




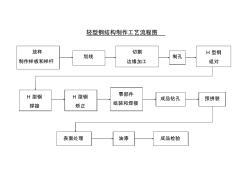
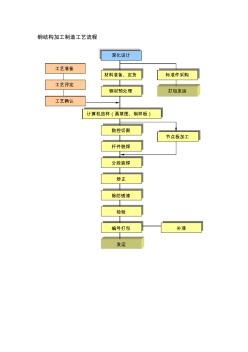
轻钢结构制作工艺流程图
放样 制作样板和样杆 划线 切割 边缘加工 制孔 h型钢 组对 h型钢 焊接 h型钢 矫正 零部件 组装和焊接 成品钻孔预拼装 轻型钢结构制作工艺流程图 油漆成品检验表面处理

钢结构制作工艺 (2)
钢结构加工工艺 一.号料 1.钢材材质:a.钢板:材质为q235b。b.型钢:h型钢材质为q235b,槽钢材质为q235b;角钢材质为q235b。 2.放样人员开草图时,必须先看清楚图纸中构件的材质、板厚、尺寸,发现问题及时找技术人员解决, 未经技术人员同意任何人不得私自修改图纸中构件的材质、板厚、尺寸。 3.对复杂节点及节点连接件进行1:1放样,放样时应根据设计图确定各构件的实际尺寸, 放样工作完成后,对所放大样和样板进行检验。 4.箱型、焊接h型钢的翼缘板拼接缝和腹板拼接缝的间距不应小于200mm。 5.箱形、工字形接料应避开焊缝对直接料、下600mm范围内接料。 6.号料时长度方向必须留焊接收缩余量,余量不小于50mm,宽度方向留切割余量:δ≤25mm时,切 割余量为2mm,δ>25mm时,切割余量为3mm。 7.样板的允许偏差
编辑推荐下载
钢结构制作工艺()
格式:pdf
大小:95KB
页数:11P
 4.8
4.8
钢结构加工工艺 一.号料 1.钢材材质:a.钢板:材质为q235b。b.型钢:h型钢材质为q235b,槽钢材质为 q235b;角钢材质为q235b。 2.放样人员开草图时,必须先看清楚图纸中构件的材质、板厚、尺寸,发现问题 及时找技术人员解决,未经技术人员同意任何人不得私自修改图纸中构件的 材质、板厚、尺寸。 3.对复杂节点及节点连接件进行1:1放样,放样时应根据设计图确定各构件的实 际尺寸, 放样工作完成后,对所放大样和样板进行检验。 4.箱型、焊接h型钢的翼缘板拼接缝和腹板拼接缝的间距不应小于200mm。 5.箱形、工字形接料应避开焊缝对直接料、下600mm范围内接料。 6.号料时长度方向必须留焊接收缩余量,余量不小于50mm,宽度方向留切割余量: δ≤25mm时,切割余量为2mm,δ>25mm时,切割余量为3mm。 7.
钢结构制作工艺
格式:pdf
大小:140KB
页数:17P
4.7
钢结构加工工艺 一.号料 1.钢材材质:a.钢板:材质为q235b。b.型钢:h型钢材质为q235b,槽钢材质为q235b;角 钢材质为q235b。 2.放样人员开草图时,必须先看清楚图纸中构件的材质、板厚、尺寸,发现问题及时找技 术人员解决,未经技术人员同意任何人不得私自修改图纸中构件的材质、板厚、尺寸。 3.对复杂节点及节点连接件进行1:1放样,放样时应根据设计图确定各构件的实际尺寸, 放样工作完成后,对所放大样和样板进行检验。 4.箱型、焊接h型钢的翼缘板拼接缝和腹板拼接缝的间距不应小于200mm。 5.箱形、工字形接料应避开焊缝对直接料、下600mm范围内接料。 6.号料时长度方向必须留焊接收缩余量,余量不小于50mm,宽度方向留切割余量:δ≤ 25mm时,切割余量为2mm,δ>25mm时,切割余量为3mm。 7.样板的允许偏差见
HLWP1801轻钢结构制作工艺规范热门文档
钢结构制作工艺{通用)
格式:pdf
大小:1006KB
页数:17P
4.5
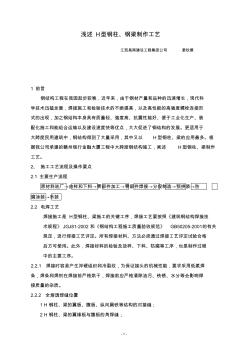
wt -1- 浅述h型钢柱、钢梁制作工艺 江西昌南建设工程集团公司姜钦德 1前言 钢结构工程在我国起步较晚,近年来,由于钢材产量和品种的迅速增长,现代科 学技术迅猛发展,焊接施工和检验技术的不断提高,以及高性能的高强度螺栓连接形 式的出现,加之钢结构本身具有质量轻、强度高、抗震性能好、便于工业化生产、装 配化施工和能组合运输以及建设速度快等优点,大大促进了钢结构的发展。更适用于 大跨度民用建筑中,钢结构得到了大量采用,其中又以h型钢柱、梁的应用最多。根 据我公司承建的赣州银行金融大厦工程中大跨度钢结构施工,阐述h型钢柱、梁制作 工艺。 2、施工工艺流程及操作要点 2.1主要生产流程 原材料进厂→放样和下料→零部件加工→零部件焊接→分段制造→预拼装→防 腐涂装→吊装 2.2电焊工艺 焊接施工是h型钢柱、梁施工的关键工序,焊接工艺要按照《建筑钢结构焊接技 术规程》j

