

MOCVD喷淋头的焊接工艺研究
格式:pdf
大小:132KB
页数:3P
人气 :55
 4.3
4.3
喷淋头是MOCVD反应器中的关键部件,其设计和加工难度大。采用特殊的结构设计和合理工艺方法,配合加工工装和焊接夹具,选择合理的基准面和焊接参数,降低了加工难度。



 一种多喷淋头式MOCVD反应器的设计与数值模拟
一种多喷淋头式MOCVD反应器的设计与数值模拟 一种多喷淋头式MOCVD反应器的设计与数值模拟
提出了一种多喷淋头式mocvd反应器。针对新型反应器,对gan生长的mocvd过程进行了数值模拟,模拟考虑了热辐射和化学反应,计算了反应器内流场、温场和浓度场,导流筒壁面的寄生沉积以及gan生长速率,并分析了反应室几何因素对生长均匀性的影响。模拟结果显示,衬底表面大部分区域具有均匀的温场和良好的滞止流。通过对浓度场和gan生长速率的分析,得出mmga是薄膜生长的主要反应前体。通过对反应器高度h、导流筒与托盘间距h、导流筒半径r等参数的优化,给出了提高薄膜生长速率和均匀性的条件。

常见的焊接工艺及钢结构焊接工艺
目前常用的焊接工艺有: →电弧焊(氩弧焊、手弧焊、埋弧焊、钨极气体保护电弧焊、等离子弧焊、气体 保护焊) →电阻焊 →高能束焊(电子束焊、激光焊) →钎焊 →以电阻热为能源:电渣焊、高频焊; →以化学能为焊接能源:气焊、气压焊、爆炸焊; →以机械能为焊接能源:摩擦焊、冷压焊、超声波焊、扩散焊 焊接工艺精度变形热影响焊缝质量焊料使用条件 激光焊精密小很小好无 钎焊精糙一般一般一般需要整体加热 电阻焊精糙大大一般无需要电极 氩弧焊一般大大一般需要需要电极 等离子焊较好一般一般一般需要需要电极 电子束焊精密小小好无需要真空 1.电弧焊 电弧焊是目前应用最广泛的焊接方法。它包括有:手弧焊、埋弧焊、钨极气体保 护电弧焊、等离子弧焊、熔化极气体保护焊等。绝大部分电弧焊是以电极与工 件之间燃烧的电弧作热源。在形成接头时,可以采用
编辑推荐下载

焊接工艺和焊接工艺评定的对话
格式:pdf
大小:29KB
页数:5P
4.4
wewillcontinuetoimprovethecompany'sinternalcontrolsystem,andsteadyimprovementinabilitytomanageandcontrol,optimizebusinessprocesses,toensuresmoothprocesses,responsibilitiesinplace;tofurtherstrengtheninternalcontrols,playacontrolpostindependentoversightroleofevaluationcomplyingwiththird-partyresponsibility;toactivelymakeuseofinte
DZL29型锅炉锅筒的焊接工艺.doc
格式:pdf
大小:44KB
页数:33P
4.7
dzl29型锅炉锅筒的焊接工艺 摘要 焊接工艺作为锅炉设备制造的关键工艺,其受压元件的性能和可靠性 在很大程度上决定了锅炉的安全性能和可靠性。只有按照国家标准制定确 定了最佳的焊接工艺参数,才能确保锅炉设备的焊接质量、焊接接头符合 产品技术性能和相应的条件下的使用要求。在考虑锅炉设备制造的经济性 时,通过对锅炉材料的选用,以及对锅炉受压元件进行焊接工艺的评定和 实验,确定切实可行的焊接方法、参数等,最后进行焊接工艺规程编制。 使dzl29-1.6/130/70-aⅱ型锅炉主要受压元件锅筒的焊接质量达到设计及 相关法规、标准的要求,以保证产品的安全性。 关键词:锅炉;焊接质量;锅筒;焊接工艺 abstract weldingprocessasthekeypartofboilerequipmentmanufacturing process,itsperform
MOCVD喷淋头的焊接工艺研究热门文档

镀锌钢管的焊接特点及焊接工艺-焊接工艺的特点
格式:pdf
大小:8KB
页数:4P
4.7
镀锌钢管的焊接特点及焊接工艺 镀锌钢广泛运用于各行各业,采用镀锌钢的好处是利用在空气中能够形成致密氧 化物保护层的金属锌来保护内部的钢结构。在被焊接、划伤的情况下,由于zn-fe 原电池的存在,相对活泼的镀锌部分可以作为牺牲阳极,延缓钢铁的锈蚀,耐腐 蚀性良好。然而由于镀锌层的存在,在焊接中容易产生裂纹、气孔、夹渣,较难 得到良好的焊接质量。 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°c, 沸点908°c左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位臵。 锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成 “液体金属脆化”。同时,锌与铁可形成金属间脆性化合物,如fe3zn10、fezn10 等。这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角 焊缝,尤其是t形接头的角焊缝最容易产生

