,提高铸型刚度,利用球墨铸铁石墨化膨胀进行自补缩,试制铸件进行各项检测结果,质量全面达到客户要求。
编辑推荐下载

球墨铸铁铸造工艺
格式:pdf
大小:66KB
页数:4P
 4.5
4.5
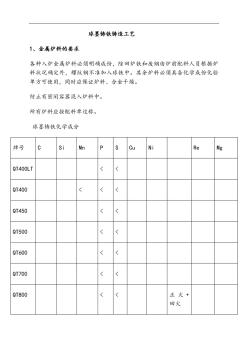
球墨铸铁铸造工艺 1、金属炉料的要求 1.1各种入炉金属炉料必须明确成份,除回炉铁和废钢由炉前配料人员根据炉料状况确定外,螺纹 钢不准加入球铁中。其余炉料必须具备化学成份化验单方可使用,同时应保证炉料、合金干燥。 1.2防止有密闭容器混入炉料中。 1.3所有炉料应按配料单过称。 2.1球墨铸铁化学成分 牌号csimnpscuniremg qt400lt3.7/3.82.0/2.150.1/0.15<0.1<0.020.02/0.030.05/0.06 qt4003.55/3.752.5/2.7<0.3<0.1<0.020.03/0.060.03/0.06 qt4503.55/3.752.5/2.70.3/0.45<0.1<0.020.02/0.050.03/0.07 qt5003.55/3.752.4/2.55
QT700-2型球墨铸铁的铸造工艺分析热门文档

球墨铸铁铸造工艺(1)
格式:pdf
大小:66KB
页数:4P
4.7
球墨铸铁铸造工艺 1、金属炉料的要求 1.1各种入炉金属炉料必须明确成份,除回炉铁和废钢由炉前配料人员根据炉料状况确定外,螺纹 钢不准加入球铁中。其余炉料必须具备化学成份化验单方可使用,同时应保证炉料、合金干燥。 1.2防止有密闭容器混入炉料中。 1.3所有炉料应按配料单过称。 2.1球墨铸铁化学成分 牌号csimnpscuniremg qt400lt3.7/3.82.0/2.150.1/0.15<0.1<0.020.02/0.030.05/0.06 qt4003.55/3.752.5/2.7<0.3<0.1<0.020.03/0.060.03/0.06 qt4503.55/3.752.5/2.70.3/0.45<0.1<0.020.02/0.050.03/0.07 qt5003.55/3.752.4/2.55
球墨铸铁铸造工艺(20200927190851)
格式:pdf
大小:66KB
页数:4P
4.4
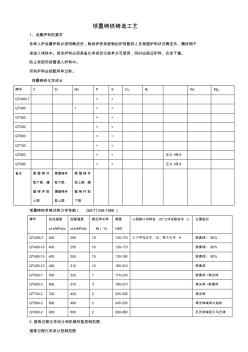
球墨铸铁铸造工艺 1、金属炉料的要求 各种入炉金属炉料必须明确成份,除回炉铁和废钢由炉前配料人员根据炉料状况确定外,螺纹钢不 准加入球铁中。其余炉料必须具备化学成份化验单方可使用,同时应保证炉料、合金干燥。 防止有密闭容器混入炉料中。 所有炉料应按配料单过称。 球墨铸铁化学成分 牌号csimnpscuniremg qt400lt<< qt400<<< qt450<< qt500<< qt600<< qt700<< qt800<<正火+回火 qt900<<正火+回火 备注厚壁铸件 取下限,薄 壁铸件取 上限 厚壁铸件 取下限, 薄壁铸件 取上限 厚壁铸件 取上限,薄 壁铸件取 下限 球墨铸铁单铸试样力学性能(gb/t1348-1988) 牌号抗拉强度 σb/mpa≥ 屈服强度 σb/
奥氏体球墨铸铁轴类铸件的铸造工艺 奥氏体球墨铸铁轴类铸件的铸造工艺
格式:pdf
大小:364KB
页数:4P
4.5
介绍了低si高ni奥氏体球墨铸铁轴类铸件的铸造工艺,包括化学成分、炉料配比、球化剂、孕育及热处理工艺的选择。通过加入微量sb消除了厚大件的碎块状石墨;选用冒口补缩并采用冷铁防止了缩孔缩松;采用铁液高温出炉、快速浇注的方法,消除了皮下气孔缺陷;等,得到了质量合格的出口铸件
