

PVC-U管件生产中“白斑”产生的机理及解决办法
格式:pdf
大小:258KB
页数:3P
人气 :56
 4.6
4.6
通过分析注射过程中PVC熔体在模具内的流动过程,指出了PVC-U管件制品“白斑”形成的原因,提出了在生产过程中消除“白斑”的方法,主要有调整工艺条件及配方、改进模具设计等。



 多级注射成型工艺在PVC-U管件生产中的应用
多级注射成型工艺在PVC-U管件生产中的应用 多级注射成型工艺在PVC-U管件生产中的应用
通过对多级注射成型工艺特点的分析,给出多级注射工艺的特性曲线;结合多级注射成型工艺在硬聚氯乙烯(pvc-u)管件加工中的应用,总结出pvc-u管件加工中多级注射工艺流程特性曲线的特点。举例说明了多级注射成型工艺的使用方法,提出了pvc-u管件生产中不易解决的注射缺陷,如注射银纹、烧伤、熔接痕及排气等问题的有效解决方法。
编辑推荐下载
PVC-U异型材胶条共挤生产中常见问题及解决办法 PVC-U异型材胶条共挤生产中常见问题及解决办法
格式:pdf
大小:236KB
页数:3P
4.6
主要针对pvc-u胶条共挤异型材在实际生产成型中常见的胶条粘附不牢、型材弯曲、胶条变形、胶条表面质量差等问题进行分析,并提出相应的解决办法。通过对设备、模具、原料配方、加工工艺等方面进行研究和总结,上述问题均可得到很好地解决。
PVC-U管件标准
格式:pdf
大小:134KB
页数:10P
4.8
pvc-u管件标准 建筑排水用硬聚氯乙烯(pvc-u)管件 1范围 gb/t5836的本部分规定了以聚氯乙烯(pvc)树脂为主要原料,经注塑成型 的硬聚氯乙烯(pvc-u)管件(以下简称管件)的 定义、材料、产品分类、要求、试验方法、检验规则、标志、包装、运输和贮 存。 本部分知用于建筑物内排水用管件。在考虑到材料的耐化学性和耐热性的条件 下,也可用于工业排水用管件。 本部分规定的管件与gb/t5836.1—2006《建筑排水用硬聚氯乙烯(pvc-u) 管材》规定的管材配套使用。 2规范性引用文件 下列文件中的条款通过gb/t5836的本部分的引用而成为本部分的条款。凡是 注日期的引用文件,其随后所有的修改单 (不包括勘误的内容)或修订版均不适用天本部分,然而,鼓励根据本标准达 成协议的各方研究是否可使用这些文件的最 新版本。凡是不注日期的引用文件,其最新版
PVC-U管件生产中白斑产生的机理及解决办法热门文档
![PVC-U管件标准[详]](https://files.zjtcn.com/group1/M00/81/E2/CgoBZ2A98TeAZvteAAA_RsUU-Mw178.jpg)
PVC-U管件标准[详]
格式:pdf
大小:128KB
页数:10P
4.4
pvc-u管件标准 建筑排水用硬聚氯乙烯(pvc-u)管件 1围 gb/t5836的本部分规定了以聚氯乙烯(pvc)树脂为主要原料,经注塑成型 的硬聚氯乙烯(pvc-u)管件(以下简称管件)的 定义、材料、产品分类、要求、试验方法、检验规则、标志、包装、运输和贮 存。 本部分知用于建筑物排水用管件。在考虑到材料的耐化学性和耐热性的条件 下,也可用于工业排水用管件。 本部分规定的管件与gb/t5836.1—2006《建筑排水用硬聚氯乙烯(pvc-u) 管材》规定的管材配套使用。 2规性引用文件 下列文件中的条款通过gb/t5836的本部分的引用而成为本部分的条款。凡 是注日期的引用文件,其随后所有的修改单 (不包括勘误的容)或修订版均不适用天本部分,然而,鼓励根据本标准达成 协议的各方研究是否可使用这些文件的最 新版本。凡是不注日期的引用文件,其最新版本适用于本
PVC-U管材承插口缺陷及其解决办法 PVC-U管材承插口缺陷及其解决办法
格式:pdf
大小:152KB
页数:4P
4.4
分析了pvc-u管材扩口的工艺条件,从扩口工艺条件及挤出工艺条件、配方、原料方面,介绍了pvc-u管材承插口缺陷的解决办法

