




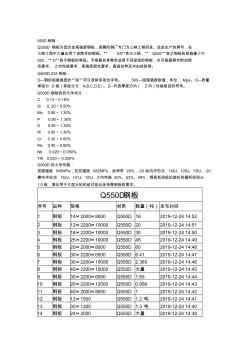
Q550D钢板规格,Q550钢板化学成分
550d钢板: q550d钢板为低合金高强度钢板,是舞阳钢厂专门为三峡工程研发、改进生产的牌号,在 三峡工程中大量应用了该牌号的钢板。“sx”表示三峡,“q550”表示钢板的屈服最小为 550,“d”表示钢板的等级。可根据自身需求选择不同级别的钢板,也可根据需求附加探 伤要求、z向性能要求、高强度韧性要求、高温拉伸及冲击检验等。 q500d-z35钢板: q—钢的屈服强度的“屈”字汉语拼音首位字母。500—屈服强度数值,单位mpa。d—质量 等级为d级(等级分为a,b,c,d,e)。z—代表厚度方向(z向)性能级别的符号。 q500d钢板的的化学成分: c0.13~0.18% si0.20~0.50% mn0.90~1.30% p0.90~1.30% s0.90~1.30% ni0.90~1.30% cr0.30~0.60% mo0
编辑推荐下载
Q钢板焊接工艺
格式:pdf
大小:26KB
页数:3P
 4.7
4.7
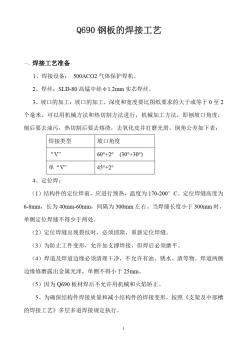
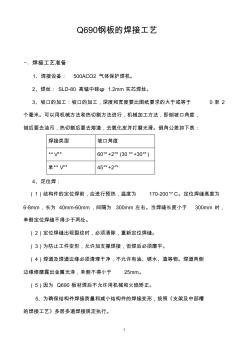
1 q690钢板的焊接工艺 一、焊接工艺准备 1、焊接设备:500aco2气体保护焊机。 2、焊丝:sld-80高锰中硅φ1.2mm实芯焊丝。 3、坡口的加工:坡口的加工,深度和宽度要比图纸要求的大于或等于0至2 个毫米。可以用机械方法和热切割方法进行,机械加工方法,即刨坡口角度, 刨后要去油污,热切割后要去熔渣,去氧化皮并打磨光滑。倒角公差如下表: 焊接类型坡口角度 “v”60°+2°(30°+30°) 单“v”45°+2° 4、定位焊: (1)结构件的定位焊前,应进行预热,温度为170-200°c。定位焊缝高度为 6-8mm,长为40mm-60mm,间隔为300mm左右。当焊缝长度小于300mm时, 单侧定位焊缝不得少于两处。 (2)定位焊缝出现裂纹时,必须清除,重新定位焊缝。 (3)为防止工件变形,允许加支撑焊接,但焊后必须磨平。 (4)

Q235B钢板焊接工艺评定
格式:pdf
大小:563KB
页数:39P
4.6
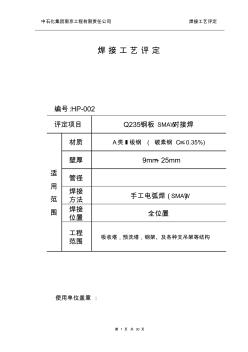
---------------------考试---------------------------学资学习网---------------------押题------------------------------ 焊接工艺评定 编号:hp-002 评定项目 适 用 范 围 材质 壁厚 管径 焊接 方法 焊接 位置 工程 范围 吸 收 塔, 预 洗 塔, 钢 架、 及 各 种 支 吊 架 等 结 构 q23钢对接sma类ⅰ级碳素0.35%)9m25mm) 手工电弧sma全位 使用单位盖章: 焊接工艺评定任务书 rw-06-02 编号: 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母材牌号q235b类级号a类ⅰ级 规格12mm:δ 焊接 材料 号型
Q550钢板焊接工艺分析热门文档
Q235B钢板焊接工艺评定
格式:pdf
大小:510KB
页数:30P
4.6
中石化集团南京工程有限责任公司焊接工艺评定 第1页共30页 焊接工艺评定 编号:hp-002 评定项目q235钢板smaw对接焊 适 用 范 围 材质a类ⅰ级钢(碳素钢c≤0.35%) 壁厚9mm~25mm 管径 焊接 方法手工电弧焊(smaw) 焊接 位置 全位置 工程 范围 吸收塔,预洗塔,钢架、及各种支吊架等结构 使用单位盖章: 中石化集团南京工程有限责任公司焊接工艺评定 第2页共30页 焊接工艺评定任务书 编号:rw-06-02 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌号q235b类级号a类ⅰ级 规格δ:12mm 焊 接 材 料 型(牌)号e4303规格ф3.2/4.0 焊剂/保护气/