焊接工艺规范
格式:pdf
大小:79KB
页数:7P
4.5
编号: 焊接工艺规范 编制: 校对: 审核: 批准: 目录 1.目的................................................1 2.适用范围............................................1 3.引用标准............................................1 4.工艺要求............................................1 4.1焊接方法选用原则...................................1 4.2焊接用辅料援用原则................................1 4.3点焊接头的最小搭边宽度和焊点的最小点距.......
焊接工艺措施
格式:pdf
大小:9KB
页数:6P
4.6
焊接工艺措施 焊接工艺措施: 1)对工程中使用较多的或有代表性的接头形式进行焊接工艺性试验, 以确定最佳的操作方法和焊接规范,焊接工艺性试验由焊接试验室全 权负责。 2)结构装配定位焊 a.装配定位焊前,焊接坡口及其内外两侧各20mm范围内的油污必 须用溶剂揩抹干净,并用手提砂轮机打磨去除铁锈、氧化皮等杂质, 使焊件母材表面露出金属光泽。 b.担任定位焊施焊工作的焊工必须是持有合格证的焊工。 c.装配质量达到图样技术要求后方可进行定位焊(如该焊缝焊前需 要预热,则必须预热至所要求的温度后才可进行定位焊。),定位焊所 用焊条(须经烘干处理)、焊丝必须与该焊缝正式焊接时所用焊材相 一致,定位焊缝应填满弧坑。 d.定位焊缝长度一般为20—50mm,间距长为400—600mm,焊脚尺 寸不得大于设计焊脚尺寸的一半,且不应大于8mm,定位焊应距设 计焊缝端部30mm以上。(
焊接工艺规范
格式:pdf
大小:134KB
页数:14P
4.4
e起弧时要特别防止未焊合及烧穿; f收弧时要填满弧坑,不要立即移走焊枪; 焊工操作前需根据以上规范确定焊接电流,电弧电压,气体流量等参数,工作中需经常 检查,每两小时检查一次,并作好记录,对板厚大于8mm的对接焊缝,需采用开坡口焊接。 3操作技术 a焊机接成反极性,即工件接负极,焊机接正极; b二氧化碳保护焊可以进行全位置焊接(平焊、立焊、横焊、仰焊); c焊丝伸出长度:直径为1.2mm以下的细焊丝伸出长度为10mm; d焊接厚度为2mm以下的工件时,焊枪不作摆动; 8.0~16.0≤0.50.8~1.226~29190~22020~24 6.0~12.
MOCVD喷淋头的焊接工艺研究精华文档
国外焊接工艺
格式:pdf
大小:3.7MB
页数:33P
4.5
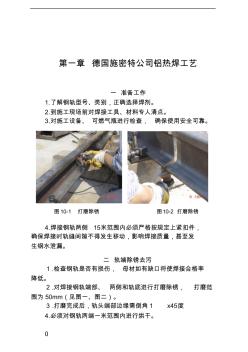
0 第一章德国施密特公司铝热焊工艺 一准备工作 1.了解钢轨型号、类别,正确选择焊剂。 2.到施工现场前对焊接工具、材料专人清点。 3.对施工设备、可燃气瓶进行检查,确保使用安全可靠。 4.焊接钢轨两侧15米范围内必须严格按规定上紧扣件, 确保焊接时轨缝间隙不得发生移动,影响焊接质量,甚至发 生钢水泄漏。 二轨端除锈去污 1.检查钢轨是否有损伤,母材如有缺口将使焊接合格率 降低。 2.对焊接钢轨端部、两侧和轨底进行打磨除锈,打磨范 围为50mm(见图一、图二)。 3.打磨完成后,轨头端部边缘需倒角1x45度 4.必须对钢轨两端一米范围内进行烘干。 图10-1打磨除锈图10-2打磨除锈 1 图10-4 预热枪支座 注意:特别要重视轨底的清洁和干燥。 三对轨 1.轨缝调整: 以轨脚边为基准,控制轨缝宽 度为28±1mm。 2.尖点调整(见图
焊接工艺 (2)
格式:pdf
大小:737KB
页数:18P
4.6
不锈钢复合板槽的焊接工艺 中铝山东分公司淄博万成工贸有限公司(255065)徐立媚 【摘要】分析了q235b+321不锈钢复合板的焊接性,对复合板进行了焊接工艺评定,确 定了q235b+321不锈钢复合板的焊接工艺。施焊过程中通过严格执行工艺规则,既保证了 焊接质量,又提高了焊接效率,满足设计要求。 不锈钢复合板是以碳素钢或合金钢为基层,不锈钢为复层,制成的双金属复合钢板。一般由 基层来保证复合板的强度,复层来保证复合板的耐腐蚀性能。它既具有不锈钢的美观耐用、 成形性好、耐腐蚀性强等优良性能,又有碳钢高强度和低成本的优点,因而应用广泛。为此, 本文分析了不锈钢复合板的焊接性,通过焊接工艺评定,制定了焊接工艺,并将该工艺成功 应用于槽的制作中,效果良好。 1.焊接性分析 槽母材为q235b+321不锈钢复合板,基层为q235b,厚度为7mm,