PVC管材生产中常见问题及解决办法 (2)
格式:pdf
大小:849KB
页数:20P
4.5
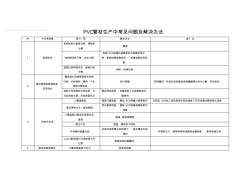
v1.0可编辑可修改 1 pvc管材生产中常见问题及解决办法 序 号 不正常现象原因解决方法备注 1表面变色 机筒或机头温度过高,使物 料分解 降温 物料稳定性不够,发生分解 检查pvc树脂还是稳定剂 引起稳定性不够,更换树 脂或稳定剂,或增加稳定 剂份数。 温度仪表控制失灵,超温引 起分解 调校,检修仪表 2 管材表面有 黄褐色条纹 或色点 模具或分流梭局部有死角或 凹陷,引起滞料、糊料,产 生局部分解条纹 进行清理 局部糊料、死角引起和 管材表面摩擦增大发 生分解,形成条纹 混料不均或物料中有杂质, 可引起局部分解,形成表面 色点 确定具体原因,改善混料 工艺或更换有问题原料 3外表无光泽 口模温度低 提高口模温度、增加acr 用量以提高剪切 光亮型acr加工助剂即 使在较低温度下仍可 显著改善表面光洁度 剪切速率太大,熔体破裂 适当提高料温、提高acr

PVC管材生产中常见问题及解决办法分析
格式:pdf
大小:809KB
页数:14P
4.3
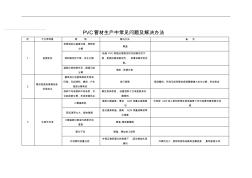
pvc管材生产中常见问题及解决办法 序 号 不正常现象原因解决方法备注 1表面变色 机筒或机头温度过高,使物 料分解 降温 物料稳定性不够,发生分解 检查pvc树脂还是稳定剂 引起稳定性不够,更换树 脂或稳定剂,或增加稳定 剂份数。 温度仪表控制失灵,超温引 起分解 调校,检修仪表 2 管材表面有 黄褐色条纹 或色点 模具或分流梭局部有死角或 凹陷,引起滞料、糊料,产 生局部分解条纹 进行清理 局部糊料、死角引起和 管材表面摩擦增大发 生分解,形成条纹 混料不均或物料中有杂质, 可引起局部分解,形成表面 色点 确定具体原因,改善混料 工艺或更换有问题原料 3外表无光泽 口模温度低 提高口模温度、增加acr 用量以提高剪切 光亮型acr加工助剂即 使在较低温度下仍可 显著改善表面光洁度 剪切速率太大,熔体破裂 适当提高料温、提高acr 用量或降低牵引速度 口模温度
PVC-U管件生产中白斑产生的机理及解决办法精华文档