钢结构制作工艺流程1
格式:pdf
大小:62KB
页数:4P
4.5
钢结构加工制造工艺流程 深化设计 工艺准备 工艺评定 材料准备、定货标准件采购 工艺确认 钢材预处理打包发运 计算机放样(画草图、制样板) 数控切割 杆件装焊 分段装焊 矫正 节点板加工 除防锈漆 检验 编号打包 发运 补漆 深化设计 工艺准备 工艺评定 材料准备、定货标准件采购 工艺确认 钢材预处理打包发运 计算机放样(画草图、制样板) 数控切割 父亲的格局决定家庭的方向 翼板 建模u型组装 原材料 数控切割 清磨 检查 连接板 隔板气保焊接 探伤、矫正 ut探伤 纵缝焊接 本体 入库验收 部件检验 数控制孔 数控切割 清磨 检查 腹板 铣削 预拼装 数控切割 曲面加工 样板检查 隔板 直条切割 清磨 隔板组装 检查 ut探伤 电渣焊接 尺寸检查 焊接 直条切割 电焊衬条 口型组装 尺寸检查 矫正 总装 探伤、矫正 牛腿加工 杆件装焊 分段装焊 矫正 节点
 NX_(70)型共用车钢结构制作工艺
NX_(70)型共用车钢结构制作工艺 NX_(70)型共用车钢结构制作工艺
格式:pdf
大小:353KB
页数:2P
4.4
分析了nx_(70)型共用车的底架钢结构、底架附属件模块化组装及h型钢接头焊接工艺,介绍了通过采用合理的工艺措施及使用必要的工艺装备来保证底架钢结构质量的工艺方法。
(工艺技术)钢结构制作工艺
格式:pdf
大小:131KB
页数:11P
4.4
组装工艺 1.号料 1.1钢材材质:a.钢板:钢板厚度t≤16时,材质为q345b;16<t≤30时材质为q345c;时,30<t <40时材质为q345gjc,t≥40时材质为q345gjc且厚度方向为z15。b.型钢:h型钢材质为

