

PLC、变频器技术在车床系统改造中的运用与实践研究
格式:pdf
大小:460KB
页数:2P
人气 :87
 4.7
4.7
工业生产需要大量有效的机械设备协同运作,在有效的机械设备支持下,产品生产的质量和效率得到大幅提升,传统的继电器控制系统用于工业生产中经常出现故障,影响生产的进行,为了提升产品生产质量,我们需要对传统的车床系统加以改造,并将PLC、变频器技术应用于车床系统之中,从而保证车床的稳定与质量的提升。



 PLC、变频器技术在车床系统改造中的运用与实践研究
PLC、变频器技术在车床系统改造中的运用与实践研究 PLC、变频器技术在车床系统改造中的运用与实践研究
工业生产需要大量有效的机械设备协同运作,在有效的机械设备支持下,产品生产的质量和效率得到大幅提升,传统的继电器控制系统用于工业生产中经常出现故障,影响生产的进行,为了提升产品生产质量,我们需要对传统的车床系统加以改造,并将plc、变频器技术应用于车床系统之中,从而保证车床的稳定与质量的提升。
PLC、变频器技术在车床系统改造中的应用
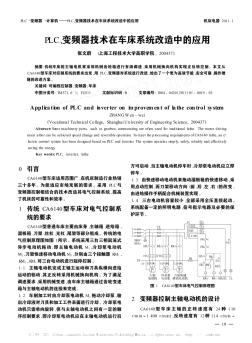
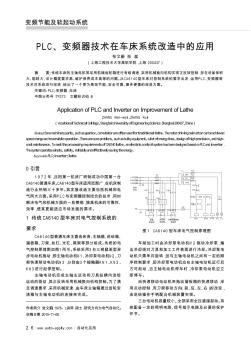
传统车床的主轴电机常采用机械齿轮箱进行有级调速,采用机械换向机构实现正反转控制。本文从ca6140型车床对控制系统的要求出发,用plc、变频器对系统进行改进,给出了一个更为高效节能、安全可靠、操作便捷的改进方案。
编辑推荐下载
PLC、变频器技术在车床系统改造中的应用
格式:pdf
大小:30KB
页数:3P
4.5
传统车床的主轴电机常采用机械齿轮箱进行有级调速,采用机械换向机构实现正反转控制,存在设备体积大、能耗大、设计精度要求高、维护保养成本高等的问题。从ca6140型车床对控制系统的要求出发,运用plc、变频器等技术对系统进行改进,给出了一个更为高效节能、安全可靠、操作便捷的改进方案。
PLC控制器和变频器技术在门机上的应用 PLC控制器和变频器技术在门机上的应用
格式:pdf
大小:146KB
页数:未知
4.4
介绍了plc控制器与变频器调速原理。说明了plc控制器与变频器技术在mq530门机上的应用情况,分析了使用plc控制器控制变频器调速后的效果。即在调速范围内方便连续控制。使得各机构运行平稳,机械冲击力小。延长了门机使用寿命,减少了故障发生率。
PLC变频器技术在车床系统改造中的运用与实践研究热门文档
c650车床PLC电气系统改造
格式:pdf
大小:769KB
页数:32P
4.5
1 柳州职业技术学院 毕业设计(论文) 题目:用plc改造c650卧式车床的电气控制系统 姓名冯波 学号20090103095 专业机电一体化技术 年级09级机电一体化3班 指导教师 完成时间 2 柳州职业技术学院毕业设计(论文) 任务书 机电工程系系(部)2009机电一体化技术专业班学生 学号 一、毕业设计(论文)题目:用plc改造c650卧式车床的电气控制系统 二、毕业设计(论文)工作规定进行的日期:2011年7月5日起至2011年9月30日止 三、毕业设计(论文)进行地点: 四、任务书的内容: 车床是一种应用极为广泛的机床,主要用于加工各种回转表面(内外圆柱面、圆锥表 面、成型回转表面等),回转体的端面、螺纹等。车床的类型很多、主要有卧式车床、立式 车床、转塔车床和仿形车床等。c650型卧式车床主要有床
PLC变频器技术在恒压供水上的应用 PLC变频器技术在恒压供水上的应用
格式:pdf
大小:101KB
页数:1P
4.8
根据管网的压力,通过变频器控制水泵的转速,使水管中的压力始终保持在合适的范围。另外水泵耗电功率与电机转速的三次方成正比关系,所以水泵调速运行的节能效果非常明显,平均耗电量较通常供水方式节省近四成。结合使用可编程控制器,可实现主泵变频,副泵软启动,具有短路保护、过流保护功能,工作稳定可靠,大大延长了电机的使用寿命。
 PLC与变频器在医疗污物处理厂改造中的应用
PLC与变频器在医疗污物处理厂改造中的应用 PLC与变频器在医疗污物处理厂改造中的应用
格式:pdf
大小:327KB
页数:2P
4.6
传统的机器设备往往通过众多继电器来实现各种控制功能和电气保护,造成了设备线路复杂、功能单一,存在操作强度高和维修难度大的弊病。现以某医疗垃圾处理公司生产设备的自动化改造为例,阐述plc(可编程控制器)与变频技术在生产设备上的应用及其优势。设备改造完成后故障率明显降低,运行可靠性增强,实用效果明显。