PVC管材生产中常见问题及解决办法 (3)
格式:pdf
大小:809KB
页数:14P
4.6
pvc管材生产中常见问题及解决办法 序 号 不正常现象原因解决方法备注 1表面变色 机筒或机头温度过高,使物 料分解 降温 物料稳定性不够,发生分解 检查pvc树脂还是稳定剂 引起稳定性不够,更换树 脂或稳定剂,或增加稳定 剂份数。 温度仪表控制失灵,超温引 起分解 调校,检修仪表 2 管材表面有 黄褐色条纹 或色点 模具或分流梭局部有死角或 凹陷,引起滞料、糊料,产 生局部分解条纹 进行清理 局部糊料、死角引起和 管材表面摩擦增大发 生分解,形成条纹 混料不均或物料中有杂质, 可引起局部分解,形成表面 色点 确定具体原因,改善混料 工艺或更换有问题原料 3外表无光泽 口模温度低 提高口模温度、增加acr 用量以提高剪切 光亮型acr加工助剂即 使在较低温度下仍可 显著改善表面光洁度 剪切速率太大,熔体破裂 适当提高料温、提高acr 用量或降低牵引速度 口模温度
PVC管材生产中常见问题及解决办法
格式:pdf
大小:109KB
页数:7P
4.5
pvc管材生产中常见问题及解决办法 序不正常现象原??因解决方法备?注 1表面变色 机筒或机头温度过高,使物料 分解 降温 物料稳定性不够,发生分解 检查pvc树脂还是稳定剂引起稳定性不 够,更换树脂或稳定剂,或增加稳定剂份 数。 温度仪表控制失灵,超温引起 分解 调校,检修仪表 2 管材表面有黄褐色条 纹或色点 模具或分流梭局部有死角或 凹陷,引起滞料、糊料,产生 局部分解条纹 进行清理局部糊料、死角引起和管材表面摩擦增大发生分解,形成条纹 混料不均或物料中有杂质,可 引起局部分解,形成表面色点 确定具体原因,改善混料工艺或更换有问 题原料 3外表无光泽 口模温度低提高口模温度、增加acr用量以提高剪切光亮型acr加工助剂即使在较低温度下仍可显着改善表面光洁度 剪切速率太大,熔体破裂 适当提高料温、提高acr用量或降低牵引 速度 口模温度过高或内表面
 PVC-U管件专用料的研制
PVC-U管件专用料的研制 PVC-U管件专用料的研制
格式:pdf
大小:431KB
页数:3P
4.5
介绍了pvc-u管件专用料的研制过程,采用s-700作为基体pvc树脂,采用铅盐系列作为配方的稳定体系,合理调整内外润滑剂构成润滑体系,用acr-401作为冲击改性剂。测试结果表明:该pvc管件专用料具有良好的力学性能、成型加工性和热稳定性,管件性能达到相关技术标准要求。
PVC-U管生产中润滑剂的应用 PVC-U管生产中润滑剂的应用
格式:pdf
大小:472KB
页数:3P
4.7
分析了pvc-u管生产中润滑剂的存在方式及其作用机理,通过试验证实了过量润滑剂对物料塑化的影响,并指出使用润滑剂遵循的原则。
PVC-U管件生产中白斑产生的机理及解决办法最新文档
PVC-u管材管件通过鉴定 PVC-u管材管件通过鉴定
格式:pdf
大小:159KB
页数:未知
4.6
山东省潍坊塑料建材厂,根据gb10002国家标准要求研制开发的给水用硬聚氯乙烯管材管件,于1993年10月21日,由山东省科委组织有关专家审查,通过了技术鉴定。该厂开发的这种新产品,品种配套齐全,质量好,强度高。在烟台、泰安等地受到自来水公司及建筑业的欢
硬聚氯乙烯(PVC-U)管材、管件习题
格式:pdf
大小:25KB
页数:5P
4.6
江苏省建设工程质量检测人员培训习题集 第+章 第四章建筑用硬聚氯乙烯(vc-u)排水管材、管件 一、填空题 1、gb/b5836.1-2006适用于,在考虑材料的和 的条件下,也可适用于工业排水用管材。 2、除有特别规定外,在进行硬聚氯乙烯管材管件试验前,需要在条件下进行状 态调节h。 3、管材的落锤冲击试验,状态调节方法有或两种方法,仲裁时以为 准。按gb/t14152-2001规定,状态调节后,壁厚小于等于8.6mm的试样,应从空气浴中取 出秒或从水浴中取出秒内完成试验。如果超出此时间间隔,应将试样立即放 回预处理装置,最少进行的再处理。 4、pvc-u管件的烘箱试验是为了揭示管件在注塑成型过程所产生的是否有冷料 或未熔融部分以及的熔接质量等。试验时同批同类产品至少取个试样,将烘 箱升温,使其达到oc,试验前应先测量,试验时间从开
无毒稳定剂在PVC-U给水管材/管件生产中的应用 无毒稳定剂在PVC-U给水管材/管件生产中的应用
格式:pdf
大小:429KB
页数:3P
4.7
从初期着色性能、制品物理性能、重金属含量与卫生性能等方面探讨使用无毒稳定剂生产给水管材的配方工艺要求,从注塑浇口红斑、外观光泽差等探讨使用无毒稳定剂生产给水管件的配方工艺要求。通过一系列配方和工艺试验对无毒稳定剂进行了甄选。
城市给水PVC-U管材管件的发展与对策 城市给水PVC-U管材管件的发展与对策
格式:pdf
大小:221KB
页数:3P
4.6
本文从城市供水面临的实际问题出发,分析了硬聚氯乙烯管(pvc-u)用于城市给水所存在的管件连接问题。在此基础上,对管网改造所需配套的止水栓、活接管件及其工程应用对策进行了探讨。
PVC管材生产中常见问题及解决办法(20201028123730)
格式:pdf
大小:157KB
页数:11P
4.6
. . pvc管材生产中常见问题及解决办法 序不正常现象原因解决方法备注 1表面变色 机筒或机头温度过高,使物料 分解 降温 物料稳定性不够,发生分解 检查pvc树脂还是稳定剂引起稳定性不 够,更换树脂或稳定剂,或增加稳定剂份 数。 温度仪表控制失灵,超温引起 分解 调校,检修仪表 2 管材表面有黄褐色条 纹或色点 模具或分流梭局部有死角或 凹陷,引起滞料、糊料,产生 局部分解条纹 进行清理局部糊料、死角引起和管材表面摩擦增大发生分解,形成条纹 混料不均或物料中有杂质,可 引起局部分解,形成表面色点 确定具体原因,改善混料工艺或更换有问 题原料 3外表无光泽 口模温度低 提高口模温度、增加acr用量以提高剪 切 光亮型acr加工助剂即使在较低温度下仍可显著改善表面光洁 度 剪切速率太大,熔体破裂 适当提高料温、提高acr用量或降低牵 引速度 口模温度过高或
 pvc-u管件承压不稳
pvc-u管件承压不稳 pvc-u管件承压不稳
格式:doc
大小:32KB
页数:4P
4.7
本文将详细讨论pvc-u管件在建设工程领域中承压不稳的问题。我们将从材料特性、设计和安装等多个方面进行说明,以帮助读者更好地了解和解决这一问题。
pvc-u管件规格表 pvc-u管件规格表
格式:doc
大小:47KB
页数:5P
4.8
本文将详细介绍pvc-u管件规格表,包括管件的种类、尺寸、材质等内容。通过了解这些规格,建设工程领域的相关人员可以更好地选择和应用pvc-u管件,确保工程质量和安全。
PVC-U管件生产中白斑产生的机理及解决办法相关
文辑推荐
知识推荐
百科推荐


职位:设备电气工程师
擅长专业:土建 安装 装饰 市政 园林


