




圆钢H13图片
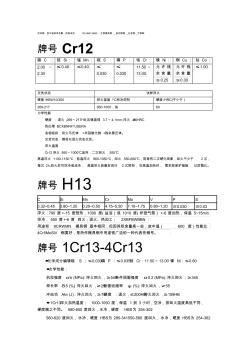
买好钢,找宁波承泽金属,热线电话153-3667-6690,主营模具钢_易切削钢_合金钢_不锈钢 牌号cr12 碳c:硅si:锰mn:硫s:磷p:铬cr:镍ni:铜cu:钴co: 2.00~ 2.30 ≤0.40≤0.40≤ 0.030 ≤ 0.030 11.50~ 13.00 允许残 余含量 ≤0.25 允许残 余含量 ≤0.30 ≤1.00 交货状态试样淬火 硬度/hbw10/300猝火温度/℃和冷却剂硬度/hrc(不小于) 269-217950-1000,油60 力学性能 硬度:退火,269~217hb,压痕直径3.7~4.1mm;淬火,≥60hrc 热处理bcxbnnfyjsera 金相组织:回火马氏体+未溶碳化物+残余奥氏体。 交货状态:钢材以退火状态交货。 淬
 H13热模钢堆焊用金属粉芯管状焊丝
H13热模钢堆焊用金属粉芯管状焊丝 H13热模钢堆焊用金属粉芯管状焊丝
h13(4cr5mosiv1)是目前国内外广泛应用的一种空冷硬化模具钢,该钢具有较高的韧性和耐冷热疲劳性能,不易产生热疲劳裂纹。它既可作压铸模,又可作热锻模,是一种强韧兼备质优价廉的钢种。热作模具由于在反复受热和冷却,并承受着高的单位压力和冲击作用条件下工作,经过一段工
编辑推荐下载
H13模具钢的热处理实践
格式:pdf
大小:30KB
页数:3P
 4.5
4.5
h13模具钢的热处理实践 h13模具钢经过热处理可以获得优良的性能,诸如高强度、红硬性及 高的冲击韧性值。从解析h13钢的化学成分入手,对选用高温球化退火、淬火 及二次回火做了说明,提供了工艺数据,并在结论中给出了生产实践中获得的 五条经验。 引言 h13钢是国际上广泛应用的一种热作模具钢,因为高温下具有良好的冲 击韧性、耐磨性、延展性、热硬性而应用于压铸模、热锻模及挤压模的制造。 本文介绍的是h13钢改锻后的热处理工艺。 1、钢的化学成分h13钢是美国国家标准ans 表1h13模具钢的化学成分 cr的影响:cr能与碳结合形成特殊碳化物,当铬的碳化物固溶于奥氏体 中,可以提高过冷奥氏体的稳定性。当它固溶于马氏体中有助于提高其回火能 力,促进二次硬化效应,较多的cr主要目的是提高h13钢的淬透性、高温强度 和抗高温氧化能力[2]。 mo的影响:
H13钢旋压芯棒的焊接热门文档
H13钢制造气门模具的尝试 H13钢制造气门模具的尝试
格式:pdf
大小:196KB
页数:2P
4.5
本文提出了用于制造气门模具材料的基本性能要求、分析了利用h13材料来制造气门模具的优越性,并对利用h13材料制作模具的加工工艺作出了浅要分析。
3.1焊接h型钢组装
格式:pdf
大小:189KB
页数:14P
4.5
焊接h型钢组装 2010-10-0117:30:09阅读111评论0字号:大中小订阅 3.1.1适用范围 本规程适用于钢结构构件采用焊接h型钢的施工工艺。 3.1.2施工准备 1、主要材料 (1)钢材的品种、规格、性能应符合设计要求和国家现行有关产品标准的规定; 进口钢材产品的质量应符合设计和合同规定的要求;均应具有产品质量合 格证明文件。材料进厂后,公司检测中心应及时对钢材的表面质量、化学 成分及机械性能进行检验。钢材进入车间时,应对其规格、表面质量进行 复查合格后方可施工。 (2)焊接材料包括焊条、焊丝、焊剂和焊接保护气体等;均必须具有产品质量 合格证明文件及产品使用说明书等。 ①焊条应符合国家现行标准《碳钢焊条》gb/t5117、《低合金钢焊条》 gb/t5118的规定; ②焊丝和焊剂:埋弧自动焊和气体保护焊焊丝的各项性能指标,应分别符合
H-13管道焊接热处理
格式:pdf
大小:93KB
页数:10P
4.7
作业指导书 工程名称:张家港华兴电力有限公司2×395mw燃机工程 编号:h-13 作业项目名称:管道焊接热处理 编制单位:江苏省电力建设第一工程公司张家港分公司 编写:杨芳嫔日期:2004.12.27 审核:孙逸诚日期:2004.12.29 审定:汪小刚日期:2005.01.01 顾海阳2005.01.02 批准:吴玉进日期:2005.01.03 出版日期:版次:第一版 管道焊接热处理(h-13)1/9 目录 1.适用范围 2.编制依据 3.工程概况及主要工作量 4.作业人员的资格和要求 5.主要机械及工器具 6.施工准备 7.作业程序 8.作业方法、参数及工艺要求 9.不合格品的热处理 10.质量检查与验收 11.工序交接及成品保护 12.安全文明施工 13.环境管理 14.技术记录 管道焊接热处理(h-13)2/9 1.适用范围