镀锌钢板焊接工艺研究
格式:pdf
大小:45KB
页数:5P
4.7
镀锌钢板焊接工艺研究 1.镀锌钢电弧焊 锌层的存在给镀锌钢的焊接带来了一定困难,主要的问题有:焊接裂纹及气孔的敏感性 增大、锌的蒸发及烟尘、氧化物夹渣及镀锌层熔化及破坏。其中焊接裂纹、气孔和夹渣是最 主要的问题。 1.1焊接性 (1)裂纹 在焊接过程中,熔化的锌浮在熔池的表面或位于焊缝根部。由于锌的熔点远远低于铁, 熔池中的铁首先结晶,液态锌会沿着钢的晶界渗入其中,导致晶间结合变弱。而且锌与铁之 间易形成金属间脆性化合物fe3zn10和fezn10,进一步降低了焊缝金属的塑性。因此在焊接残 余应力的作用下易沿晶界裂开,形成裂纹。 1)影响裂纹敏感性的因素 ①锌层的厚度镀锌钢的锌层较薄,裂纹敏感性小,而热镀锌钢的锌层较厚,裂纹敏 感性较大。 ②工件厚度厚度越大,焊接拘束应力越大,裂纹敏感性越大。 ③坡口间隙间隙越大,裂纹敏感性越大。 ④焊接方法用
QB钢板焊接工艺评定
格式:pdf
大小:539KB
页数:33P
4.4
1/33 焊接工艺评定 编号:hp-002 评定项目q235钢板smaw对接焊 适 用 范 围 材质a类ⅰ级钢(碳素钢c≤0.35%) 壁厚9mm~25mm 管径 焊接 方法手工电弧焊(smaw) 焊接 位置 全位置 工程 范围 吸收塔,预洗塔,钢架、及各种支吊架等结构 使用单位盖章: 2/33 焊接工艺评定任务书 编号:rw-06-02 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌号q235b类级号a类ⅰ级 规格δ:12mm 焊 接 材 料 型(牌)号e4303规格ф3.2/4.0 焊剂/保护气/ 焊接接头的基本要求焊缝表面过度圆滑,跟部透度适中 机械性 能要求 抗拉强度 (mpa) 屈服强度 (mpa)
镀锌钢板焊接工艺
格式:pdf
大小:46KB
页数:4P
4.8
镀锌钢板焊接工艺研究 1.镀锌钢电弧焊 锌层的存在给镀锌钢的焊接带来了一定困难,主要的问题有:焊接裂纹及气孔的敏感性 增大、锌的蒸发及烟尘、氧化物夹渣及镀锌层熔化及破坏。其中焊接裂纹、气孔和夹渣是最 主要的问题。 1.1焊接性 (1)裂纹 在焊接过程中,熔化的锌浮在熔池的表面或位于焊缝根部。由于锌的熔点远远低于铁, 熔池中的铁首先结晶,液态锌会沿着钢的晶界渗入其中,导致晶间结合变弱。而且锌与铁之 间易形成金属间脆性化合物fe3zn10和fezn10,进一步降低了焊缝金属的塑性。因此在焊接 残余应力的作用下易沿晶界裂开,形成裂纹。 1)影响裂纹敏感性的因素 ①锌层的厚度镀锌钢的锌层较薄,裂纹敏感性小,而热镀锌钢的锌层较厚,裂纹敏 感性较大。 ②工件厚度厚度越大,焊接拘束应力越大,裂纹敏感性越大。 ③坡口间隙间隙越大,裂纹敏感性越大。 ④焊接方法用手工电弧

不锈钢板焊接工艺
格式:pdf
大小:220KB
页数:8P
4.4
1 不锈钢板焊接工艺 1、使用范围 本工艺适用于以各种不锈钢为复材、低碳钢或低合金钢为基材总 厚度大于或等于4mm的不锈钢复合板的焊接。 2、焊接材料的选择 2.1焊接材料选用原则 1)复层材料的选用应保证熔敷金属的合金元素的含量不低于复层 材料标准规定的下限值。 2)过渡层的焊条宜选择25%cr-13%ni型或25%cr-20%ni型以补 充基层对复层的稀释,对复层含钼的不锈钢复合板,应采用 25%-13%ni-mo型焊条。 2.2常用不锈钢复合板焊接材料可按下表选取。 表—1常用不锈钢复合板过渡层及复层焊接材料的选用 复层材质过渡层焊接复层焊接 焊条 牌号 焊条型号焊条 牌号 焊条型号焊丝钢号 0cr18ni9 a302 a307 a062 a402 a407 e309-16 e309-15 e309l-16 e310-16 e31
