

EN970-1997_金属熔焊焊缝目测检查_中文
格式:pdf
大小:325KB
页数:9P
人气 :89
 4.7
4.7
欧洲标准 EN970:1997 1 范围 本欧洲标准涉及对金属材料熔融焊缝的目测检查。通常对同一焊接条件下的焊缝进行检 查。也有例外,如符合可适用的标准中的要求或符合协议双方合同的规定,也可在焊接过程 的其它阶段进行。 2 参考标准 本欧洲标准包含其它有限期或无限期的参考标准。本文及出版物中在适当场合引用的这 些参考标准将在后面列出。对于有日期的参考标准,其后续修订或这些出版物的任何修订经 结合后,仅适用于本欧洲标准。对于无日期的参考规定,可以引用其出版的最新版本。 EN 288-2 金属材料焊接程序的技术规范和批准 — 第 2 部分:电弧焊接的焊接程 序技术规范 EN 473 无损检测人员的资格和证书 — 一般原则 prEN 12062 焊缝的无损检测 — 一般规则 EN 25817 钢材的弧焊焊缝 — 缺陷质量等级准则 EN 30042 铝和可焊合金的弧焊焊缝 — 缺陷质量等级准则




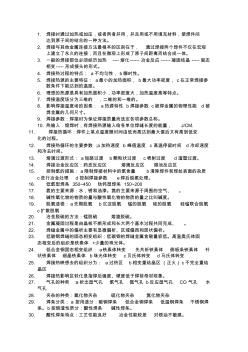
焊缝外观目测检查记录表
湖北洪城通用机械股份有限公司 焊缝外观质量目测检查记录表 记录编号: 工程名称零部件名称 零部件图号零部件编号 焊接车间班组 序 号 目测项目欠缺图示 焊缝外观目测检查质量等级标准 检查结果差 (≤59分) 一般 (60~89分) 良好 (≥90分) 1 坡口焊缝余 高 h≥0.25b+1 极限值≥8 0.1b+1<? <0.25??+1 5<极限值<8 h≤0.1b+1 极限值≤5 检验 生产 工艺 2 坡口焊缝焊 趾角度 a≤120° 120°<?? <150° a≥150° 检验 生产 工艺 3 坡口焊缝表 面沟槽 m≥31.5<??<3m≤1.5 检验 生产 工艺 4角焊缝余高 h≥0.25b+1 极限值≥5 0.1b+1<? <0.25??+1 3<极限值<5
金属熔化焊焊缝缺及说明
焊缝常见的缺陷 《金属熔化焊焊缝缺及说明》规定,焊缝缺陷分为六大类:裂纹、孔穴、固体夹杂、未 熔合和按陷分类照未焊透、形状缺陷、其它缺陷;焊接缺陷按其在焊接接头的部位,可分为外 观缺陷和内部缺陷。一、外观缺陷1、咬边因焊接造成沿焊趾(或焊根)处出现的低于母材 表面的凹陷或沟槽称为咬边。它是由于焊接过程中,焊件边缘的母材金属被熔化后,未及时得 到熔化金属的填充所致。咬边可出现于焊缝一侧或两侧,可以是连续的或间断的。(1)危害: 咬边将削弱焊接接头的强度,产生应力集中。在疲劳载荷作用下,使焊接接头的承载能力大大 下降。它往往还是引起裂纹的发源地和断裂失效的原因。焊接技术条件中一般规定了咬边的容 限尺寸。(2)形成原因:焊接工艺参数不当,操作技术不正确造成。如焊接电流大,电弧电 压高(电弧过长),焊接速度太快。(3)防止措施:选择适当的焊接电流和焊接速度,采用 短弧操作,掌握正确的运
编辑推荐下载
金属熔焊原理
格式:pdf
大小:14KB
页数:2P
4.8
1.焊接时通过加热或加压,或者两者并用,并且用或不用填充材料,使焊件间 达到原子间的结合的一种方法。 2.焊接与其他金属连接方法最根本的区别在于,通过焊接两个焊件不仅在宏观 上建立了永久的连接,而且在微观上形成了原子间距离而结合成一体。 3.一般的焊接部位必须经历加热----熔化------冶金反应------凝固结晶-----固态 相变-----形成接头的形式。 4.焊接热过程的特点:a不均匀性,b瞬时性。 5.焊接热源的主要特征:a最小的加热面积,b最大功率密度,c在正常焊接参 数条件下能达到的温度。 6.理想的热源是具有加热面积小,功率密度大,加热温度高等特点。 7.焊接温度场分为三维的,二维的和一维的。 8.影响焊接温度场的因素:a热源特性b焊接参数c被焊金属的物理性能d被 焊金属的几何尺寸。 9.焊接参数:焊接时为保证焊接质量而选
《金属熔焊原理》测试
格式:pdf
大小:20KB
页数:4P
4.7
《金属熔焊原理》 一、填空题 1.焊接是通过加热或加压,或者两者并用,并且用或不用填充材料使焊件间达到原子间结 合的一种加工方法。 2.焊接与其他金属连接方法最根本的区别在于,通过焊接,两个焊件不仅在宏观上建立了 永久的连接,而且在微观上形成了原子间的距离而结合成一体。 3.按焊接过程中金属所处的状态不同,可以把焊接方法分为熔焊、压焊和钎焊三大类。 4.熔焊是指待焊处母材金属熔化但不加压力形成的焊接方法。 5.压焊就是在焊接过程中,无论加热与否,必须施加一定的压力。 6.在焊接热源作用下金属局部被加热熔化,同时出现热量的传播和分布现象,而且这种现 象贯穿整个焊接过程的始终,这就是焊接热过程。 7.在焊接条件下,热源离开后被熔化的金属便快速连续冷却,并发生结晶和相变过程,最 后形成焊缝。 8.焊接热源主要的三个特征是最小加热面积、最