PLC与变频器在电镀生产线控制系统改造中的应用
格式:pdf
大小:250KB
页数:3P
4.7
根据单梁悬挂起重机(0.5t)的电气原理和工作需要,设计了一套plc、变频器控制系统,它不仅具备了传统继电器对单梁悬挂起重机的控制功能,而且还具有自动循环、信号提示、高效运行准确停车、热过载保护等一系列新的功能,实现了电镀自动化控制。主要介绍了三菱公司plc和变频器在单梁悬挂起重机改造中的应用。
PLC变频器技术在车床系统改造中的运用与实践研究精华文档

PLC与变频器在桥式起重机控制系统改造中的应用
格式:pdf
大小:1.9MB
页数:3P
4.6
针对100/20t桥式起重机原控制系统在启动和调速等方面存在的问题,本文采用plc、变频器及触摸屏控制技术对其电气控制系统的硬件结构和软件进行总体优化设计。实践表明,改造后的系统有效克服了起重机存在的缺陷,运行可靠,具有良好的工业应用前景。
PLC变频器恒压供气改造
格式:pdf
大小:358KB
页数:5P
4.7
通过改造用plc加一台变频器来集中控制两台原本单独的空压机,采用两个压力传感器(4-20ma),其中一个压力传感器输入plc的a/d模块,由pig根据压力值用程式设定值进行粗调控制空压机的启停;另一个压力传感器直接输入变频器的外部电压设定端子,直接快速控制变频器的输出频率;无级调速,对空压机进行细致的跟随调整的闭环控制,从而达到恒压和节能的目的,节省一台变频器并将两台空压机集中进行自动控制。
PLC变频器恒压供气改造 PLC变频器恒压供气改造
格式:pdf
大小:358KB
页数:5P
4.3
通过改造用plc加一台变频器来集中控制两台原本单独的空压机,采用两个压力传感器(4-20ma),其中一个压力传感器输入plc的a/d模块,由pig根据压力值用程式设定值进行粗调控制空压机的启停;另一个压力传感器直接输入变频器的外部电压设定端子,直接快速控制变频器的输出频率;无级调速,对空压机进行细致的跟随调整的闭环控制,从而达到恒压和节能的目的,节省一台变频器并将两台空压机集中进行自动控制。
 用PLC变频器改造供水系统
用PLC变频器改造供水系统 用PLC变频器改造供水系统
格式:pdf
大小:99KB
页数:未知
4.3
现代工业控制领域中,由plc可编程控制器控制的变频器调速得到了广泛应用,本文介绍了用plc与变频器以恒压供水方式改造原有继电器供水系统的过程,文章以三菱fx系列plc和fr-a540变频器为例,系统论述了如何实现单台乃至多台电动机变频调速,plc与变频器的连接和变频器参数设定及plc可编程控制器程序的编写。
PLC变频器技术在车床系统改造中的运用与实践研究最新文档
PLC、变频器在中央空调冷冻泵、冷却泵控制系统改造中的应用
格式:pdf
大小:88KB
页数:2P
4.6
介绍了利用plc、变频器改造宾馆中央空调冷冻泵、冷却泵控制系统,实现了技术升级、确保设备低耗运行,并提高了电气控制系统运行的可靠性.
变频器和PLC在集中空调系统改造中的应用
格式:pdf
大小:281KB
页数:4P
4.3
介绍了一种新的控制方式,它采用广为流行和成熟的交流调速技术、plc控制技术,对中央空调的水系统和风机进行改造,实现了全自动闭环控制,节省了能耗。
变频器及PLC在桥式起重机控制系统改造中的应用
格式:pdf
大小:581KB
页数:3P
4.8
采用变频器及plc对桥式起重机原有的老式控制系统进行了全面改造。介绍了改造的基本思路及系统构成、变频器、plc的选型等问题。改造后的桥式起重机运行平稳,性能稳定,故障率明显减少。
变频器及PLC在桥式起重机控制系统改造中的应用
格式:pdf
大小:468KB
页数:3P
4.6
采用变频器及plc对桥式起重机原有的老式控制系统进行了全面改造。介绍了改造的基本思路及系统构成及变频器、plc的选型问题。改造后的桥式起重机运行平稳,性能稳定,故障率明显减少。