大型球墨铸铁件铸造工艺的优化设计 大型球墨铸铁件铸造工艺的优化设计
格式:pdf
大小:319KB
页数:5P
4.6
简述了目前砂型铸造大型球墨铸铁件生产实践中一些传统铸造工艺存在的不足;介绍和探讨了大型球墨铸铁件铸造工艺的优化设计:应优先选用分层进液浇注系统型式、合理确定浇注系统的有效浇注时间及其最小截面积,有效过滤铁液,优先选用冒口的形式,应用适宜的冷铁,合理确定浇注工艺的一些重要工艺参数等。
QT700-2型球墨铸铁的铸造工艺分析精华文档
GF线用大型球墨铸铁砂箱的铸造工艺 GF线用大型球墨铸铁砂箱的铸造工艺
格式:pdf
大小:2.8MB
页数:8P
4.7
介绍了大型复杂球墨铸铁砂箱的铸造工艺。针对该铸件容易产生的缩孔、缩松、断芯及气孔缺陷采取了如下措施:(1)在铸件顶部设置多个热冒口,实现多点进铁补缩;(2)提高砂型和砂芯刚度;(3)使用冷铁,选择合理的浇注温度;(4)采用螺纹钢筋芯骨,提高侧面砂芯的刚度,并使用马鞍形组合芯撑防止砂芯变形;(5)砂箱内腔大砂芯采用钢板内衬,提高砂芯刚度,减少芯砂用量,从而减少发气量,并通过在钢板上钻排气眼,改善砂芯和型腔排气。生产结果表明,上述铸造缺陷均已消除。
球墨铸铁铸造工艺(1)(20200927190916)
格式:pdf
大小:68KB
页数:4P
4.8
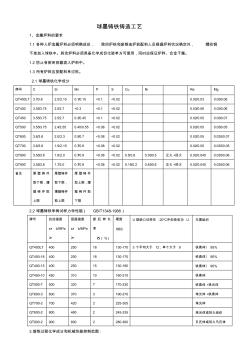
球墨铸铁铸造工艺 1、金属炉料的要求 1.1各种入炉金属炉料必须明确成份,除回炉铁和废钢由炉前配料人员根据炉料状况确定外,螺纹钢 不准加入球铁中。其余炉料必须具备化学成份化验单方可使用,同时应保证炉料、合金干燥。 1.2防止有密闭容器混入炉料中。 1.3所有炉料应按配料单过称。 2.1球墨铸铁化学成分 牌号csimnpscuniremg qt400lt3.7/3.82.0/2.150.1/0.15<0.1<0.020.02/0.030.05/0.06 qt4003.55/3.752.5/2.7<0.3<0.1<0.020.03/0.060.03/0.06 qt4503.55/3.752.5/2.70.3/0.45<0.1<0.020.02/0.050.03/0.07 qt5003.55/3.752.4/2.550
大型灰铸铁、球墨铸铁铸件铸造工艺设计规范的探讨
格式:pdf
大小:1.7MB
页数:7P
4.5
大型灰铸铁、球墨铸铁铸件铸造工艺设计规范的探讨 作者:任传真 作者单位:济南圣泉集团股份有限公司,山东济南250204 本文链接:http://d.g.wanfangdata.com.cn/conference_7554814.aspx
HX_D1C型机车牵引电机球墨铸铁端盖铸造工艺研究 HX_D1C型机车牵引电机球墨铸铁端盖铸造工艺研究
格式:pdf
大小:183KB
页数:2P
4.7
介绍了hxd1c型机车牵引电机球铁端盖的结构特点。通过采用封闭式浇注系统、增加第二层内浇道,以及冒口配合冷铁的方式,从而有效的解决了铸件存在的夹渣、冷隔、缩松等缺陷,获得了较好的技术经济效益。

QT500-7球墨铸铁
格式:pdf
大小:12KB
页数:1P
4.5
