

Q345钢结构的焊接工艺与品质控制研究
格式:pdf
大小:1.0MB
页数:3P
人气 :68
 4.5
4.5
以建筑钢结构用Q345钢板为对象,研究了焊接功率、焊接电流和电弧高度对其熔深和焊缝宽度的影响,并探讨了焊接工艺参数对焊接质量的作用机理。结果表明,要得到较为理想的焊接品质,焊接过程中,焊接功率、焊接电流和电弧高度需要控制在一定范围内,焊接工艺参数优化结果表明合适的焊接功率为3 000~3 500 A,焊接电流为105~145 A,电弧高度为3~4 mm。



Q345的焊接工艺编订
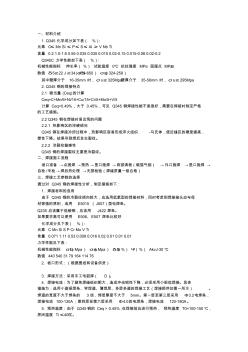
q345的焊接工艺编订 一、材料介绍 1.q345化学成分如下表(%): 元素c≤mnsi≤p≤s≤al≥vnbti 含量0.21.0-1.60.550.0350.0350.0150.02-0.150.015-0.060.02-0.2 q345c力学性能如下表(%): 机械性能指标伸长率(%)试验温度0℃抗拉强度mpa屈服点mpa≥ 数值δ5≥22j≥34σb(470-650)σs(324-259) 其中壁厚介于16-35mm时,σs≥325mpa;壁厚介于35-50mm时,σs≥295mpa 2.q345钢的焊接特点 2.1碳当量(ceq)的计算 ceq=c+mn/6+ni/15+cu/15+cr/5+mo/5+v/5 计算ceq=0.49%,大于0.45%,可见q345钢焊接性能不是
编辑推荐下载
 Q345钢与钢轨焊接工艺在矿仓眉线改造上的应用
Q345钢与钢轨焊接工艺在矿仓眉线改造上的应用 Q345钢与钢轨焊接工艺在矿仓眉线改造上的应用
格式:pdf
大小:1.3MB
页数:3P
4.7
本文结合武钢矿业公司某矿山车间的矿仓眉线钢轨断裂,导致水泥墙壁磨损严重,如不进行加固就会严重影响车间生产,针对这一情况,我们在矿仓磨损的眉线处采用焊条电弧焊加焊一块q345钢板,搭接在钢轨面上,从而能对破损的眉线加以保护。经过检验,钢板的使用寿命能够保证车间一年的生产要求,为今后的眉线保护提供了第一手资料,积累了宝贵的经验。
Q345焊接工艺规程
格式:pdf
大小:82KB
页数:11P
4.6
q345的焊接工艺 一、材料介绍 1.q345化学成分如下表(%): 元素c≤mnsi≤p≤s≤al≥vnbti 含量0.21.0-1.60.550.0350.0350.0150.02-0.150.015-0.06 0.02-0.2 q345c力学性能如下表(%): 机械性能指标伸长率(%)试验温度0℃抗拉强度mpa屈服 点mpa≥ 数值δ5≥22j≥34σb(470-650)σs(324-259) 其中壁厚介于16-35mm时,σs≥325mpa;壁厚介于35-50mm时, σs≥295mpa 2.q345钢的焊接特点 2.1碳当量(ceq)的计算 ceq=c+mn/6+ni/15+cu/15+cr/5+mo/5+v/5 计算ceq=0.49%,大于0.45%,可见q345钢焊接性能不是很
Q345钢结构的焊接工艺与品质控制热门文档
浅谈Q345钢构件埋弧焊焊接工艺 浅谈Q345钢构件埋弧焊焊接工艺
格式:pdf
大小:106KB
页数:1P
4.4
随着焊接技术的日益发展,埋弧焊在焊接技术领域中已成为不可缺少的焊接工艺方法之一。本文通过分析q345钢的性能具体焊接q345钢构件为例,来说明q345钢构件埋弧焊的焊接工艺,希望q345钢的焊接工艺能得到进一步的发展。

Q345钢材的焊接
格式:pdf
大小:7KB
页数:2P
4.6