焊接H型钢(YB3301-81)(三)
格式:pdf
大小:23KB
页数:2P
4.4
焊接h型钢(yb3301-81)(三) 2.3焊接h型钢外形尺寸公差规定如下表 b hsc 长度l h≤400h>400b≤200b>200b≤200b>200 ±3±1±3 ±b 100 ±2 ±b 100 ±2 ±3 轨道接触范围不超过±1 3、技术要求 3.1全长的上、下挠曲及旁弯的矢高≤0.1%l,最大不超过20mm。 3.2焊接h型钢下料,板厚小于8mm时用机械剪切,大于8mm时用氧—丙烷或—乙块精密切割工艺和用多 头自动切割机或半自动切割机加工,翼板边缘光洁度应达到ra=25μm(▽3)。 3.3用于柱、梁的h型钢,其腹板厚度小于20mm时采用埋弧贴角焊,腹板可不开坡口。 3.4凡用于重级工作制吊车梁的焊接h型钢,要求上翼缘与腹板连接的纵向焊缝必须焊透。 3.5重级工作制吊车梁的焊
H13钢旋压芯棒的焊接精华文档

第13章低合金钢的焊接
格式:pdf
大小:24KB
页数:11P
4.7
第十三章低合金钢的焊接 13.1概述 低合金钢是在碳素钢的基础上添加一定量的合金化元素而成,其合金元素的 质量分数一般不超过5%,用以提高钢的强度并保证其具有一定的塑性和韧性, 或使钢具有某些特殊性能,如耐低温、耐高温或耐腐蚀等。常用来制作焊接结构 的低合金钢可分为高强度钢、低温用钢、耐腐蚀用钢及珠光体耐热钢四种。 13.2低合金高强钢的焊接 其中高强度钢应用最广泛,按钢材的屈服强度及使用时的热处理状态又可分 以下三种: a.在热轧、控冷控轧及正火(或正火加回火)状态下焊接和使用,屈服强 度为295~490mpa的低合金高强度结构钢。 b.在调质状态下焊接和使用的,屈服强度为490~980mpa的低碳低合金调 质钢。 c.w(c)为0.25~0.50%,屈服强度为880~1176mpa的中碳调质钢。 标准中钢的分类是按照钢的力学性能划分的。钢的牌号由代表屈服点
25钢与1Cr13异种钢焊接 25钢与1Cr13异种钢焊接
格式:pdf
大小:47KB
页数:2P
4.6
在现代工业中,异种钢结构得到越来越广泛的应用,某电机厂的三维隔板中静叶1cr13与隔板内、外环25钢的焊接就是典型的异种钢焊接。
制造焊接H型钢梁焊接变形的控制 制造焊接H型钢梁焊接变形的控制
格式:pdf
大小:498KB
页数:4P
4.4
工业建筑钢结构中吊车梁、平台梁多为焊接“h”型,钢梁在制作过程中由于装配质量不好或焊接工艺、焊接顺序不当,尤其是受热大均会发生变形。轻者需投入一定的人力、物力、工时进行修校;重者造成结构件报废。笔者经过学习和实践,对制造工艺和施工方法尤其受热大进行了改进,并收到了良好的效果。
H13钢旋压芯棒的焊接最新文档
焊接H型钢与热轧H型钢 (3)
格式:pdf
大小:30KB
页数:4P
4.5
从性能上,热轧h型钢的质量容易保证,要好点 从截面种类上,焊接h型钢可以做成各种截面的,种类多,可以根据实际内力需要 选择截面的大小;而热轧h型钢截面型号有限制,并且容易造成浪费。 从早加上二者基本持平。 另外还有一种高频焊接h型钢,也是焊接,但性能较好,截面型号比较少,其尺寸 也较小。 同等截面情况下,热轧h型钢的局部稳定性能要好于焊接h型钢,因为热轧h型钢 的宽厚比、高厚比计算是从圆角的外缘算起的,而焊接h型钢是从板边缘算起,多 数热轧h型钢的截面都是按宽厚比控制的极限值,因此若按宽厚比控制则焊接h型 钢截面不满足要求; 楼上讲的都是技术,我从经济角度看,焊接h型钢的优势主要是有价格优势。据悉 国内市场中厚板价格与热轧h型钢差距依然较大,导致钢结构企业普遍采用焊接h 型钢,因此热轧h型钢市场日益萎缩。与此同时,钢厂产能正在不断放量,市
焊接H型钢与热轧H型钢 (3)
格式:pdf
大小:19KB
页数:2P
4.6
从性能上,热轧h型钢的质量容易保证,要好点 从截面种类上,焊接h型钢可以做成各种截面的,种类多,可以根据实际内力需要选择截 面的大小;而热轧h型钢截面型号有限制,并且容易造成浪费。 从早加上二者基本持平。 另外还有一种高频焊接h型钢,也是焊接,但性能较好,截面型号比较少,其尺寸也较小。 同等截面情况下,热轧h型钢的局部稳定性能要好于焊接h型钢,因为热轧h型钢的宽厚 比、高厚比计算是从圆角的外缘算起的,而焊接h型钢是从板边缘算起,多数热轧h型钢 的截面都是按宽厚比控制的极限值,因此若按宽厚比控制则焊接h型钢截面不满足要求; 楼上讲的都是技术,我从经济角度看,焊接h型钢的优势主要是有价格优势。据悉国内市 场中厚板价格与热轧h型钢差距依然较大,导致钢结构企业普遍采用焊接h型钢,因此热 轧h型钢市场日益萎缩。与此同时,钢厂产能正在不断放
H13钢火焰喷涂氧化铝涂层结合强度 H13钢火焰喷涂氧化铝涂层结合强度
格式:pdf
大小:126KB
页数:3P
4.3
针对当前铝合金压铸模具表层金属易受到高温铝液热腐蚀,而水基脱模剂抗腐、耐磨性差等问题,分析了模具失效机理,提出了火焰喷涂改善模具表面性能新工艺。通过试验研究了乙炔压力、喷涂距离及预热温度等因素对结合强度的影响,结果表明:预热温度影响高度显著,喷涂距离影响显著,乙炔压力对结合强度基本没有影响;优化了火焰喷涂氧化铝工艺参数:预热温度750℃,喷涂距离10mm,乙炔压力0.03mpa。
 抚顺特钢成功首轧低碳H13热轧芯棒专用圆钢
抚顺特钢成功首轧低碳H13热轧芯棒专用圆钢 抚顺特钢成功首轧低碳H13热轧芯棒专用圆钢
格式:pdf
大小:76KB
页数:未知
4.3
日前,东北特钢集团抚顺特钢首次轧制的第一支低碳h13热轧芯棒专用圆钢在初轧厂850轧机顺利轧制出来,钢材尺寸外形检验合格。h13钢属于高合金工具钢,本身变形抗力很大,轧制难度较高。该钢种的成功首轧再次显示出抚顺特钢强大的整体技术实力。