qt500-7球墨铸铁 材料名称:球墨铸铁 牌号:qt500-7 标准:gb1348-2009 ●特性及适用范围: 为铁素体型球墨铸铁,强度与韧性中等,被切削性尚好。低温时,韧性向脆 性转变,但低温冲击值较高,且有一定抗温度急变性和耐蚀性。用途广泛,用于 内燃机的机油泵齿轮,汽轮机中温气缸隔板,水轮机的阀门体,铁路机车车辆轴 瓦,机器座架传动轴等。 ●化学成份: 碳c:3.55~3.85 硅si:2.34~2.86 锰mn:<0.6 硫s:<0.025 磷p:<0.08 镁mg:0.02~0.04 稀土含量re:0.03~0.05 ●力学性能: 抗拉强度σb(mpa):≥500 条件屈服强度σ0.2(mpa):≥320 伸长率δ(%):≥7 硬度:170~230hb ●热处理规范及金相组织: 热处理规范:(由供方定,以下为
QT700-2型球墨铸铁的铸造工艺分析最新文档
球墨铸铁件飞轮壳的铸造工艺设计和改进 球墨铸铁件飞轮壳的铸造工艺设计和改进
格式:pdf
大小:266KB
页数:2P
4.4
介绍了某型国产化柴油机高韧性球墨铸铁件飞轮壳的铸造工艺设计和工艺改进。生产表明,飞轮壳的表面和内在质量得到提高,满足了国产化柴油机的需要。
高强度球墨铸铁活塞环的铸造工艺方法综述 高强度球墨铸铁活塞环的铸造工艺方法综述
格式:pdf
大小:517KB
页数:4P
4.7
本文介绍了高强度球墨铸铁活塞环的单片、双片和筒体毛坯的铸造工艺方法,对各种铸造工艺方法及今后的发展方向进行了分析比较和探讨。
球墨铸铁固定座的消失模铸造工艺 球墨铸铁固定座的消失模铸造工艺
格式:pdf
大小:33KB
页数:2P
4.5
总结了消失模铸造球墨铸铁固定座铸件的研制经验,提出了消失模铸造球墨铸铁qt500-8铸件控制的造型工艺、铸造工艺、化学成分和熔炼工艺等主要工艺参数。经金相组织和力学性能检验,达到用户质量要求。
 挖掘机液控阀球墨铸铁阀体的铸造工艺
挖掘机液控阀球墨铸铁阀体的铸造工艺 挖掘机液控阀球墨铸铁阀体的铸造工艺
格式:pdf
大小:417KB
页数:4P
4.5
介绍了阀体铸件的结构特点以及铸造收缩率、浇注系统、砂芯和砂型制作、熔炼、浇注等工艺设计。试制结果表明,得到了微观组织、力学性能和收缩率合格的铸件,并针对试制铸件出现的漂芯、变形、麻坑等缺陷,给出了相应的解决措施。
QT700-2型球墨铸铁的铸造工艺分析 QT700-2型球墨铸铁的铸造工艺分析
格式:pdf
大小:109KB
页数:1P
4.5
球墨铸铁具有强度高、韧性好、耐磨、减震和对缺口不敏感等优点,因此被广泛应用于工业领域。大量的减速机壳体材料都采用球墨铸铁,球墨铸铁的铸造工艺对减速机壳体强度和稳定性至关重。本文详细介绍了减速机壳体材料qt700-2的熔炼及球化和孕育处理过程。
特大型球墨铸铁磨盘的铸造工艺 特大型球墨铸铁磨盘的铸造工艺
格式:pdf
大小:249KB
页数:3P
4.7
分别从铸型工艺、浇注系统、冷铁方案、冒口的设计、浇注工艺与产品的试制等方面,介绍了厚断面特大型球墨铸铁磨盘的试制过程。通过理论值计算与magma软件模拟完善了铸造工艺,降低产品的开发风险,从而成功试制了特大型球墨铸铁磨盘。
球墨铸铁机体无冒口铸造工艺 球墨铸铁机体无冒口铸造工艺
格式:pdf
大小:186KB
页数:1P
4.5
620系列v8、v12、v16柴油机是河南柴油机重工有限公司引进德国mwm公司的大功率柴油机,其机体材质为qt500—7,呋喃树脂砂造型、制芯,浇注重量1400~2800kg,在实现无冒口铸造之前的工艺如图1所示。虽然自生产以来工艺不断改进,但以v12为例,浇注重量1850kg,外形冷铁需42块,陶瓷过滤片14片,冒口14个,在侧面
QT700-2型球墨铸铁的铸造工艺分析相关
文辑推荐
知识推荐
百科推荐


职位:消防施工团队
擅长专业:土建 安装 装饰 市政 园林