q345的焊接工艺编订 一材料介绍 1.q345化学成分如下表(%): 元素c≤mnsi≤p≤s≤al≥vnbti 含量0.21.0-1.60.550.0350.0350.0150.02-0.150.015-0.060.02-0.2 q345c力学性能如下表(%): 机械性能指标伸长率(%)试验温度0℃抗拉强度mpa屈服点mpa≥ 数值δ5≥22j≥34σb(470-650)σs(324-259) 其中壁厚介于16-35mm时,σs≥325mpa;壁厚介于35-50mm时,σs≥295mpa 2.q345钢的焊接特点 2.1碳当量(ceq)的计算 ceq=c+mn/6+ni/15+cu/15+cr/5+mo/5+v/5 计算ceq=0
油罐车Q345钢埋弧自动焊接工艺试验研究
格式:pdf
大小:3.0MB
页数:10P
4.7
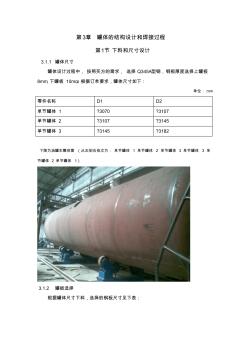
第3章罐体的结构设计和焊接过程 第1节下料和尺寸设计 3.1.1罐体尺寸 罐体设计过程中,按照买方的需求,选择q345a型钢,钢板厚度选择上罐板 8mm,下罐板10mm。根据订单要求,罐体尺寸如下: 单位:mm 零件名称d1d2 单节罐体1?3070?3107 单节罐体2?3107?3145 单节罐体3?3145?3182 下图为油罐车整体图(从左到右依次为:单节罐体1单节罐体2单节罐体3单节罐体3单 节罐体2单节罐体1) 3.1.2罐板选择 根据罐体尺寸下料,选择的钢板尺寸见下表: 单位:mm 上罐板18×2000×4930 上罐板28×2000×4990 上罐板38×2000×5040 下罐板110×2000×4930 下罐板210×2000×4990 下罐板310×2000×
Q345钢CO2气体保护焊接工艺研究 Q345钢CO2气体保护焊接工艺研究
格式:pdf
大小:106KB
页数:1P
4.4
以q345钢的co2气体保护焊的工艺为例对其进行了分析与研究。通过工艺参数的优化选择,不仅能减少焊接过程中的常见问题,而且有效减少焊接缺陷的出现,并能提高生产效率。节约生产成本。
‘H’型钢结构的焊接工艺 ‘H’型钢结构的焊接工艺
格式:pdf
大小:239KB
页数:2P
4.4
主要阐述焊接‘h’型钢制造工艺难点:焊接变形产生的原因及分析,提出合理的解决方法,保证了‘h’型钢焊接质量,提高了生产效率,降低了生产成本。
Q345钢结构的焊接工艺与品质控制精华文档
Q345钢
格式:pdf
大小:14KB
页数:2P
4.6
q345钢 q345是一种钢材的材质。它是低合金钢(c<0.2%),广泛应用于建筑,桥梁、 车辆、船舶、压力容器等。q代表的是这种材质的屈服强度,后面的345, 就是指这种材质的屈服值,在345兆帕左右。并会随着材质的厚度的增加 而使其屈服值减小。 性能 q345综合力学性能良好,低温性能尚可,塑性和焊接性良好,用做中 低压容器、油罐、车辆、起重机、矿山机械、电站、桥梁等承受动载荷的 结构、机械零件、建筑结构、一般金属结构件,热轧或正火状态使用,可 用于-40℃以下寒冷地区的各种结构。 分类 q345按等级可分为q345a,q345b,q345c,q345d,q345e。它们所代 表的,主要是冲击的温度有所不同。 q345a级,是不做冲击; q345b级,是20度常温冲击; q345c级,是0度冲击; q345d级,是-20度冲击
Q345钢
格式:pdf
大小:74KB
页数:6P
4.4
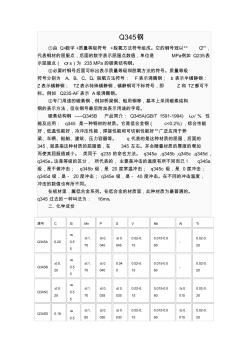
q345钢 ①由q+数字+质量等级符号+脱氧方法符号组成。它的钢号冠以“q”, 代表钢材的屈服点,后面的数字表示屈服点数值,单位是mpa例如q235表 示屈服点(σs)为235mpa的碳素结构钢。 ②必要时钢号后面可标出表示质量等级和脱氧方法的符号。质量等级 符号分别为a、b、c、d。脱氧方法符号:f表示沸腾钢;b表示半镇静钢: z表示镇静钢;tz表示特殊镇静钢,镇静钢可不标符号,即z和tz都可不 标。例如q235-af表示a级沸腾钢。 ③专门用途的碳素钢,例如桥梁钢、船用钢等,基本上采用碳素结构 钢的表示方法,但在钢号最后附加表示用途的字母。 碳素结构钢-----q345b产品简介:q345a(gb/t1591-1994)ω/%性 能及应用:q345是一种钢材的材质。它是低合金钢(c<0.2%),综合性能 好,低温性能好,冷
