

PWT自动根焊+药芯半自动焊管道焊接工艺
格式:pdf
大小:857KB
页数:6P
人气 :85
 4.3
4.3
结合长输管道工程实践,分析并研究了国内外不同的管道焊接工艺。提出了PWT自动根焊+药芯半自动焊的管道新型焊接工艺。试验研究和应用实践的结果表明,该新型焊接工艺性能优异,焊接质量上乘,焊接速度快,经济效益显著,具有推广使用价值。



编辑推荐下载


铝合金焊接工艺规范(半自动焊)
格式:pdf
大小:8.2MB
页数:80P
4.4
内部资料,严格保密 南车青岛四方机车车辆股份有限公司 二00九年六月 南车青岛四方机车车辆股份有限公司技术工程部 2009年6月第1版 铝合金焊接工艺规范 编制:汪认 校对:韩德成 审核:方喜风孟立春 批准:刘胜龙 wps编号形式如下: sfw-×-××× 说明: sfw:四方股份公司焊接工艺规范 分类代号: a--铝合金/电弧焊用; c--碳钢、低合金钢/电弧焊用 s--不锈钢/电弧焊用 r—电阻焊用 顺序号:001~999 前言 为规范wps的编制,根据iso15609-1规定的内容,相应制定了wps模板
 Q235B药芯焊丝半自动焊焊接工艺试验
Q235B药芯焊丝半自动焊焊接工艺试验 Q235B药芯焊丝半自动焊焊接工艺试验
格式:pdf
大小:829KB
页数:4P
4.3
针对q235b药芯焊丝半自动焊进行立焊、横焊、t型接头平焊的试验研究。选用e71t-8jdh8药芯焊丝,并对以上三种焊接方式制定了合理的焊接工艺参数。试验结果表明,三种焊接方式的接头外观和无损检测结果均合格,立焊、横焊焊接接头的拉伸、弯曲、冲击试验以及t型接头平焊的导向弯曲试验结果表明,三种焊接方式的焊接接头都具有良好的强度和韧性,均能够满足相关标准要求,完全符合产品的使用要求,选定的焊接材料和焊接工艺参数可用于这种钢材的现场焊接。
PWT自动根焊、药芯半自动焊管道焊接工艺热门文档
Q235B药芯焊丝半自动焊焊接工艺试验 Q235B药芯焊丝半自动焊焊接工艺试验
格式:pdf
大小:518KB
页数:3P
4.3
本文针对q235b药芯焊丝半自动焊进行了立焊、横焊、t型接头平焊的试验研究。试验选用e71t-8jdh8药芯焊丝,并对以上三种方式的焊接制定了合理的焊接工艺参数。试验结果表明,三种方式的焊接接头外观及无损检测结果合格,立焊、横焊焊接接头的拉伸、弯曲、;中击试验以及t型接头平焊的导向弯曲试验结果表明,三种焊接方式的焊接接头都具有良好的强度及韧性,均能够满足相关标准要求,也完全符合最终产品的使用要求,选定的焊接材料和焊接工艺参数可用于这种钢材的现场焊接。
 自保焊药芯焊丝焊接工艺
自保焊药芯焊丝焊接工艺 自保焊药芯焊丝焊接工艺
格式:pdf
大小:150KB
页数:未知
4.7
自保护焊药芯焊丝焊接技术,焊接工艺是为提高管线工程建设质量的一种焊接材料,它在管线建设中的应用将会越来广泛。通过在管线建设中采用自保焊药芯焊丝焊接工艺的应用,对提高焊接生产效率和焊接质量获得了较好效果
电站大直径厚壁管药芯焊丝全位置半自动焊接 电站大直径厚壁管药芯焊丝全位置半自动焊接
格式:pdf
大小:150KB
页数:3P
4.5
研究了火电站大直径厚壁管药芯焊丝全位置半自动焊接的工艺技术。用1.2mm细径药芯焊丝、co2气体保护、低频横向摆动、多层单道熔敷方式等工艺技术,可进行碳钢和低合金结构钢大直径厚壁管道的高质量全位置焊接,且焊接生产率比手工电弧焊提高一倍以上,焊接生产成本降低35%~47%。

PWT自动根焊、药芯半自动焊管道焊接工艺精华文档
半自动焊接工装在翼箱焊接中的应用 半自动焊接工装在翼箱焊接中的应用
格式:pdf
大小:250KB
页数:未知
4.4
为提高装载机前车架翼箱部件的焊接效率和品质,根据翼箱的结构特点,自行设计了翼箱背缝和圆搭半自动焊接工装。此工装结构简单,造价较低,使用方便,且可靠性好,可供诸多结构件半自动焊接工装做设计的借鉴参考。