超高层钢结构制作工艺介绍
格式:pdf
大小:1.7MB
页数:19P
4.8
1 超高层钢结构制作工艺介绍 (h型柱、十字型钢骨柱、箱形柱、十字柱与箱型柱、钢柱牛腿) 1、h型柱制作工艺 2、十字型钢骨柱制作工艺 3、箱形柱制作工艺 4、十字柱与箱型柱的拼接 5、钢柱牛腿的制作 6、材料质量控制 7、除锈、涂装、编号 8、包装、运输与交接 1、h型柱制作工艺 1)放样:各施工过程如钢板下料切割、h型钢组合、各部件和零件的组装,构件预拼 件组装都需有专业放样工在加工面上和组装大样板上进行精确放样。放样后须经检验员检 验,以确保零件、部件、构件加工的几何尺寸,形位分差、角度、安装接触面等的准确无误。 2 2)划线和号料:对尺寸较小的板、杆材在不必要数控切割的情况下,采用人工划线、 号料。划线、号料人员应做到熟练制作样板、样杆,熟悉样板、样杆上标注的符号和文字含 意,搞清号料数量。 3)下料切割(含坡口):包括气割、剪切和坡口。本公司下料切割的主要设
HLWP1801轻钢结构制作工艺规范精华文档
钢结构制作工艺工作流程
格式:pdf
大小:30KB
页数:1P
4.8
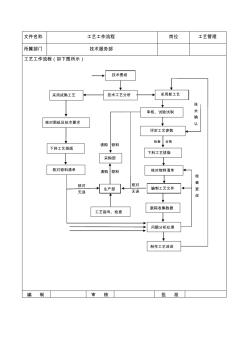
文件名称工艺工作流程岗位工艺管理 所属部门技术服务部 工艺工作流程(如下图所示) 编制审核批准 技术图纸 技术工艺分析 核对物料清单 生产部 采用成熟工艺采用新工艺 核对 无误 下料工艺排版 审核、试验试制 核对图纸及技术要求 评定工艺参数 采购部 技 术 确 认 下料工艺排版 核对物料清单 编制工艺文件 请购物料 检 查 更 改 核对 无误 跟踪收集数据 问题分析处理 工艺指导、检查 制作工艺改进 检查合格 请购物料

钢结构制作工艺流程图
格式:pdf
大小:14KB
页数:1P
4.7
深化设计 工艺准备 工艺评定 材料准备、定货标准件采购 工艺确认 钢材预处理打包发运 计算机放样(画草图、制样板) 数控切割 杆件装焊 分段装焊 矫正 节点板加工 除防锈漆 检验 编号打包 发运 补漆
建筑钢结构制作工艺学资料讲解
格式:pdf
大小:1.0MB
页数:31P
4.4
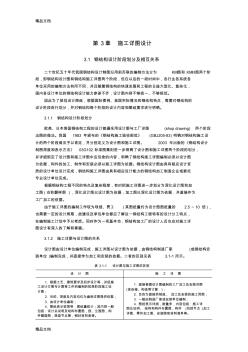
精品文档 精品文档 第3章施工详图设计 3.1钢结构设计阶段划分及相互关系 二十世纪五十年代我国钢结构设计制图沿用前苏联的编制方法分为km图和kmⅱ图两个阶 段,即钢结构设计图和钢结构施工详图两个阶段,但在以后的一段时间中,各行业各系统各 单位采用的编制方法有所不同,并且随着钢结构的快速发展和工程的日益大型化、复杂化, 国内各设计单位的钢结构设计能力参差不齐,设计图内容不够统一、不够规范。 因此为了规范设计图纸,根据国际惯例、我国实际情况和钢结构特点,需要对钢结构的 设计阶段进行划分,并对钢结构每个阶段的设计内容和图纸要求进行明确。 3.1.1钢结构设计阶段划分 欧美、日本等国钢结构工程的设计普遍采用设计图与工厂详图(shopdrawing)两个阶段 出图的做法。我国1983年颁布的《钢结构施工验收规范》(gbj205-83)明确对钢结构施工设 计的两个阶段做法予

厂房钢结构制作工艺措施
格式:pdf
大小:143KB
页数:14P
4.7
老挝万象120kt/a钾盐矿项目 i标钢结构制作技术工艺措施 编写: 审核: 批准: 中国水电十局有限公司老挝钾盐矿项目经理部 二〇一二年一月十六日 第1页共14页 目录 一、工程概述-----------------------------------------2 二、钢结构制作工艺及措施---------------------4 三、钢结构除锈油漆涂装技术措施-------------9 四、质量控制和验收-------------------------------11 五、成品堆放、发运-------------------------------12 六、安全保证措施----------------------------------12 第2页共14页 一、工程概述 1.1.前
HLWP1801轻钢结构制作工艺规范最新文档