35CrMo法兰与Q345管材的焊接工艺 35CrMo法兰与Q345管材的焊接工艺
格式:pdf
大小:285KB
页数:2P
4.8
采用氩电联焊的方法焊接35crmo和q345(16mn)钢。此类异种钢的焊接要注意焊前预热和焊后热处理。按正确的工艺焊接,焊后检验合格。
Q345的焊接特点
格式:pdf
大小:11KB
页数:4P
4.7
一、材料介绍 1.q345化学成分如下表(%): 元素c≤mnsi≤p≤s≤al≥vnbti 含量0.21.0-1.60.550.0350.0350.0150.02-0.150.015-0.060.02-0.2 q345c力学性能如下表(%): 机械性能指标伸长率(%)试验温度0℃抗拉强度mpa屈服点mpa≥ 数值δ5≥22j≥34σb(470-650)σs(324-259) 其中壁厚介于16-35mm时,σs≥325mpa;壁厚介于35-50mm时,σs≥295mpa 2.q345钢的焊接特点 2.1碳当量(ceq)的计算 ceq=c+mn/6+ni/15+cu/15+cr/5+mo/5+v/5 计算ceq=0.49%,大于0.45%,可见q345钢焊接性能不是很好,需要在焊
Q345E焊接工艺
格式:pdf
大小:21KB
页数:2P
4.3
q345e焊接工艺 q345e钢板具有良好的韧性、塑性、冷弯性和焊接性能。一般在热轧或正火状态 下使用。广泛适用于桥梁、车辆、船舶、管道、锅炉、各种容器、油罐、电站、 厂房结构、低温压力容器等结构件。一般20mm以下的中板焊接时不用焊前预热 和焊前热处理。40~60mm算厚度板,由于较大的拘束度,焊接时需采取焊前预热、 后热等措施。 1、焊前预热:由于厚40~60mm的q345e钢板的焊接拘束度较大,不采取措施或 采取的焊接措施不当,焊后容易产生焊接冷裂纹。所以焊前要预热。环境温度低 于零摄氏度时,禁止焊接。钢板对接定位后,在焊道两侧100mm范围内的母材用 每隔500mm设置电炉板一块(2.0kw),均匀加热至100℃左右,停止加热20分钟, 以利于热量向板中心传递,然后继续加热至150℃,测温点设在焊道两侧100mm 边远处。 2、焊接过程:焊接
Q345钢结构的焊接工艺与品质控制最新文档

Q345钢板焊接性能分析解析
格式:pdf
大小:1.6MB
页数:20P
4.8
q345钢板焊接性能分析 摘要:本文进行了q345钢板焊接性能分析。首先根据板材制定了埋弧焊对接试 验,然后用卧式显微镜对焊接接头进行宏观和微观分析,并用维氏硬度测试仪检 测焊接接头的维氏硬度,同时通过磁粉检测对焊接试样进行了无损检测。最终通 过对试验数据进行分析,得出此种材料的焊接性能,并与理论进行分析比较,总 结了影响q345焊接性的因素。 关键词:q345;埋弧焊;卧式显微镜;维氏硬度;磁粉检测 theweldingperformanceanalysisofq345steelplate abstract:thisarticlehasconductedtheweldingperformanceanalysisofq345steel plate.firstofall,onthebasisoftheplate,
 42CrMo与Q345B焊接工艺的制定及焊接性能分析
42CrMo与Q345B焊接工艺的制定及焊接性能分析 42CrMo与Q345B焊接工艺的制定及焊接性能分析
格式:pdf
大小:148KB
页数:2P
4.5
对q345b与42crmo合金钢的焊接性能进行了研究分析。以中间罐小车提升部件为例,进行了q345b与42crmo的焊接性研究及试验,并制订了合理的焊接工艺措施。采用a506打底,er55-6填充的组合焊接方法,配合合理的工艺方法及工艺参数,获得了性能优良的焊接接头
