





阀门装配工艺规范1
阀门装配过程规范 1、目的 本规范对阀门装配工作程序和试压标准规范作出了规定,以确保装配和试压的阀门 达到质量标准的要求;保证阀门装配质量达到图纸、标准和有关规程的要求。 2、适用范围 适用于本公司生产的所有阀门的装配和测试过程。 3、职责 3.1装配车间主任对阀门的装配 质量负责。应安排责任心强、业务熟练的工人担任阀门的装配和试压工作;应教育 职工在本职工作中自始至终贯彻本公司的质量方针,不断提高产品质量。 3.2承担装配和试压的钳工要认真工作,确保所装的阀门达到质量标准的要求。 3.3检验员要细致工作,敢于负责,确保经检验的阀门达到质量标准的要求。 3.4技术部门要做好日常生产的技术服务,不断完善阀门图样及有关技术文件,使 产品质量的提高有更可靠的保证。 4、工作程序 4.1零部件的领取 4.1.1按装配工序流程卡规定的阀门总图的明细表领取全部零部件。
编辑推荐下载
LED灯装配工艺
格式:pdf
大小:59KB
页数:3P
 4.7
4.7
led灯装配工艺 振达科技有限公司led灯装配工艺指导规程编号 dcg81系列led隔爆型防爆灯装配工艺规程 1、适用范围 本工艺规程适用于led防爆灯(压铸铝外壳)组装与检验。 2、材料与零部件 3、设备与工具 3.1220v60w电烙铁、φ0.8mm焊锡丝。 3.2专用周转箱 3.3镊子 3.4电子钳、剥线钳 3.5十字螺丝刀 4、操作工艺过程 4.1检查 (1)组装工作开始前先检查工具是否准备齐全。 (2)检查所需要的材料和零部件是否齐全。 (3)装配前先对材料和零部件检查是否损坏、瑕疵。 (4)led驱动先检测是否合格。 4.2装配 (1)先把外壳清洗干净,干燥后,置于安装平台上。 (2)将驱动腔和光源腔用4颗m6内六角螺栓紧固,胶封4个螺栓孔。 (3)将led (4)在led背面涂满薄薄一层导热硅脂,将led轻轻按在固定位置,左
PFF65-70手动平板阀结构设计与装配工艺论文热门文档
固定球阀装配工艺
格式:pdf
大小:6KB
页数:2P
4.6
固定球阀装配工艺 1适用于6”~56”支撑板结构固定球阀 2准备工作 2.1必须保证场地干净,整洁,清除所有灰尘,铁屑和杂质,防止污染产品 2.2清洗所有零部件,装配前用清洁软布擦净零件表面,确保待装零件无毛刺,油污,锈蚀 2.3压盖,阀体,连接盘的定位销孔加工后必须拆开,去毛刺,吹铁屑,清洗待装,且此项 工作不能在待装现场进行 2.4仔细检查球体表面的粗糙度和镀层表面的粗糙度,发现不符合要求返回返工 2.5将一对阀座在待装的球体上研磨,保证密封面环带接触痕迹均匀 2.6整个装配过程应保证o形圈不会切边 3装配程序 3.1在阀体通径端拧上螺栓,用试装或计算的方法确定螺栓高出螺母1~3牙,确保螺栓材料 标记朝上,同一法兰面上露出高度小于1.5牙,吊板处螺栓露出部分也应符合1~3 牙的规定 3.2阀座装配。将压缩弹簧和已组合的阀座(支撑圈和密封圈

蝶阀装配工艺及试压过程
格式:pdf
大小:24KB
页数:2P
4.3
蝶阀装配工艺及试压过程 一.碟阀装配工艺 1.按装配任务要求领取装配所需的零件、标准件、辅助工具及辅助材料; 2.清洗阀体、蝶板内外表面以及其腔体内金属装配件; 3.装配过程: 3.1..将密封圈和压板圈装配到蝶板上,对正密封圈和压板的位置,拧紧后松开。; 3.2.将蝶板组件装配入阀体,微幅转动蝶板组件(使密封圈密封面与阀体密封面充分 配合)对正位置后压紧;; 3.3.将阀杆依次穿过阀体、蝶板、阀体的阀杆孔后拧紧蝶板组件上的螺钉并钻销孔打 入销钉固定密封圈;; 3.4.装配对开圆环、下端盖垫片和下端盖; 3.5.在校正好阀杆键槽位置后,配钻阀杆和蝶板连接销轴孔并上好销轴(紧配); 3.6.装入填料、填料压盖,上好填料压盖处的螺栓、螺母,并拧紧螺母; 3.7.装配支架、蜗轮或其他驱动装置; 4.检验合格后进入压力试压过程。 二.碟阀压力试验过程 注:强度试验、密封试验的项目、压力、保持试验
