




GBT3323-2005金属熔化焊焊接接头射线照相热门文档




《金属熔化焊基础》10焊接高泽
格式:pdf
大小:95KB
页数:4P
 4.8
4.8
共4页第1页 2011年12月张掖市职业中专(高中)专业(基础)课抽考 《金属熔化焊基础》试卷 题号一二三四五六七总分 分值1530101010520100 得分 得分阅卷人 一、填空题(每空0.5分,共15分) 1.铸铁中的过程称为石墨化,影响石墨化的主要因素有 和。 2.金属材料力学性能是指金属材料在受到外力作用时表现出来的性能。力学性能通常包括 强度、塑性、硬度、、。 3.常用测定硬度的方法有、和维氏硬度测试法。 4.低温莱氏体是和组成的机械混合物。 5.在合金中、及性能相同的组成部分称为相。 6.金属材料一般按其化学性质分为和有色金属两大类。 7.生产中最常用的表面淬火方法有和。 8.常用的铜合金有、和。 9.不锈钢按金相组织特点可分为、和铁素体不 锈钢。 10.常见钢的退火

焊接接头论文
格式:pdf
大小:155KB
页数:3P
4.6
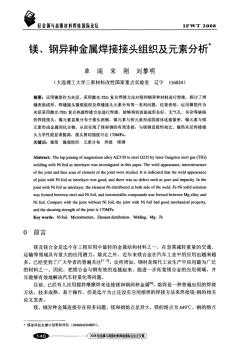
焊接接头论文 基于国外标准的焊接接头疲劳设计与工艺实现一体化研究 摘要:综述了基于国外标准的焊接接头疲劳设计与工艺实现一体 化研究的重要性,设计了相应的数据库。嵌套了bsi/iiw/din6700标 准。基于bsi和iiw标准中接头形式,可确定焊接接头的疲劳等级; 根据已知的焊接接头的应力谱,基于miner疲劳积累损伤理论,可计 算出焊接接头的疲劳寿命:根据din6700标准,自动打印焊接工艺 文件,从而实现基于国外标准的焊接接头疲劳寿命预测与工艺要求的 一体化。算例证明该系统具有很好的工程应用价值。 关键词:焊接接头;数据库;一体化 在工程机械使用中,焊接结构件的焊接接头或焊缝金属容易引发 结构疲劳破坏,严重影响机械设备的寿命。通过计算焊接接头的疲劳 寿命预测可以预先知道焊接接头的寿命,从而保证产品的运行的安全 性。bs标准和iiw标准提供了各种焊
GBT3323-2005金属熔化焊焊接接头射线照相精华文档
2012焊接技术《金属熔化焊基础》试题
格式:pdf
大小:7KB
页数:2P
4.4
2012焊接技术《金属熔化焊基础》期末试题 一、填空(30分) 1、焊接是通过()或加压,或两者并用,并且用或不用填充材 料,使工件达到结合的一种方法,它分为()、压焊和钎焊三大 类。 2、拉伸试验中,材料的伸长率和断面收缩率越大()表明金属 材料的塑性越好。 3、熔焊时,被焊材料的线膨胀系数越大,引发的焊接应力与变形就 越()。 4、()是表示固体材料表面抵抗局部变形,特别是塑性变形,压 痕或划痕的能力,是衡量金属软硬的力学性能指标。 5、空位和间隙原子是一种长、宽、高尺寸都很小的缺陷,所以称之 为晶体结构的()缺陷。()是指晶体中某处有一列或若干列 原子发生有规律的错排现象,属于晶体中的线缺陷。 6、在常压下,纯铁在1538℃凝固后为δ-fe,在绛至1394℃时由δ-fe 转变为面心立方晶格(),在910℃时转变为体心立方晶格的 ()。 7、金属的结晶过