X90钢管气保护药芯焊丝半自动焊工艺的研发
格式:pdf
大小:3.0MB
页数:37P
4
x90钢管气保护药芯焊丝半自动焊工艺的研发——本资料为[qc成果]x90钢管气保护药芯焊丝半自动焊工艺的研发,编制于2016年,共37页。课题背景:国内高钢级管道焊接施工主要采取自保护药芯焊丝半自动焊,焊接过程中存在较多质量问题。为了克服自保护药芯焊丝半自...
适于长输管道焊接施工的STT半自动焊技术 适于长输管道焊接施工的STT半自动焊技术
格式:pdf
大小:167KB
页数:2P
4.6
stt(表面张力过渡)气体保护半自动焊接技术是一种以表面张力为主要熔滴过渡力的熔化极气体保护电弧焊技术。分析了该技术特点;介绍了stt半自动焊根焊施工工艺在长输管道焊接施工中应用情况,选择sttⅱ型焊机,优化焊接工艺参数,确保了焊接施工工艺(坡口加工、管道组对、焊口预热、根焊、防风及防低温措施)质量。
浅析半自动焊技术在长输管道焊接的应用 浅析半自动焊技术在长输管道焊接的应用
格式:pdf
大小:95KB
页数:未知
4.6
近年来,国内的长输管道焊接技术工艺水平不断提高,改进。在短短的二十年间,用于长输管道的焊接技术先后从手工上向焊发展到手工下向焊、药芯焊丝半自动焊,目前正积极研究和开发全自动焊接技术。在这些焊接技术中,药芯焊丝半自动焊以其工作效率高、焊接质量的特点已成为长输管道野外施工中的首选方案。本文结合我公司在桃2-3集气站至桃2-1集气站集气支线工程施工过程,主要介绍使用半自动焊焊接管道时的优越性及焊接时产生的缺陷和改进措施。
CO2半自动气体保护焊焊接工艺
格式:pdf
大小:28KB
页数:2P
4.4
co2半自动气体保护焊焊接工艺 co2半自动气体保护焊焊接工艺 本工艺适用于低碳钢和低合金高强度钢各种大型钢结构工程焊接,其焊接生产率高,抗裂性能好,焊接 变形小,适应性范围大,可进行薄板及中厚板件焊接,是高效焊接方法之一种,应普及推广使用。特订工 艺如下: 一、焊前准备 1.焊前接头清洁要求在坡口两侧30毫米范围内影响焊缝质量的毛刺、油污、水锈赃物、氧化皮必须清洁 干净。 2.当施工环境温度低于零度或钢材的碳当量大于0.41%,及结构刚性过大,物件较厚时应采用焊前予热 范围为板厚的5倍,但不小于100毫米。 3.工件厚度大于6毫米对接时,为确保焊透强度,在板材的对接边缘应开切v型或x型坡口,坡口角 度α为60°钝边p为0~1毫米(见图1);当板厚差≥毫米时,应对较厚板材的对接边缘时行削斜处理 4.焊前应对co2焊机
PWT自动根焊、药芯半自动焊管道焊接工艺最新文档
铝合金MIG自动焊焊接工艺 铝合金MIG自动焊焊接工艺
格式:pdf
大小:715KB
页数:4P
4.7
研究了铝合金车体单丝和双丝mig自动焊的焊接方法,通过焊接对比试验,分析焊接接头的组织和力学性能,总结出两种焊接方法的最佳工艺参数。试验结果表明,双丝mig自动焊接具有焊接速度快、热输入小、焊缝组织晶粒细小均匀、接头力学性能良好、生产效率高等优点,适用于铝合金车体批量焊接生产。
大型储罐倒装自动焊焊接工艺 大型储罐倒装自动焊焊接工艺
格式:pdf
大小:61KB
页数:2P
4.5
在现代石油化工建设中,大型立式钢制储罐是石油化工行业非常重要的储运设备,在兰州—郑州—长沙成品油管道工程(郑州分输泵站)建设中,采用了大型储罐倒装自动焊施工工艺,该新工艺施工工期短、辅助用料少、安装质量好,并保证安全。
 STT+自保药芯焊丝半自动焊在“西二线”工程中的应用
STT+自保药芯焊丝半自动焊在“西二线”工程中的应用 STT+自保药芯焊丝半自动焊在“西二线”工程中的应用
格式:pdf
大小:155KB
页数:未知
4.3
管道运输作为综合运输体系的重要组成方式,在国民经济和社会发展中起着十分重要的作用。特别是“十一五”期间,以西气东输、川气东送、中哈原油管道、兰郑长成品油管道等工程为标志,我国油气管道建设和管道运输迅速发展,为解决我国能源运输紧张、保障能源供应安全发挥了重要作用。随着石油工业的不断发展,管道输送油气以其安全、经济、高效、环保而得到了迅猛的发展。长距离、大管径、高压力已经成为陆上油气输送管线的发展方向。长输管线施工工程中,焊接是极其重要的环节,管口焊接分根焊及填充盖面两道工序,根焊道的焊接又是管道焊接的关键。