装配工艺指导书
格式:pdf
大小:542KB
页数:6P
4.6
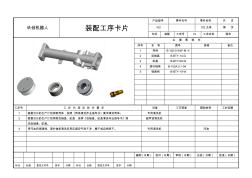
华创机器人装配工序卡片 产品型号零件代号零件名称共页 102102主体第页 车间装配工序号10工序名称清洗 主要零部件 序号名称图号规格备注 1壳体b-102-01aw-ⅱ-4 2齿轴盖b-bty-14-g 3缸盖b-bty-09-w 4滚针轴承b-102a.0.1-04 5调速阀b-bty-10-w 工步号工步内容及技术要求设备工艺装备辅助材料工时定额 1根据当日的生产计划领取壳体,按照《壳体清洗作业指导书》要求清洗壳体。专用清洗机 2根据当日的生产计划领取齿轴盖、缸盖,按照《齿轴盖、缸盖清洗作业指导书》清超声波清洗机 洗齿轴盖、缸盖。 3用汽油将调速阀、滚针轴承清洗后用压缩空气软干净,擦干或自然晾干。专用清洗机汽油 编制(日期)校对(日期)审核(日期)会签(日期)
 塔式起重机结构制造的装配工艺研究
塔式起重机结构制造的装配工艺研究 塔式起重机结构制造的装配工艺研究
格式:pdf
大小:57KB
页数:2P
4.7
针对塔式起重机运行过程中经常出现的问题,进行合理分析,并简要介绍了提升塔式起重机结构制造装配水平的重要性、塔式起重机设计制造安全性要求,如钢材要求较高、钢结构焊接要精准、附着装置要求高等,提出塔机制造装配工艺操作要点,希望能够为有关技术人员提供一定的帮助。
PFF65-70手动平板阀结构设计与装配工艺论文精华文档

机油泵拆卸修理与装配工艺
格式:pdf
大小:68KB
页数:1P
4.6
机油泵是润滑系中的一个很重要的部分,经过长期使用,主、从动齿轮及转子式内外转子的表面,主动轴与轴孔,从动齿轮与轴之间的磨损都会影响齿轮的正常啮合,使间隙增大,减少供油量和供油压力。另外,斜齿轮在啮合运动时会产生轴向压力,使齿轮端面与泵盖发生磨损,也会降低供油压力。
机油泵拆卸检验修理与装配工艺
格式:pdf
大小:78KB
页数:1P
4.5
机油泵是润滑系中的一个很重要的部分,经过长期使用,主、从动齿轮及转子式内外转子的表面,主动轴与轴孔、从动齿轮与轴之间的磨损都会降低机油泵的性能。现将机油泵修理与装配工艺介绍如下,供读者参考。一、拆卸1.从发动机体上拆下机油泵总成。2.转子式机油泵用卡簧钳取出卡簧,卸下齿轮、半圆键,
5母线加工与装配工艺守则
格式:pdf
大小:251KB
页数:10P
4.5
盛隆电气有限公司 一次硬母线加工与装配工艺守则sl/qz/xm/7.5-02 高低压成套开关设备 版本/修改次b/0 共11页第1页 本守则参照国家标准gbj149-1990《电气装置安装工程母线装置施工及验收规范》等制定。 1、适应范围: 适应于本公司各种成套开关设备中的硬母线加工和装配。 2、定义: 母线:一种可与几条电路分别连接的低阻抗导体。本守则特指各种矩形标称截面的硬铜铝 母线,硬铜母线代号为tmy,硬铝母线代号为lmy。 3、设备及工具: 压花模、剪切机、平弯机、侧弯机、冲孔机(器)、冲孔模具、电钻(钻头、丝攻)锉刀、 铅笔、木(或塑料)锤、木(或塑料)平台、钢卷尺、角尺、直尺、塞尺、线锤、样冲、扳 手(包括扭矩扳手)、起子。 4、材料: 各种标称截面的铜排、铝排及其配套使用的各种规格的母线伸缩节,紧固件和电力复合脂。 5、母线截面及形状的