焊接工艺
格式:pdf
大小:377KB
页数:13P
4.7
钢筋焊接施工方案 一、编制依据 1、合同文件; 2、钢筋焊接及验收规程(jgj18-2003); 3、钢筋焊接接头试验方法标准(jgjt27-2001) 4、业主及监理要求; 二、钢筋闪光焊 (一)施工准备 1、机械设备 un1-150闪光对焊机。 2、材料 各种规格钢筋级别必须有出厂合格证,进场后经物理性能检验,符合要求后方能使用。 3、作业条件 (1)设备在操作前检修完好,保证正常运转,并符合安全规定,操作人员必须要持证上岗。 (2)钢筋焊口要平口、清洁、无油污杂质等。 (3)对焊机容量、电压要符合要求。 (二)操作工艺 1、对焊工艺 根据钢筋品种、直径和所用焊机功率大小选用连续闪光焊、预热闪光焊、闪光—预热— 闪光焊。对于可焊性差的钢筋,对焊后宜采用通电热处理措施,以改善接头塑性。 钢筋焊接工艺选用见表1。 钢筋级别直径(mm) 闪光留量 (mm) 顶锻留量
焊接工艺类
格式:pdf
大小:82KB
页数:2P
4.4
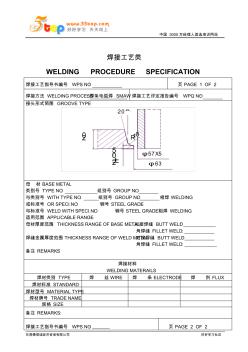
中国3000万经理人首选培训网站 东莞德信诚经济咨询有限公司好好学习社区 焊接工艺类 weldingprocedurespecification 焊接工艺指导书编号wpsno:页page1of2 焊接方法weldingprocess:焊条电弧焊smaw焊接工艺评定报告编号wpqno: 接头形式简图groovetype 20° 2± 0. 5 20r10 φ57x5 φ63 母材basemetal: 类别号typeno:组别号groupno: 与类别号withtypeno:组别号groupno:相焊welding 或标准号orspeci.no:钢号steelgrade: 与标准号weldwithspeci.no:钢号steelgrade:相焊welding 适用范围app
焊接工艺检验
格式:pdf
大小:11KB
页数:3P
4.4
焊接检验 1.非破坏性检验 a.外观。肉眼目测,必要时利用5—10倍放大镜检查焊件表面是否有气孔、 咬边、夹杂、焊瘤、表面裂纹等缺陷。 b.致密性(气密性试验氮气试验煤油试验水压试验气压试验) 适用于管道、盛器、容器上的焊缝检验。 气密性试验在密闭容器内通入远低于工作压力的压缩空气,并在焊缝外 侧涂上肥皂水. 氮气试验向被检验容器内部通入1%氨气的混合气体,并在焊缝外侧贴 上一条比焊缝略宽的用5%硝酸汞溶液浸过的纸带.当混合 气体加压产生泄露时,该处纸带变黑.此方法常于管子和小型 压力容器的检验. 煤油试验在焊缝表面涂上一层石灰水溶液,待干燥后另一侧涂上煤油. 当焊缝存在贯穿性缺陷时,煤油渗透过去,白色的石灰水带 上显露出油污点.此方法使用时应在涂煤油后立即进行检 查,以免渗油痕迹渐渐散开而模糊不清. 水压试验水压试验不但
MOCVD喷淋头的焊接工艺研究最新文档