Q550钢板焊接工艺分析精华文档

不锈钢板焊接工艺
格式:pdf
大小:145KB
页数:5P
4.5
百度文库 1 s0907007a51 sh07hll-122-gy-02 -1- 1.概述 “中化7”轮的货舱3舱和5舱左旁纵壁底部分别开有一个工艺孔,现需要恢复。本工 艺主要针对该处板材的焊接而制定。 2.焊接材料与焊前准备 焊接材料 该纵壁板厚为13.5mm,材质为316l+a级钢板的复合不锈钢板,新加的补板材质为 316l。根据板材材质,选用e309-16和e316l焊条。 焊前准备 (1)由于工艺孔的边缘是气割而来的,熔渣较多,所以焊前必须先将板边缘的熔渣 打磨干净,并开出坡口。坡口应采用机加工或磨削的方法,从复层(不锈钢)往基层方向, 坡口表面要求平整光洁无溅渣,打磨基层用的打磨片不得使用于复层。 (2)焊前需用机械方法或有机溶剂清除焊丝表面和焊接坡口两侧至少各30mm范围内 的油污、金属屑、氧化膜及其它污物。多层多道焊时,必须清除前道焊缝表面
镀锌钢板焊接工艺研究
格式:pdf
大小:47KB
页数:4P
4.4
镀锌钢板焊接工艺研究 1.镀锌钢电弧焊 锌层的存在给镀锌钢的焊接带来了一定困难,主要的问题有:焊接裂纹及气孔的敏感性 增大、锌的蒸发及烟尘、氧化物夹渣及镀锌层熔化及破坏。其中焊接裂纹、气孔和夹渣是最 主要的问题。 1.1焊接性 (1)裂纹 在焊接过程中,熔化的锌浮在熔池的表面或位于焊缝根部。由于锌的熔点远远低于铁, 熔池中的铁首先结晶,液态锌会沿着钢的晶界渗入其中,导致晶间结合变弱。而且锌与铁之 间易形成金属间脆性化合物fe3zn10和fezn10,进一步降低了焊缝金属的塑性。因此在焊接 残余应力的作用下易沿晶界裂开,形成裂纹。 1)影响裂纹敏感性的因素 ①锌层的厚度镀锌钢的锌层较薄,裂纹敏感性小,而热镀锌钢的锌层较厚,裂纹敏 感性较大。 ②工件厚度厚度越大,焊接拘束应力越大,裂纹敏感性越大。 ③坡口间隙间隙越大,裂纹敏感性越大。 ④焊接方法用手工电弧
Q345E-40~60mm厚钢板焊接工艺
格式:pdf
大小:23KB
页数:3P
4.4
q345e\40~60mm厚钢板焊接工艺 摘要:本文对q345e厚钢板焊接工艺做了简单的介绍。 关键词:q345e钢板;施工工艺 abstract:inthispaper,theq345ethicksteelplateweldingprocesstoasimple introduction. keywords:q345esteelplate;constructiontechnology q345e钢板具有良好的韧性、塑性、冷弯性和焊接性能。一般在热轧或正火 状态下使用。广泛适用于桥梁、车辆、船舶、管道、锅炉、各种容器、油罐、电 站、厂房结构、低温压力容器等结构件。一般20mm以下的中板焊接时不用焊前 预热和焊前热处理。40~60mm算厚度板,由于较大的拘束度,焊接时需采取焊 前预热、后热等措施。 1、下料加工:采用氧—液化石油气切

复合钢板焊接工艺评定知识讲解
格式:pdf
大小:37KB
页数:7P
4.7
复合钢板焊接工艺评 定 精品文档 收集于网络,如有侵权请联系管理员删除 复合钢板焊接工艺评定 郭晶张寿增 【关键词】钢板,复合材料,腐蚀,焊接工艺评定 【论文摘要】复合钢板焊接的实质是基层材料的焊接和在基层材料上堆焊耐蚀层,了解这一点 对合理进行复合钢板的焊接工艺评定至关重要。 中图分类号:tg44文献标识码:b weldingprocedurequalificationforcladsteelplates guojing,zhangshou-zeng (daliannanhaipressurevesselfactory,dalian116031,china) abstract:theweldingofcladsteelplatesisessentiallythecombinationof weldingo