PFF65-70手动平板阀结构设计与装配工艺论文最新文档
塑料小夹子注射模加工与装配工艺 塑料小夹子注射模加工与装配工艺
格式:pdf
大小:218KB
页数:未知
4.3
在2013全国职业院校技能大赛中,中职组模具制造技术的比赛题目是"小夹子塑料注塑模"的制造,题目要求参赛选手按照图样要求在规定的时间内加工并完成模具的装配。从图样可以看出模具比较小,要求生产量在3,000件以内,模具的结构是典型的两板模并不复杂,由于时间比较短加工的零件比较多,主要考核选手的加工能力和模具钳工的装配水平;同时也考核零件加工的工艺编排以及装配顺序的合理性。
非晶合金变压器器身装配工艺与改进 非晶合金变压器器身装配工艺与改进
格式:pdf
大小:299KB
页数:未知
4.6
非晶合金变压器的规格已多样化,本文对油浸式非晶合金变压器基于三相五柱式结构铁心的器身装配工艺进行介绍。在详细叙述一般装配工艺的基础上,提出存在的问题与工艺改进措施。
机械装配工艺过程设计
格式:pdf
大小:186KB
页数:2P
4.6
按照设计的技术要求,把机械的零部件连接起来,抑或是把机械的零件或部件组合成机器,这就是机械装配。机械装配是制造机器和维修机器的重要的环节,装配工作的好坏影响机器的效能、修理的工期和机器的成本等。而在机械装配过程中,重型机械是机械工业中一个重要的行业,重型机械为国家基础建设服务,维系国家经济命脉。因此,文章主要分析重型机械的装配工艺、设计流程、设计方法等,在此基础上进而分析机械装配工艺过程设计。
装配式结构设计的应用与优化 装配式结构设计的应用与优化
格式:pdf
大小:1.0MB
页数:2P
4.3
随着社会经济的不断发展,我国人们生活水平也在不断提高,对于居住环境的要求也在不断提升,为了能够满足人们对建筑结构的要求,装配式结构建筑的发展势在必行。装配式结构是一种全新的施工技术方法,不仅能够有效代替传统土建施工,还能够降低工程施工成本投入,对于保证施工工期等具有非常重要的作用。因此,为了提高装配式建筑结构的设计水平,本文针对装配式建筑结构的发展情况进行分析,对设计要点等进行明确,从而希望能够在实际应用过程中不断的优化装配式结构设计,为我国建筑行业的稳定发展提供保证。

装配工艺设计过程卡和工艺设计流程图
格式:pdf
大小:452KB
页数:13P
4.7
工艺文件 第1册 共1册 共7页 文件类别:应用电子技术专业工艺文件 文件名称:led显示屏 产品名称:led显示屏 产品图号:aaa 本册内容:产品工艺文件 指导:赵书安 制作:33项宏红34魏纤 2013-10-29 工艺文件目录 产品名称计划生产件数 led显示屏 序号工艺文件名称页号备注 1封面1 2目录2 3电缆加工工艺流程图3 4led显示屏电装装配工艺过程卡 片 4 5装配工艺过程卡片中的元器件5 6led显示屏封装装配工艺过程卡 片 6 7led显示屏组装工艺流程图7 8 9 10 11 12 13 14 15 旧底图 总号 更改 标记 数 量 更改 单号 签名日期签名日期第2页 项宏红2013.10拟 制 共7页 底图
一套完整的换热器装配工艺
格式:pdf
大小:638KB
页数:36P
4.6
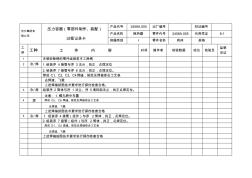