H-13管道焊接热处理 (2)
格式:pdf
大小:93KB
页数:10P
4.5
作业指导书 工程名称:张家港华兴电力有限公司2×395mw燃机工程 编号:h-13 作业项目名称:管道焊接热处理 编制单位:江苏省电力建设第一工程公司张家港分公司 编写:杨芳嫔日期:2004.12.27 审核:孙逸诚日期:2004.12.29 审定:汪小刚日期:2005.01.01 顾海阳2005.01.02 批准:吴玉进日期:2005.01.03 出版日期:版次:第一版 管道焊接热处理(h-13)1/9 目录 1.适用范围 2.编制依据 3.工程概况及主要工作量 4.作业人员的资格和要求 5.主要机械及工器具 6.施工准备 7.作业程序 8.作业方法、参数及工艺要求 9.不合格品的热处理 10.质量检查与验收 11.工序交接及成品保护 12.安全文明施工 13.环境管理 14.技术记录 管道焊接热处理(h-13)2/9 1.适用范围

焊接H型钢
格式:pdf
大小:27KB
页数:3P
4.7
焊接h型钢(yb3301-81)(三) 2.3焊接h型钢外形尺寸公差规定如下表 b hsc 长度l h≤400h>400b≤200b>200b≤200b>200 ±3±1±3±b100±2 ±b 100 ±2 ±3 轨道接触范围不超过±1 3、技术要求 3.1全长的上、下挠曲及旁弯的矢高≤0.1%l,最大不超过20mm。 3.2焊接h型钢下料,板厚小于8mm时用机械剪切,大于8mm时用氧—丙烷或— 乙块精密切割工艺和用多头自动切割机或半自动切割机加工,翼板边缘光洁度应 达到ra=25μm(▽3)。 3.3用于柱、梁的h型钢,其腹板厚度小于20mm时采用埋弧贴角焊,腹板可不 开坡口。 3.4凡用于重级工作制吊车梁的焊接h型钢,要求上翼缘与腹板连接的纵向焊缝 必须焊透。 3.5重级工作制吊车梁的焊接
H13钢旋压芯棒的焊接相关
文辑推荐
知识推荐
百科推荐


职位:建造师
擅长专业:土建 安装 装饰 市政 园林