Q345钢 (3)
格式:pdf
大小:191KB
页数:9P
4.5
q345钢与16mn 1钢材简介 q345是一种钢材的材质。它是低合金钢(c<0.2%),旧称16mn。 广泛应用于建筑,桥梁、车辆、船舶、压力容器等。q代表的是这种 材质的屈服强度,后面的345,就是指这种材质的屈服值,在345兆 帕左右。并会随着材质的厚度的增加而使其屈服值减小。 q代表屈服,后面的345指这种材质的屈服值,345mpa,并会随着 材质的厚度的增加而使其屈服值减小。结构性能 q345综合力学性能良好,低温性能尚可,塑性和焊接性良好,用做 中低压容器、油罐、车辆、起重机、矿山机械、电站、桥梁等承受动 载荷的结构、机械零件、建筑结构、一般金属结构件,热轧或正火状 态使用,可用于-40℃以下寒冷地区的各种结构。 级别分类 q345按等级可分为q345a,q345b,q345c,q345d,q345e。它们 所代表的,主要是冲击的温度有所不同。
钢结构的焊接工艺分析 钢结构的焊接工艺分析
格式:pdf
大小:88KB
页数:未知
4.6
焊接是钢结构的主要连接方法,本文从焊接准备,焊接装配定位焊,焊接工艺,焊接顺序,焊后热处理,焊接质量要求等方面对焊接工艺在钢结构中的应用进行了论述。
Q345钢热渗铝工艺及其渗层结构研究 Q345钢热渗铝工艺及其渗层结构研究
格式:pdf
大小:332KB
页数:未知
4.6
近年来,由于电力通信、公路工程、汽车制造和石油化工等行业的迅速发展及国内外对镀铝钢的大量需求,热渗铝工艺迅速发展并显示出广阔的应用前景。由于热渗镀后能在钢基体表面形成适当厚度的合金层,这种合金层与基体之间属于冶金结合,牢固不易脱落,保证了镀层的表面质量。因此热渗镀后的零件具有良好的抗氧化性、耐磨性、耐蚀性,故对那些综合力学性能要求高的复杂零件来说,热渗铝具有独特的优越性。它工艺简单、操作
Q345D钢埋弧焊的焊接材料、焊接工艺及应用 Q345D钢埋弧焊的焊接材料、焊接工艺及应用
格式:pdf
大小:76KB
页数:2P
4.3
q345d钢埋弧焊首次在我公司应用,通过选择适当的焊接材料、焊接工艺,使焊接接头满足低温韧性,-20℃冲击试验要求,并通过焊接工艺评定进行验证。

Q345R钢与S30408钢异种钢焊接工艺的研究
格式:pdf
大小:7KB
页数:2P
4.7
摘要:q345r钢与s30408钢的异种材料焊接,在压力容器制造中应用很广泛。该文详细介 绍了两种材质的焊接特点,并对其焊缝进行射线检验、力学性能、弯曲性能、化学成分分析 及金相组织观察。结果表明,采取合理的工艺措施,可以获得无焊接缺陷的焊缝,避免了焊 接接头出现脆性马氏体组织,可以控制碳的扩散。而且,焊接接头的拉伸性能、冲击性能、 弯曲性能、化学成分及金相组织均能满足要求。 关键词:q345r钢a30408钢焊接异种材料 中图分类号:tg457.11文献标识码:a文章编号:1674-098x(2014)02(a)-0070-02 在压力容器的制造中,为了免除一些焊缝的热处理,存在着大量异种材料的焊接接头。 由于异种材料在物理性能方面如熔化温度、导热系数、线膨胀系数和电阻系数等方面存在明 显差异,所以其焊接具有一定的难度。 某反应器的接管与外接管路材质
柳钢轧机托架体Q345钢基体上铝青铜的焊接工艺 柳钢轧机托架体Q345钢基体上铝青铜的焊接工艺
格式:pdf
大小:199KB
页数:未知
4.8
本文分析柳钢热轧1250轧机托架体铝青铜焊接质量问题,对焊条电弧焊及气体保护焊方式分别进行焊接工艺评定,介绍了在q345基体上堆焊铝青铜的焊接实践案例,本文对研究碳钢基体上铝青铜的堆焊工艺及焊接操作方法有一定参考作用.
Q345钢结构的焊接工艺与品质控制相关
文辑推荐
知识推荐
百科推荐

职位:建筑模型师
擅长专业:土建 安装 装饰 市政 园林