焊接工艺报告
格式:pdf
大小:60KB
页数:6P
4.4
12东南-pd-2005-949 序号报告名称报告编号页数 1 建筑钢结构焊接工艺评定报告 (钢板横对接/气保焊 q235bδ=20mm) 东南-pd-2009-3710 2建筑钢结构焊接工艺评定报告 (角接接头对接/q235bδ=20mm) 东南-pd-2009-389 3建筑钢结构焊接工艺评定报告 (钢板对接/气保焊q235bδ=20mm) 东南-pd-2009-3910 4 建筑钢结构焊接工艺评定报告 (钢板对接/气保焊q235b+q345b δ=25mm) 东南-pd-2009-4010 5 建筑钢结构焊接工艺评定报告 (t形对接与角接组合焊q235b δ=20mm) 东南-pd-2009-4110 6 建筑钢结构焊接工艺评定报告 (t形对接与角接组合焊/气保焊 q235b δ=20mm+q345bδ=50mm) 东南-pd-
焊接工艺评定报告1.doc22
格式:pdf
大小:21KB
页数:1P
4.5
焊接工艺评定报告 企业名称大同-房山ⅲ回500kv线路工程14标项目经理部委托编号1 焊接方法普通电焊接头简图: 接头形式双面搭接焊 焊接式样q235-q235 焊丝牌号er50-6 焊丝尺寸φ1.2mm 母材钢号q235/q235 母材尺寸 φ32、φ28、φ25、 φ22、φ18、φ16、 φ14、φ12 焊接电流320a焊接电压32v焊接速度30cm/min 外观检验: 试样编号咬边内凹飞溅气孔错边焊缝宽余高 1-φ32无无无无无符合要求符合要求 2-φ28无无无无无符合要求符合要求 3-φ25无无无无无符合要求符合要求 4-φ22无无无无无符合要求符合要求 5-φ18无无无无无符合要求符合要求 6-φ16无无无
铜的焊接工艺
格式:pdf
大小:18KB
页数:5P
4.6
铜的焊接工艺规程.doc 铜及铜合金的焊接工艺 铜具有优良的导电性、导热性、耐腐蚀性、延展性及一定的强度等特性。在电气、电 子、化工、食品、动力、交通及航空航天工业中得到广泛应用。在纯铜(紫铜)中添加10 余种合金元素,形成固溶体的各类铜合金,如加锌为黄铜;加镍为白铜;加硅为硅青铜; 加铝为铝青铜等等。 铜及铜合金可用钎焊、电阻焊等工艺方法实现连接,在工业发达的今天、熔焊已占据 主导地位。用焊条电弧焊、tig焊、mig焊等工艺方法容易实现铜及铜合金的焊接。 影响铜及铜合金焊接性的工艺难点主要有四项元素:一是高导热率的影响。铜的热导 热率比碳钢大7~11倍,当采用的工艺参数与焊接同厚度碳钢差不多时,则铜材很难熔化, 填充金属和母材也不能很好地熔合。二是焊接接头的热裂倾向大。焊接时,熔池内铜与其 中的杂质形成低熔点共晶物,使铜及铜合金具有明显的热脆性,产生热裂纹。三是产生气 孔的缺

