

EPR容器法兰接管段制造技术研究
格式:pdf
大小:429KB
页数:3P
人气 :98
 4.5
4.5
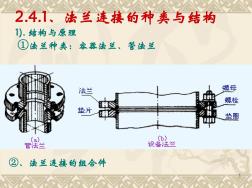
EPR压力容器中接管段部件采用新的设计方案,将容器法兰与接管段合二为一,同时将进出口接管的部分作为一个整体环一体锻造在接管段壳体上。通过对冶炼、铸锭工艺、锻造工艺以及热处理工艺的研究,同时对现有设备及辅具进行必要改造,使制造过程保证了锻件具备良好的强度、塑性和低温韧性等综合指标。



法兰接管组焊
球壳压制工艺过程卡 产品名称:2000m3液化气球形储罐 产品编号: 产品图号:制2-1571-1 编制: 审核: xx公司 锻造法兰工艺过程卡 共1页第1页 产品名称2000m3液化气球形储罐零部件(件)号所有法兰材料牌号16mniii 产品编号 图号制2-1571-1数量11材料规格多种 序 号 车 间 工种 或 设备 工序工艺内容及技术要求 单件 工时 工 装 具 操作 者/ 日期 控制形式 检查 结果 检查 员 /日期 厂内监检用户 1 供 应 科 采购 员 外购 件 按图纸要求外协锻造,合格级别按图纸要求。 锻件按jb4726-2000标准中iii级要求。 锻件检验证明资料齐全,符合《容规》附件七。 按图纸要求加工外圆及内孔等结构。 详见通用工艺。 2
 法兰接管马鞍曲面的加工方法研究
法兰接管马鞍曲面的加工方法研究 法兰接管马鞍曲面的加工方法研究
针对目前法兰接管裙边的马鞍曲面加工方法进行研究。在对马鞍曲面特点深入分析的基础上,提出了一种简单可行的加工方案。使现存的加工方法不能实现最佳切削速度有很大改进。
编辑推荐下载
带法兰接管的压力容器圆筒大开孔补强计算方法 带法兰接管的压力容器圆筒大开孔补强计算方法
格式:pdf
大小:1.1MB
页数:5P
4.4
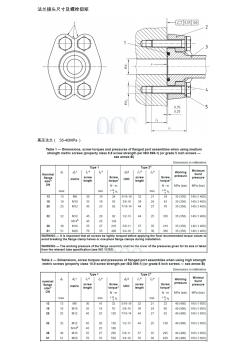
在文献[4]的基础上进一步考虑接管法兰及法兰力矩对圆筒大开孔计算截面的加强作用,提出一种更加符合实际结构的补强计算方法,比现有各种圆筒大开孔补强方法更为科学合理和安全经济。
接管、法兰组焊工艺
格式:pdf
大小:34KB
页数:5P
4.7
接管/法兰组焊工艺 1领料 1.1接管法兰必须有材料确认标记,并经材料质检员验收合格,方可领料。 1.2管材须具有合格质保书,标记齐全。 1.3图样及标准规定进行超探的材料应检验合格。 1.4三类容器用材料须复验合格,母材抽样复验须合格,否则不得领料。 1.5法兰订货前必须考虑设计的特殊备注,如法兰内径b,以保证和sch系 列薄壁、厚壁接管相匹配。 1.6不锈钢管表面下料前应铺设保护膜。 2号料 2.1按图纸规定的伸出长度减去法兰厚度进行接管划线、号料,接管须考虑 马鞍口形状和接管焊接型式(内伸10mm或平齐),并预留3~8mm机加工 余量,按理论最长点尺寸保证。注意图纸中接管外伸高度、内伸高度的 解释。注意设计对标准人孔组合件的特殊备注,如锥段上人孔接管须加 长。 2.2内伸式接管端部采用气割下料时需预留3mm的余量待切割后再用打磨等 方法去除。 3标记
EPR容器法兰接管段制造技术热门文档

 法兰标准和法兰接头密封技术研讨会
法兰标准和法兰接头密封技术研讨会 法兰标准和法兰接头密封技术研讨会
格式:pdf
大小:301KB
页数:1P
4.4
由全国锅炉压力容器标准化技术委员会压力管道分技术委员会暨全国化工设备设计技术中心站共同举办的"法兰标准和法兰接头密封技术研讨培训班"于2011年7月28日至30日在宁波召开,来自全国51家单位约100人参加了此次研讨培训活动。研讨培训内容主要围绕管法兰系列标准hg/t20592~20635—2009的理解和应用,重点强调了如