Q550钢板焊接工艺分析最新文档
不锈钢板焊接工艺规则
格式:pdf
大小:13KB
页数:2P
4.6
不锈钢板焊接工艺规则 1、适用范围: 本规则适用不锈钢板焊接工序对本公司产品零部件的焊 接。 2、材料: 焊接所用的符合图样要求及相应标准规定的零部件、钨 极等。 3、主要设备及工具: 手工钨极氩弧焊机、钨极、盒尺、卡尺、压紧器等。 4、准备工作: 4.1、熟悉图样、技术条件和工艺规程。 4.2、检查氩弧焊机是否正常,按要求选好钨极,调整好电流。 4.3、根据需要选择面罩遮光镜片。 5、手工氩弧焊接规范 5.1、极性的选择:选择工件接正、钨极接负。 5.2、氩弧焊时,开关置向“氩弧焊”,氩气开关先置向”检 气”等调节好氩气流量后在置向“自动”。 5.3、合上焊机电源开关,电源指示灯亮,按下焊炬开关,大 约一秒钟后气阀打开,摆好钨极和工件距离,就会引燃电弧, 正常焊接。 5.4、焊接规范: 板厚mm钨板直径φmm焊接电流(安)氩气流量升/分 0.61~1.615-30
复合钢板焊接工艺评定详解
格式:pdf
大小:205KB
页数:5P
4.5
复合钢板焊接工艺评定 郭晶张寿增 【关键词】钢板,复合材料,腐蚀,焊接工艺评定 【论文摘要】复合钢板焊接的实质是基层材料的焊接和在基层材料上堆焊耐蚀层,了解这一点对 合理进行复合钢板的焊接工艺评定至关重要。 中图分类号:tg44文献标识码:b weldingprocedurequalificationforcladsteelplates guojing,zhangshou-zeng (daliannanhaipressurevesselfactory,dalian116031,china) abstract:theweldingofcladsteelplatesisessentiallythecombinationofwelding ofbasemetalwithoverlayingofco
钢板焊接工艺试验成果报告
格式:pdf
大小:28KB
页数:5P
4.8
1 钢板焊接工艺试验成果报告 一、工程概述 本标段为河南省南水北调受水区焦作供水配套程施工3标(桩号 8+600~14+500),主要工作内容包括pccp管(管径dn1400)施工铺装 5900m,共有各类主要建筑物16座;穿越省道顶管2处,穿越河道倒虹吸 1处,各类阀井13座等。蒋沟河倒虹吸钢筋用量47t,混凝土503m3,土方 开挖量为1.6万m3,穿越河道倒虹吸工程,钢管安装共计103m,8节管道, 弯头4个,总重49.4吨,安装工期为2013年6月13日~2013年6月18 日。合同投资78.8万。 二、试验目地、适用范围 通过本次钢板焊接工艺性试验,确定钢板氩弧焊的各项参数,确保钢 板焊接质量。本次试验确定的连接施工工艺及参数适用于本标段内所有钢 板焊接连接制作安装施工。 三、试验依据 (1)《金属熔化焊焊接接头射线
钢板焊接工艺试验施工方案
格式:pdf
大小:30KB
页数:6P
4.8
钢板焊接工艺试验施工方案 一、工程概述 河南省南水北调受水区平顶山供水配套工程12号口门输水 线路起点位于鲁山县辛集乡马庄村东南总干渠桩号 sh(3)20+004.9分水闸出口,终点为平顶山市新区水厂。输水管 线长6.97km,设计流量2.6m3/s,采用dn1400pccp管。输水管 道自口门向东偏南,经马街南、西王营南至焦庄西北规划水厂。 共有各类建筑物2座,其中穿应河倒虹吸1座、穿郑尧高速公路 顶管1处;现地管理房2座、阀井、镇墩、管道(长6.97km、 pccp管)及设备安装等。 二、试验目地、适用范围 通过本次钢板焊接工艺性试验,确定钢板氩弧焊的各项参数,确 保钢板焊接质量。本次试验确定的连接施工工艺及参数适用于本标段 内所有钢板焊接连接制作安装施工。 三、试验依据 (1)《金属熔化焊焊接接头射线照相》