建筑钢结构制作工艺课程设计
格式:pdf
大小:415KB
页数:13P
4.7
《建筑钢结构制作工艺学》 课程设计 班级: 姓名: 学号: 指导老师: 6-1图为某工程箱型钢柱,箱型柱规格为□1400×1400×40,厚度≥40mm材质为 q345gjc-z15,其他材质为q345c,箱型柱主焊缝、隔板与箱型柱及牛腿与箱型柱的焊缝 均为全熔透一级,箱型柱内部纵向劲板为部分熔透焊缝,牛腿翼缘板与腹板之间的焊缝为角 焊缝,请编制该箱型柱的制作工艺。 一、箱型柱制作总体工艺流程 切割下料 孔加工 腹板、翼板下料 h型钢组立、焊接 h型钢矫正、检查 h型钢切割、钻孔 切割下料 坡口加工、铣边 内隔板组装 翼板、腹板和纵向劲板下料 纵向劲板、腹板坡口 腹板装焊垫板 箱型u型组立 内隔板、纵向劲板焊缝焊接 隐蔽部位检查并清理 盖上翼缘板 箱体焊接 焊缝检验 矫正、尺寸检查 钢柱上端面铣削加工 钢柱二次组装 二次组装焊

钢结构制作工艺方案.
格式:pdf
大小:474KB
页数:16P
4.7
icec-simandou-project 钢结构制作项目 技 术 工 艺 方 案 编制: 审核: 批准: xxxxxx 2011年08月22日 目录 第一章项目概况 第二章应用技术标准 第三章原材料验收 第四章作业工序及工艺流程 第五章成品防护及包装 第六章项目技术质量管理体系 第七章成品检验及交工资料 第八章文明施工 第一章项目概况 本项目为巴西icec-simandou钢结构件制作,工作量包括制作立 柱、横梁、行车梁、屋架、檩条、柱间支撑、屋面水平支撑、压杆、 扶手、楼梯及爬梯等。总制作量约七百五十三吨,具体的制作量见图 纸及构件清单。 交货批次:首批450吨位与工期,二批300多吨位与工期. 根据设计方的设计总说明,除角钢及槽钢类材质为q235b,其余 材料材质均为q345b. 第二章应用技术标准 gb50205-2001

钢结构制作工艺方案汇总 (3)
格式:pdf
大小:392KB
页数:21P
4.8
icec-simandou-project 钢结构制作项目 技 术 工 艺 方 案 编制: 审核: 批准: xxxxxx 2011年08月22日 目录 第一章项目概况 第二章应用技术标准 第三章原材料验收 第四章作业工序及工艺流程 第五章成品防护及包装 第六章项目技术质量管理体系 第七章成品检验及交工资料 第八章文明施工 第一章项目概况 本项目为巴西icec-simandou钢结构件制作,工作量包括制作立柱、横梁、行车梁、 屋架、檩条、柱间支撑、屋面水平支撑、压杆、扶手、楼梯及爬梯等。总制作量约七百五 十三吨,具体的制作量见图纸及构件清单。 交货批次:首批450吨位与工期,二批300多吨位与工期. 根据设计方的设计总说明,除角钢及槽钢类材质为q235b,其余材料材质均为q345b. 第二章应用技术标

钢结构制作工艺方案汇总
格式:pdf
大小:474KB
页数:16P
4.6
icec-simandou-project 钢结构制作项目 技 术 工 艺 方 案 编制: 审核: 批准: xxxxxx 2011年08月22日 目录 第一章项目概况 第二章应用技术标准 第三章原材料验收 第四章作业工序及工艺流程 第五章成品防护及包装 第六章项目技术质量管理体系 第七章成品检验及交工资料 第八章文明施工 第一章项目概况 本项目为巴西icec-simandou钢结构件制作,工作量包括制作立 柱、横梁、行车梁、屋架、檩条、柱间支撑、屋面水平支撑、压杆、 扶手、楼梯及爬梯等。总制作量约七百五十三吨,具体的制作量见图 纸及构件清单。 交货批次:首批450吨位与工期,二批300多吨位与工期. 根据设计方的设计总说明,除角钢及槽钢类材质为q235b,其余 材料材质均为q345b. 第二章应用技术标准 gb50205-2001