焊接接头组织
格式:pdf
大小:25KB
页数:5P
4.5
焊接接头组织 电弧焊接时,焊接电弧使焊件局部加热和熔化,同时加入填充金属(焊条或焊 丝),形成金属熔池,并不断把热量传给周围冷的母材金属。当电弧移开后,熔 池的温度迅速降低,熔池中液体金属凝固成焊缝。由于热传导的作用,母材将受 到不同程度的加热和冷却,相当于进行了一次热处理,使其组织和性能发生了变 化,这部分金属所占的区域就称为焊缝的热影响区。焊接接头是焊缝和热影响区 的总称。 由于电弧对焊接接头的加热是不均匀的,焊缝区温度达到金属的熔化温度, 而在整个热影响区中,离焊缝越近温度就越高。因此,在焊接接头组织中不仅组 织和性能都不均匀,而且在焊缝和热影响区中还容易产生各种焊接缺陷,存在焊 接残余应力和应力集中。焊接接头组织和性能与焊接方法、焊接规范、接头形式 等因素有关,并直接影响焊接结构的性能和可靠性。 热影响区某点加热的最高温度、高温停留时间及冷却速度
 304/Q235内衬式复合管焊接接头耐点蚀性研究
304/Q235内衬式复合管焊接接头耐点蚀性研究 304/Q235内衬式复合管焊接接头耐点蚀性研究
格式:pdf
大小:518KB
页数:3P
4.8
选用304和308l两种焊丝作为过渡层焊材对304/q235复合管进行焊接,采用动电位极化曲线扫描和静态fecl3溶液浸泡法对其焊接接头的耐点蚀性进行了试验研究。结果表明:经酸洗钝化后,两种接头的点蚀坑直径变小,耐点蚀性均有所提高;自腐蚀电位:308l接头>304接头,自腐蚀电流:308l接头<304接头;点蚀电位304接头约-270mv,308l接头约-230mv,说明308l接头耐点蚀性能优于304接头,更能满足工程需要。
GBT3323-2005金属熔化焊焊接接头射线照相最新文档
承插焊接接头射线检测技术 承插焊接接头射线检测技术
格式:pdf
大小:154KB
页数:未知
4.7
对核安全部件的射线检测类别有多种,比如管件和铸造阀门等铸件的壳体内部的射线检测.焊缝射线检测主要是角接焊缝、插套间隙等多种类型,这些不同类型的射线检测其特征都不一样.论本文主要探讨的是承插焊接接头的射线检测技术方法.
厚壁T92钢焊接接头射线探伤工艺 厚壁T92钢焊接接头射线探伤工艺
格式:pdf
大小:228KB
页数:3P
4.6
在1000mw超超临界机组锅炉受热面中引进了新型马氏体耐热钢t92,这种钢的合金元素含量较以前的锅炉用钢更高,但具有焊接冷裂纹倾向,裂纹缺陷对机组运行的危害性严重,因此对射线探伤裂纹的检出率要求更高。针对裂纹检出率问题对射线探伤工艺进行了试验,制定出了厚壁t92钢焊接接头射线探伤工艺,并在现场射线检验过程中证实了探伤工艺符合要求。
承插焊接接头射线检测技术 承插焊接接头射线检测技术
格式:pdf
大小:98KB
页数:未知
4.5
对核安全部件的射线检测类别有多种,比如管件和铸造阀门等铸件的壳体内部的射线检测。焊缝射线检测主要是角接焊缝、插套间隙等多种类型,这些不同类型的射线检测其特征都不一样。论本文主要探讨的是承插焊接接头的射线检测技术方法。


0052砼桩焊接接头
格式:doc
大小:19KB
页数:1P
4.4
砼桩焊接接头 桩的接头采用角钢帮焊接头。端头钢板与桩的轴线垂直,钢板平整,以使相连接的二桩节轴线重合,连接后桩身保持竖直。接头施工时,当下节柱沉至桩顶离地面0.8~1.5m处便吊上节桩。若二端头钢板之间有缝隙,用薄钢片垫实焊牢,然后由两人进行对角分段焊接。在焊接前要清除预埋件表面的污泥杂物,焊缝应连续饱满。