不锈钢板焊接工艺 (2)
格式:pdf
大小:99KB
页数:5P
4.7
s0907007a51 sh07hll-122-gy-02 文件名称: 复合不锈钢板焊接工艺 版本a -1- 1.概述 “中化7”轮的货舱3舱和5舱左旁纵壁底部分别开有一个工艺孔,现需要恢复。本工 艺主要针对该处板材的焊接而制定。 2.焊接材料与焊前准备 2.1焊接材料 该纵壁板厚为13.5mm,材质为316l+a级钢板的复合不锈钢板,新加的补板材质为 316l。根据板材材质,选用e309-16和e316l焊条。 2.2焊前准备 (1)由于工艺孔的边缘是气割而来的,熔渣较多,所以焊前必须先将板边缘的熔渣 打磨干净,并开出坡口。坡口应采用机加工或磨削的方法,从复层(不锈钢)往基层方向, 坡口表面要求平整光洁无溅渣,打磨基层用的打磨片不得使用于复层。 (2)焊前需用机械方法或有机溶剂清除焊丝表面和焊接坡口两侧至少各30mm范围内 的油污、金属屑、氧化膜
 Q550钢板焊接工艺分析
Q550钢板焊接工艺分析 Q550钢板焊接工艺分析
格式:pdf
大小:84KB
页数:未知
4.8
近年来国家在矿山工程建筑中对q550钢的应用越来越多,那么我们对它的技术要求也就需要更加细致的研究。以下就是我们对q550钢板的一系列实验分析,而且制定出了相应的焊接工艺。
Q550D钢板焊接工艺研究 Q550D钢板焊接工艺研究
格式:pdf
大小:187KB
页数:未知
4.4
文中介绍了老挝某电站座环上、下环板与固定导叶的焊接,通过研究、实践,确定了q55od钢板的焊接方法,为高强度低合金钢板焊接提供一些经验。
Q550低合金板结构件的焊接工艺 Q550低合金板结构件的焊接工艺
格式:pdf
大小:111KB
页数:未知
4.6
文章从q550低合金板的化学成分、力学性能、焊接性能方面进行分析,选择出合适的焊接接材料和焊接工艺措施,保证了焊接质量,从而保证结构件尺寸稳定、能够承受动、静载荷,应力腐蚀现象等,保证了产品质量。

复合钢板焊接工艺评定
格式:pdf
大小:250KB
页数:11P
4.7
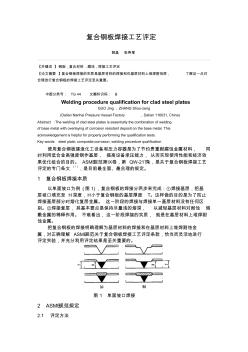
复合钢板焊接工艺评定 使用复合钢板建造化工设备和压力容器是为了节约贵重耐腐蚀金属材料,同时利用低合金高强度 钢作基层,提高设备承压能力,从而实现使用性能和经济效果优化组合的目的。asme规范第 ⅸ卷,第qw-217条,是关于复合钢板焊接工艺评定的专门条文 [1] ,是目前最全面、最合理的 规定。 1复合钢板焊接本质 以单面坡口为例(图1),复合钢板的焊接分两步来完成:①焊接基层,把基层坡口填充 至h深度,h小于复合钢板的基层厚度t。这样做的目的是为了防止焊接基层部分时熔化 复层金属。这一阶段的焊接与焊接单一基层材料没有任何区别。②焊接复层,其基本要点是 保持尽量浅的熔深,以减轻基层材料对耐蚀熔敷金属的稀释作用。不难看出,这一阶段焊 接的实质,就是在基层材料上堆焊耐蚀金属。 把复合钢板的焊接明确理解为基层材料的焊接和在基层材料上堆焊耐蚀金属,对正确
20R+0Cr13Al复合钢板焊接工艺 20R+0Cr13Al复合钢板焊接工艺
格式:pdf
大小:222KB
页数:2P
4.7
本文主要从焊接性、焊接方法、焊接材料、焊接坡口、焊接评定的选择等几个方面介绍了20r+0cr13al不锈复合钢板的焊接工艺技术,并将其成功应用于实际的焊接生产中。
Q550钢板焊接工艺分析相关
文辑推荐
知识推荐
百科推荐


职位:施工安全员
擅长专业:土建 安装 装饰 市政 园林