常用材质的焊接工艺
格式:pdf
大小:248KB
页数:12P
4.3
常用材质的焊接工艺 河北省盐山县电力管件有限公司 二零零八年五月一日 产品名称a335p91焊接工艺卡 焊接方法 氩弧焊 焊接设备 逆变焊机 适用范围车间专用编号yd2008-hj01手弧焊ws-400 坡 口 型 式 焊接工艺规程 序号工序内容 1焊前预热 预热温度:gtaw150℃~200℃,smaw200℃~250℃,远红外加热 器,硅酸铝保温。 2定位用氩弧焊进行点固焊,工艺同正式施焊要求一致。 3打底焊氩弧焊进行打底,厚度≥3mm。内部充氩保护。 4 填 充 焊 层间温度200-250℃ 焊 前 准 备 1、将管件内外坡口两侧10-15mm范围内油、漆、垢、锈、氧化物等清理干净直至露出金 属光泽 2、严格按焊条包装说明对焊条进行烘烤,放入100-120℃恒温箱内备用,禁止重复烘干。 层间施焊 焊接时管内充氩保护至前三层完成。按要
焊接结构的装配与焊接工艺
格式:pdf
大小:13KB
页数:5P
4.6
1 第五章焊接结构的装配与焊接工艺 装配与焊接是焊接结构生产过程中的核心,直接关系到焊接结构的质量和生产效率。 同一种焊接结构,由于其生产批量、生产条件不同,或由于结构形式不同,可有不同的装配 方式、不同的焊接工艺、不同的装配—焊接顺序,也就会有不同的工艺过程。本章重点介绍 装配与焊接工艺方法。 第一节焊接结构的装配 装配是将焊前加工好的零、部件,采用适当的工艺方法,按生产图样和技术要求连接成 部件或整个产品的工艺过程。 一、装配方式的分类 装配方式可按结构类型及生产批量、工艺过程、工艺方法及工作地点来分类。 (一)按结构类型及生产批量的大小分类 1.单件小批量生产 单件小批量生产的结构经常采用划线定位的装配方法。该方法所用的工具、设备比较简单, 一般是在装配台上进行。划线法装配工作比较繁重,要获得较高的装配精度,要求装配工人 必须具有熟练的操作技术。 2.成批生
箱形柱的焊接工艺及焊接变形控制 箱形柱的焊接工艺及焊接变形控制
格式:pdf
大小:168KB
页数:3P
4.4
结合莱钢信息能源管控中心工程实例,对箱形柱的制作工艺过程进行了分析和探讨。从配料、组装、焊接等工序制订了合理有效的防止焊接变形的控制措施,取得了很好的效果。

埋弧焊焊接工艺
格式:pdf
大小:3.5MB
页数:33P
4.5
1.3埋弧焊工艺参数及焊接技术 影响焊缝形状、性能的因素 弧焊主要适用于平焊位置焊接,如果采用一定工装辅具也可以实现角焊和横焊位置的焊接。埋弧焊时影响焊 和性能的因素主要是焊接工艺参数、工艺条件等。本节主要讨论平焊位置的情况。 焊接工艺参数的影响影响埋弧焊焊缝形状和尺寸的焊接工艺参数有焊接电流、电弧电压、焊接速度和焊 等。 )焊接电流当其他条件不变时,增加焊接电流对焊缝熔深的影响(如图1所示),无论是y形坡口还是i形 正常焊接条件下,熔深与焊接电流变化成正比,即状的影响,如图2所示。电流小,熔深浅,余高和宽度不 流过大,熔深大,余高过大,易产生高温裂纹。 图1焊接电流与熔深的关系(φ4.8mm) 图2焊接电流对焊缝断面形状的影响 a)i形接头b)y形接头 )电弧电压电弧电压和电弧长度成正比,在相同的电弧电压和焊接电流时,如果选用的焊剂不

![焊接工艺卡[对接]](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABIAAAASCAYAAABWzo5XAAAB9klEQVQ4T7WUT0iTcRjHP++r01Kbf5p2iHWoTDGbLPpLsboEHgYxhtdUCJGtjA5Z0ugQKyuLmoF0S+oSGnqxOgQSHioWlcIoRBFaVM65tjVTt3ftjfcXQcOW2Oq5/n7fD8+f7/NINQ2+PEP5/BUV9YiEVMoKQkUNS0h3ZoMF7ZKl1XsDmRMr0P/uq0eyOLxhoCRLUEQDqVlChPz/gEybiqg0FjL8MkQ4liRfJ2PdV04wkmBkVOsA7DeVUFyUy4Ons2mFpGV0aOdaXE0bcfdO8fhFiF01erqcVURiCofPjArhvfMm3k0vcLpnIjOoTK9j4GIdgyMzePr8OO1G6ncb0Bfm0uj2EZ1TGOw00zPgp284kBmkvdw+W4uSTNFy+Q29rlpejX/BZqnA0+9nJpygs7WS5gs+pj4u/Bl0zG7EdmAdTW4fd89to+36W5z2DXwKxXkfWBQ9s3X8KPPXWDK1vVuLueTYwsNnQQ6ay7C2v+aodT31ewxMfpgnOpcUPVwWtDpfZqhrO/FEirHJGB23JthRrefa8Sq+Ln7jZr+fR8/TJ5bRR90nq6nbvEaI7j8JCBsMXTWjy5FpcI0JOyybkfZB80nBqhw+RxXiSkpoKkrzkGWYDi2F/HNnZ7204pxYHF4P0Jbl4nZLPw8b0PgX5yQCaIft1HcN4svVcEsFowAAAABJRU5ErkJggg==)
MOCVD喷淋头的焊接工艺研究相关
文辑推荐
知识推荐
百科推荐


职位:电气工程师
擅长专业:土建 安装 装饰 市政 园林