空分集团有 限公司 压力容器(零部件制作、装配) 过程记录卡 产品代号2458a.000出厂编号材证编号 产品名称换热器零件代号2458a.005代用凭证6-1 容器类别i零件名称壳体规格 工 序 工种工作内容时间操作者检验数据结论检验员 监察 见证 1未喷砂除锈的零件组装前手工除锈 2冷/焊1.组装序4接管与序3法兰,找正,点焊定位 2.组装序7接管与序6法兰,找正,点焊定位。 焊成c1、c2、c3、c4焊缝,规范见焊接综合工艺表 去焊渣、飞溅 上述焊缝按图技术要求进行探伤检查合格。 3冷/焊组装序2筒体与序1法兰、序5填料函法兰,找正点焊定位。 注意:1.螺孔跨中布置 4焊焊成c5、c6焊缝。规范见焊接综合工艺表 去焊渣、飞溅 上述焊缝按图技术要求进行探伤检查合格 5冷/焊1.组装序4接管(
大功率投光灯装配工艺卡
格式:pdf
大小:133KB
页数:10P
4.4
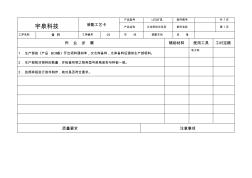
宇泉科技装配工艺卡 产品型号led灯具部件图号共7页 产品名称大功率投光系列部件名称第1页 工序名称备料工序编号01车间装配车间设备 作业步骤辅助材料使用工具工时定额 1.生产部按《产品bom表》开出领料通知单,交仓库备料,仓库备料后通知生产部领料。 电子称 2.生产部核对物料的数量,并检查所领之物料型号规格是否与样板一致。 3.依照样板进行首件制作,核对是否符合要求。 质量要求注意事项 1.关键元器件和材料必须与型式试验合格产品一致。 2.制作的首件必须与工程部提供的样板相符合。 3.质检员巡检内容: a.尺寸——是满足要求 b.材料——是否使用正确 c.操作——是否规范 1.库仓管理员和领料人员必须配戴无绳防静电手环。 2.led灯珠:严格按照生产通知单所注明的发放,原则 上不同厂家的灯珠不能用于同一订单的相同产品。 3.透镜
手扶装配工艺流程图
格式:pdf
大小:65KB
页数:1P
4.7
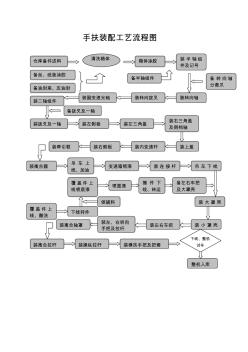
手扶装配工艺流程图 仓库备件送料箱体涂胶 备丝、纸垫涂胶 备油封座、压油封 装半轴组 件及记号 备半轴组件 装转向轴装转向拨叉 备转向轴 分离爪 装副变速光轴 装二轴组件 装拨叉及一轴 备拨叉及一轴 装左侧板装左三角盖 装右三角盖 及倒档轴 装内变速杆装上盖装右侧板装牵引框 装离合器 吊车上 线、加油 变速箱喷漆装连接杆吊车下线 覆盖件上 线、酸洗 下线转件 覆盖件上 线喷底漆 喷面漆 摘件下 线、转运 领辅料装大罩壳 装小罩壳装左右车把 装左、右转向 手把及拉杆 装离合轴罩 装离合拉杆装操纵拉杆装横扶手把及把套 整机入库 备左右车把 及大罩壳 下线、整机 试车 清洗箱体

母线槽装配工艺
格式:pdf
大小:102KB
页数:10P
4.6
母线槽装配工艺 zq/gy-08-2010 贵州中泉电气集团有限公司 二零一零年六月 贵州中泉电气 集团有限公司 工艺文件zq/gy-08-2010 母线槽装配工艺 共4页第1页 1依据和适用范围 本工艺适用于母线槽的成品组装制作。 2设备及工具 剪线钳、压线钳、尖嘴钳、扳手、电工刀、十字螺丝刀、铜排机、手电钻、风枪、拉铆枪、紧 压设备等。 3母线槽装配前工艺 3.1母线装配前仔细检查母线绝缘层有无破损,绝缘层包扎是否符合设计要求,与母线紧贴的外 壳应无任何形式的毛刺。 3.2用风枪和抹布将母线外壳和母线导体清理干净,不得有任何形式的毛刺、金属颗粒和尘埃。 4母线槽装配 4.1启动紧压设备,根据母槽的长度启动油缸数量。 4.2油缸升起高度平齐合理。 4.3根据母线槽大小选择合适的下压块放置在油缸平台上,要求
PFF65-70手动平板阀结构设计与装配工艺论文相关
文辑推荐
知识推荐
百科推荐


职位:消防工程项目经理
擅长专业:土建 安装 装饰 市政 园林