EPR容器法兰接管段制造技术最新文档
圆管结构螺栓法兰接头强度分析 圆管结构螺栓法兰接头强度分析
格式:pdf
大小:539KB
页数:10P
4.3
本文对各种圆管结构与压力容器的螺栓法兰接头的计算方法进行了分析,指出了这些方法中所存在的问题。文中推导出一般情况下圆形螺栓法兰接头的弹性解,这一解可被应用于不同类型的接头上。利用这一解可以求出管与法兰之间的相互作用力以及管与法兰中的最大应力。文中以一个圆管结构中的螺栓法兰接头作为实例进行了分析,并与有限单元法计算結果进行了比较。
钢管平法兰接头的摆辗成型 钢管平法兰接头的摆辗成型
格式:pdf
大小:145KB
页数:2P
4.8
一、摆辗法兰管接头的模具结构法兰管接头是管道的连接件,要求具有一定强度、韧性和气密性。尤其在各种高压管路中,对法兰接头的要求更为严格。目前法兰管接头均采用铸造、锻造或液态模锻等方法成型。用铸造方法生产的法兰盘一般存在缩松、缩孔等各种铸造缺陷,制件满足不了使用要求。用锻造方法加工的法兰盘可消除上述铸造缺陷,但要求有制坯工序,从而提高了制件成本。液态模锻集铸-锻为一体,简化了生产周期,提高了产品质量。若法兰的尺寸和比压值
 铁路货车制动管系法兰接头的研制
铁路货车制动管系法兰接头的研制 铁路货车制动管系法兰接头的研制
格式:pdf
大小:982KB
页数:5P
4.4
为解决现有货车制动系统管系法兰接头漏泄问题,对现有货车用法兰接头结构、现场运用情况等进行了分析、调查,并对法兰接头做了较大改进。对新旧2种结构的法兰接头进行了一系列模拟对比试验,证明新结构法兰接头对保证管系安装的准确性及管系连接刚度效果显著。
高压容器接管法兰的强度计算 高压容器接管法兰的强度计算
格式:pdf
大小:117KB
页数:未知
4.4
分析了压力容器接管及其管法兰的受力情况,指出接管同时起着开孔补强和承受一部分法兰力矩等两方面的作用。在中低压容器上,由于通常采用补强圈补强,因此开孔补强无需由接管承担,接管长度可用于承受一部分法兰力矩;高压容器由于不能采用补强圈,通常采用厚壁管补强,而接管由于受锻件高度的限制,往往只存在开孔补强的长度,不存在承受法兰力矩要求的接管长度,为此在这种情况下管法兰不能按整体法兰计算,应以带颈活套法兰设计。
法兰接管马鞍曲面加工专机CNC系统研发 法兰接管马鞍曲面加工专机CNC系统研发
格式:pdf
大小:269KB
页数:未知
4.4
针对法兰接管马鞍曲面加工专机,提出一种基于51系列单片机的cnc系统设计方案。详细阐述了加工方案,并给出硬件电路的构成方案和软件的程序流程图。利用c语言和汇编语言在uvision2下进行混合编程,并在protues7中完成硬件电路设计,进行了联合仿真验证。结果表明:自主开发的数控系统能够满足法兰接管的加工要求。
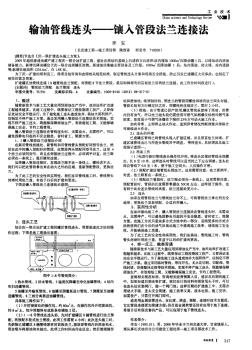
输油管线连头——镶入管段法兰连接法 输油管线连头——镶入管段法兰连接法
格式:pdf
大小:116KB
页数:未知
4.6
节选自《庆一联扩建连头施工方案》:2009年超低渗透油藏产建工程庆一联合站扩建工程,建址在原站的基础上向建西方向延伸;站内增加1000m^2沉降油罐1具,以增加站内原油储备能力。新增沉降油罐位于庆一联合站原罐区西侧。新建油田集输主要设备及工作量:1000m^2沉降油罐1具;站内围墙、防火堤、站内道路等;新增征地面积1254.6m^2,合1.88亩。为了庆一扩建的顺利完工,我项目组咨询和查阅相关规范标准,制定管线连头方案和现场安全措施,防止引发已建罐区火灾事故;也制定了相关的紧急预案。扩建罐区油管线连接(8趟管线法兰预配,再预配8节法兰管段,最后卸掉原有的盲板法兰后再法兰连接,此工作分时间段进行)。
EPR容器法兰接管段制造技术相关
文辑推荐
知识推荐
百科推荐

职位:项目经理施工员
擅长专业:土建 安装 装饰 市政 园林