C级钢自动焊药芯焊丝的研制 C级钢自动焊药芯焊丝的研制
格式:pdf
大小:260KB
页数:未知
4.6
介绍了c级钢自动焊药芯焊丝的研制情况。结果表明,此焊丝的焊接工艺性能良好,强度及韧性均满足技术要求,解决了我国c级钢无专用自动焊焊丝的问题。
铝合金厚板对接自动焊焊接工艺优化 铝合金厚板对接自动焊焊接工艺优化
格式:pdf
大小:184KB
页数:3P
4.6
在车钩座组成自动焊焊接过程中,射线探伤多次发现线性显示,通过宏观金相分析确认缺陷为焊缝侧壁未熔合,多次返修严重影响了工件的焊接质量及生产进度。本文结合常见的未熔合产生原因,同时将车钩座组成与车钩面板自动焊工艺进行对比,并进行了一系列的试验及分析,对车钩座自动焊工艺进行优化,最终通过优化车钩座自动焊焊缝填充分布和焊接参数等措施,基本上解决了车钩座自动焊的未熔合问题,射线探伤一次合格率提高到90%以上,提高了生产效率。
半自动FCAW下向焊接工艺在管道施工中的应用研究
格式:pdf
大小:503KB
页数:2P
4.6
现阶段,在我国建筑工程施工过程中,应用非常广泛的一种技术焊接技术就是半自动fcaw下向焊接工艺,所谓fcaw,就是药芯焊丝电弧焊,其主要采用的焊接材料是药芯焊丝,不仅性能非常优良,同时还具有其他优势。这种焊法属于自保护焊法或者是熔化极气体保护焊法,在我国建筑工程管道施工中得到了广泛的应用,具有非常好的发展前景。本文主要对建筑工程管道施工中,半自动fcaw具体下向焊接工艺的实际应用进行研究,提出笔者的思考和建议,仅供参考。
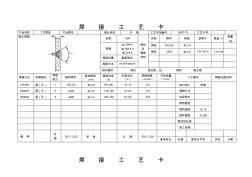
工艺管道焊接工艺卡
格式:pdf
大小:111KB
页数:3P
4.3
焊接工艺卡 产品名称工艺管线产品图号接头名称对接工艺评定编号qap-19工艺卡号1 接头简图: 材质20# 焊材 及 辅助 材料 名称牌号规格烘烤℃保温h用量 kg 规格 φ108*4 φ159*4.5 φ219*6 焊丝tig-50φ2.5 焊条j422φ2.5150~200℃1-2小时 焊接位置垂直固定 焊接方法gtaw+smaw 探伤要求探伤级合格,加探伤级合格 焊接方法电源极性 焊缝 层次 焊材牌号焊材直径 (mm) 焊接电流 (a) 电弧电压 (v) 焊接速度 (cm/min) 气体流量 (l/min) 工艺要求焊接过程说明 gtaw直(正)1tig-50φ2.595-10013-154-5坡口加工机械 smaw直(正)2j422φ3.2115-12021
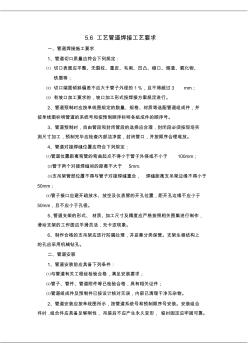
工艺管道焊接工艺要求
格式:pdf
大小:335KB
页数:6P
4.6
5.6工艺管道焊接工艺要求 一、管道焊接施工要求 1、管道切口质量应符合下列规定: ⑴切口表面应平整、无裂纹、重皮、毛刺、凹凸、缩口、熔渣、氧化物、 铁屑等; ⑵切口端面倾斜偏差不应大于管子外径的1%,且不得超过3mm; ⑶有坡口加工要求的,坡口加工形式按焊接方案规定进行。 2、管道预制时应按单线图规定的数量、规格、材质等选配管道组成件,并 按单线图标明管道的系统号和按预制顺序标明各组成件的顺序号。 3、管道预制时,自由管段和封闭管段的选择应合理,封闭段必须按现场实 测尺寸加工,预制完毕应检查内部洁净度,封闭管口,并按顺序合理堆放。 4、管道对接焊缝位置应符合下列规定: ⑴管道位置距离弯管的弯曲起点不得小于管子外径或不小于100mm; ⑵管子两个对接焊缝间的距离不大于5mm. ⑶支吊架管部位置不得与管子对接焊缝重合,焊缝距离支吊架边缘不得小于 50mm; ⑷管子接口应避开
可进行多工位同时焊接的半自动焊接工装 可进行多工位同时焊接的半自动焊接工装
格式:pdf
大小:111KB
页数:3P
4.5
将可实现多个工位、半自动同时焊接的技术,用于回转焊缝及直线焊缝的焊接,通过对可进行多工位同时焊接的半自动焊接工装的设计、实验试用及实际应用,得到了一种较为先进的、工作效率较高的焊接工装,在机械制造业的焊接工序中有着较好的借鉴作用。
PWT自动根焊、药芯半自动焊管道焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:幕墙安全员
擅长专业:土建 安装 装饰 市政 园林