金属熔化焊接复杂问题
格式:pdf
大小:105KB
页数:7P
4.8
金属熔化焊基础复习题 一、填空题 1、金属材料的性能包括__________和__________。 2、150hbw10/1000/30表示用直径为mm,材质为的压头,在 kgf压力下,保持s,测得的硬度值为。 3、金属晶格的基本类型有_________、______和_________三种。 4、含碳量_______的铁碳合金称为钢,根据室温组织不同,钢又分为三类:______钢、_______ 钢和_______钢。 5、大小不变或变化缓慢的载荷称为__________载荷,突然增加的载荷称为__________载荷, 周期性或非周期性的动载荷称为__________载荷。 6、填空下列机械性能指标的符号: 屈服点______、断面收缩率______、抗拉强度______、疲劳强度______、断后伸长率 ___


2019年砼桩焊接接头
格式:pdf
大小:25KB
页数:2P
4.3
1/2 砼桩焊接接头 桩的接头采用角钢帮焊接头。端头钢板与桩的轴线垂直,钢板平整,以使相连接的二桩节轴线重合, 连接后桩身保持竖直。接头施工时,当下节柱沉至桩顶离地面0.8~1.5m处便吊上节桩。若二端头钢板之间 有缝隙,用薄钢片垫实焊牢,然后由两人进行对角分段焊接。在焊接前要清除预埋件表面的污泥杂物,焊 缝应连续饱满。 2/2

焊接技术《金属熔化焊基础》试题
格式:pdf
大小:189KB
页数:11P
4.5
2012焊接技术《金属熔化焊基础》期末试题 一、填空(30分) 1、焊接是通过()或加压,或两者并用,并且用或不用填充材 料,使工件达到结合的一种方法,它分为()、压焊和钎焊三大 类。 2、拉伸试验中,材料的伸长率和断面收缩率越大()表明金属 材料的塑性越好。 3、熔焊时,被焊材料的线膨胀系数越大,引发的焊接应力与变形就 越()。 4、()是表示固体材料表面抵抗局部变形,特别是塑性变形,压 痕或划痕的能力,是衡量金属软硬的力学性能指标。 5、空位和间隙原子是一种长、宽、高尺寸都很小的缺陷,所以称之 为晶体结构的()缺陷。()是指晶体中某处有一列或若干列 原子发生有规律的错排现象,属于晶体中的线缺陷。 6、在常压下,纯铁在1538℃凝固后为δ-fe,在绛至1394℃时由δ-fe 转变为面心立方晶格(),在910℃时转变为体心立方晶格的 ()。 7、金属的结晶过

MAG焊焊接接头的研究
格式:pdf
大小:144KB
页数:7P
4.7
mag焊焊接接头的研究 通过理论分析和焊接对比试验,提出了适合mag焊焊接特点的焊接接头设计的一 些原则,这些原则对提高焊接生产率,降低成本,具有较大的实用价值。 1提出问题 mag(metalaativegasarewelding)焊是熔化极活性气体保护电弧焊的英文简 称。它是在氩气中加入少量的氧化性气体(氧气,二氧化碳或其混合气体)混合 而成的一种混合气体保护焊。目前我国常用的是80%ar+20%二氧化碳的混合气体, 由于混合气体中氩气占的比例较大,故常称为富氩混合气体保护焊。mag焊既有 氩弧焊的特点,如电弧稳定、飞溅少,易获得喷射过渡,又具有氧化性,克服了 纯氩弧焊时表面张力过大,液体金属粘稠,斑点漂移等问题,改善了焊缝成形。 同时在氩气中加入的二氧化碳,加剧了电弧中的氧化反应,氧化反应放出的热量, 增加了熔深,提高了焊丝熔化系数。因此mag焊现已在焊
GBT3323-2005金属熔化焊焊接接头射线照相相关
文辑推荐
知识推荐
百科推荐


职位:规划环境影响评价
擅长专业:土建 安装 装饰 市政 园林