PLC、变频器及触摸屏在门式起重机控制系统改造中的应用
格式:pdf
大小:404KB
页数:2P
4.4
阐述采用plc、变频器及触摸屏在门式起重机的控制系统改造设计中的应用,分析其控制系统的主要特点及改造后的使用效果。
课程标准《现代变频器技术》
格式:pdf
大小:105KB
页数:11P
4.6
重庆三峡职业学院 《现代变频技术》课程标准 课程学分:4 总学时:64 适用专业:机电类专业 一、前言 1.1课程的性质 本课程是高等职业院校机电类技术专业的一门应用性主干专业课程。结合变频器行 业的最新发展情况,通过理论教学、实验、实训,使学生具备应用和维护维修各种变频 器控制系统的基本能力;教会学生利用网络搜索技术资料的方法,使学生具备应用技术 资料解决现场问题的能力;在授课过程中培养学生认真的工作作风和严谨的工作态度, 树立学生的岗位责任意识;培养学生科学的思维方法和综合的职业能力,以适应职业教 育发展的需要。 1.2设计思路 课程内容设计针对课程核心内容:变频调速系统的设计、调试和维护,选择恒压供 水系统、变频风机系统和生产线传送带调速系统等典型变频调速系统作为教学载体进行 基础性和综合性学习情景的设计。以"变频器设备为主、变频调速工程为辅"设计基础性
PLC与变频器的通信控制 PLC与变频器的通信控制
格式:pdf
大小:89KB
页数:2P
4.6
plc是目前广泛使用的一种可控程序编辑器,在工业生产过程、通信过程发挥重要作用,具有体积小、控制程度灵敏等优良特性。通过将plc和变频器的交互设计,可以充分利用好变频器与可编程控制器的基本原理特性,有效提升通信控制水平,保证通信质量。本文结合传统的变频器控制模式,对plc和变频器的通信控制原理进行解读,并对其中所涉及的基本设计原理进行初步的探索研究。
PLC变频器论文
格式:pdf
大小:244KB
页数:6P
4.6
plc与变频器在·桥式起重机控制系统改造中的应用 摘要:针对100/20t桥式起重机原控制系统在启动和调速等方面存在的问题,本文采用plc、变频器及触摸屏控 制技术对其电气控制系统的硬件结构和软件进行总体优化设计。实践表明,改造后的系统有效克服了起重机存在 的缺陷,运行可靠,具有良好的工业应用前景。 关键词:可编程控制器;变频器;触摸屏;桥式起重机;优化设计 abstract:accordingtotheproblemsinstartandspeedcontrolwithoriginalcontrol systemof100/20tbridgecrane,thispapermainlyintroducestheoptimizationdesign ofthemainhardwarestructureandsoftprog
变频器和PLC在节能改造中的应用 变频器和PLC在节能改造中的应用
格式:pdf
大小:2.6MB
页数:1P
4.4
文章介绍了富士变频器和abplc在短纤系统的应用。主要包括了变频器与plc的通讯,plc的简单工作原理及特点,上位机操作画面的设计,变频器的通讯线安装注意事项以及下位机如何实现plc与变频器的通讯。
利用PLC和变频器实现普通机床定位停车 利用PLC和变频器实现普通机床定位停车
格式:pdf
大小:161KB
页数:未知
4.7
非数控机床常会遇到定位停车问题,如:端面铣床完成加工后,滑台返回过程中要避免精铣刀片刮伤工件而定位停车,攻丝机攻到位时定位停车和铣内孔专机主轴进(退)刀前的定位停车等。这类机床主要是刀片定位,一般会有1~2mm的定位误差。就这1~2mm的误差,
PLC变频器技术在车床系统改造中的运用与实践研究相关
文辑推荐
知识推荐
百科推荐


职位:水电监理工程师
擅长专业:土建 安装 装饰 市政 园林