浅谈建筑钢结构制作工艺
格式:pdf
大小:1.4MB
页数:2P
4.6
随着我国建筑行业建筑钢结构的加工制作工艺逐渐的完善。在钢结构加工制作过程中,对于包括工艺的选择、放样、号料、切割、矫正、成型、边缘加工、管球加工、制孔、构件的组装等又有了更高的要求。本文从建筑工程中钢结构的制作过程工艺准备的角度出发,结合笔者的实际工作经验,对于建筑钢结构制作工艺做出了一些探讨实践,望广大业界同仁加以斧正。
钢结构制作工艺流程图 (2)
格式:pdf
大小:17KB
页数:1P
4.5
钢结构加工制造工艺流程 深化设计 工艺准备 工艺评定 材料准备、定货标准件采购 工艺确认 钢材预处理打包发运 计算机放样(画草图、制样板) 数控切割 杆件装焊 分段装焊 矫正 节点板加工 除防锈漆 检验 编号打包 发运 补漆

钢结构制作工艺流程图(推荐文档)
格式:pdf
大小:36KB
页数:2P
4.5
钢结构加工制造工艺流程 深化设计 工艺准备 工艺评定 材料准备、定货标准件采购 工艺确认 钢材预处理打包发运 计算机放样(画草图、制样板) 数控切割 杆件装焊 分段装焊 矫正 节点板加工 除防锈漆 检验 编号打包 发运 补漆 翼板 原材料 数控切割 连接板 本体 入库验收 数控制孔 数控切割 腹板 数控切割 曲面加工 隔板 直条切割直条切割 电焊衬条 深化设计 工艺准备 工艺评定 材料准备、定货标准件采购 工艺确认 钢材预处理打包发运 计算机放样(画草图、制样板) 数控切割 杆件装焊 分段装焊 矫正 节点板加工 除防锈漆 检验 编号打包 发运 补漆
钢结构制作工程施工工艺 (2)
格式:pdf
大小:30KB
页数:6P
4.5
钢结构制作工程施工工艺 一、施工准备 (一)材料要求 (1)本标准适用的钢材主要是国产、其质量标准应符合国家标准《普通碳素结构钢技术条 件》(gb700--88)。 (2)钢材应附质量证明书,并符合设计文件的要求,如对材质有疑议时,应抽样检查,其 结果应符合国家标准的规定和设计文件的要求方可采用。 (3)连接材料(焊条、焊丝、焊剂等)和涂料(底漆及面漆等)均应附有质量证明书,并 符合设计文件的要求和国家标准的规定。严禁使用药皮脱落或焊芯生锈的焊条。 (二)作业条件 (1)钢结构制作和安装单位在施工前,应按设计文件和施工图的要求编制工艺规程和安装 的施工组织设计(或施工方案),并认真贯彻执行。 (2)在制作和安装过程中,应严格按工序检验,合格后才能转下道工序。 (3)制作、安装和质量检查所用的钢尺等计量器具均应具有相同的精度,并应定期送计量 部门检定。 二、

钢结构构件制作工艺方案
格式:pdf
大小:551KB
页数:24P
4.3
钢结构制作方案 钢结构制作工艺流程 箱型钢结构制造工艺流程: 十字柱制作工艺流程图: h型钢梁制造 工艺流程: 材料进场 材料进场前应进行检验。 检验过程包括材质证明及材料标识和材料允许偏差的检验。材料检验合格后方 可投入使用。 当钢材表面有锈蚀,麻点或划痕等缺陷时,其深度不得大于该钢材厚度负偏差值 1/2,否则不得使用。 钢材矫正: 可用机械方法或火焰矫正,火焰矫正温度不可超过650℃,并严禁强制降温。 钢材矫正后的表面不应有明显的划痕,划痕深度不得大于0.5mm。 钢材矫正后的允许偏差 序号项目允许偏差mm 1 钢板的局部不 平度 t≤141.5 t>141.0 2型钢弯曲矢高l/1000且不应大于5.0 3角钢肢的垂直度 b/100双肢栓接角钢的角度 不得大于90° 4槽钢翼缘对腹板的垂直度b/80 5工字钢、h型钢翼缘对腹板
HLWP1801轻钢结构制作工艺规范相关
文辑推荐
知识推荐
百科推荐


职位:幕墙门窗资料员
擅长专业:土建 安装 装饰 市政 园林