EN970-1997金属熔焊焊缝目测检查热门文档
《金属熔焊原理》绪论
格式:pdf
大小:235KB
页数:5P
4.6
-1- 绪论 焊接是制造金属制品的一项重要工艺,也是一门综合性的科学技术。由于它具有独特优 异的技术经济指标,已被广泛应用于机械制造、石油化工、海洋船舶、航空航天、电力、电 讯及家用电器等各个部门。 现代焊接技术的发展始于19世纪80年代末。科学技术的发展为焊接技术的发展提供了理 论基础和物质条件。随着新焊接能源的开发与应用,新的焊接方法不断涌现。推动了焊接技 术的应用范围不断扩大。而一些高、精、大型产品制造的高要求,又有力的推动了焊接技术 的发展。迄今为止,焊接已发展为一门独立的学科,已成为不可缺少的工艺方法,并将发挥 越来越大的作用。 焊接的定义与熔焊特点 一、焊接的概念与分类 焊接,一般用加热的方式使两件金属物体结合起来。gb/t3375-1994《焊接术语》中指 出:焊接是通过加热或加压,或者两者并用,并且用或不用填充材料,使焊件间达到原子间 结合的一种加
EN-1320金属材料焊缝的无损检测-断裂试验
格式:pdf
大小:516KB
页数:10P
4.8
第1页共10页 en1320欧洲标准(德文版) 关键词:焊缝,金属,熔焊,对焊,角焊,检验,结构,缺陷,目测,样件,符号 金属材料焊缝的无损检测 断裂试验 本欧洲标准在1996-09-27由cen批准。cen成员一定要符合cen/cenelec内部规则, 规定给予本欧洲标准为国家标准,而不能作任何修改。 关于国家标准的最新的著书目录参考可向中央秘书处或任何cen成员申请获得。 本标准有三个正式版本(英语,德语,法语)。任何其它语言的翻译版本在由cen成员负责 下翻译成其本国语言并通知中央秘书处后,可与享受与正式版本同样的地位。 cen成员为比利时,丹麦,德国,法国,希腊,爱尔兰,意大利,卢森堡,荷兰,挪威, 奥地利,葡萄牙,瑞典,瑞士,西班牙和英国的国家标准机构。 目录 前言 1.用范围 2.标准参考 3.定义 4.原则 5.名称和缩写 6.样件的
EN1321金属材料焊缝的无损检测
格式:pdf
大小:130KB
页数:16P
4.5
轨道交通用固定式直流开关设备 页脚内容1 en1321欧洲标准(德文版) 关键词:焊缝,无损试验,微观检测,宏观检测,焊接缺陷,样件准备,工作方法,符号 金属材料焊缝的无损检测 焊缝的微观和宏观检测 本欧洲标准在1996-09-27由cen批准。cen成员一定要符合cen/cenelec内部规则,规定给予本欧洲标准 为国家标准,而不能作任何修改。 关于国家标准的最新的著书目录参考可向中央秘书处或任何cen成员申请获得。 本标准有三个正式版本(英语,德语,法语)。任何其它语言的翻译版本在由cen成员负责下翻译成其 本国语言并通知中央秘书处后,可与享受与正式版本同样的地位。 cen成员为比利时,丹麦,德国,芬兰,法国,希腊,爱尔兰,冰岛,意大利,卢森堡,荷兰,挪威, 奥地利,葡萄牙,瑞典,瑞士,西班牙和英国的国家标准机构。 目录 前言 1.使用范围 2.标准参考 3.定义
熔焊原理及金属材料焊接
格式:pdf
大小:23KB
页数:11P
4.5
熔焊原理及金属材料焊接 什么是焊接:焊接是通过加热或加压,或两者并用,并且用或不 用填充材料,使工件达到结合的一种方法。 宏观上焊接的两个特点: 1.需要外界能量。 2.焊接结合的不可拆卸性。 微观上的特点:焊接件之间达成原子间的结合。即就是原来分开 的工件,经过焊接后在为微观上形成一个整体。(两工件间建立了金 属键) 我们主要学习研究与熔焊有关的基本理论及应用 焊接接头示意图:1.焊缝2.熔合区3.热影响区4.母材 焊缝:焊接时焊件经过焊接形成的结合部分。 热影响区:母材因受热的影响(但未熔化)而发生组织与力学性能的 变化区域叫热影响区。 熔合区:焊缝与热影响之间的过渡区。 第一章焊接区温度的变化 1.焊接区温度的变化 加热是是实现熔焊的必要条件。 通过对焊件进行局部加热,使焊接区的金属熔化、冷却后形成 牢固接头。但加热也必将引起焊接区金属的成分、组织与性能的变化, 1
金属结构焊缝无损检测
格式:pdf
大小:9KB
页数:1P
4.7
金属结构焊缝无损检测 摘要:水利工程金属结构是通过焊接组合而成的,其产品的质量是由焊缝 质量而决定的。通过焊接形成的水工金属结构,检测和评价是控制焊缝质量的重 要措施。本文介绍了钢焊缝手工超声波探伤方法、通用的水工金属结构焊接技术、 超声波检验管道焊接接头技术的规程。 关键词:金属结构;无损检测;焊缝质量 1检测水工金属构件焊缝无损的方法 在被检测构件不损伤的条件下,无损检测就是检测物理量有关的材料实验、 检查构件表面和内部的缺陷方法。常用的无损检测方法包括:超声、射线、磁粉、 渗透、涡流以及声发射检测等。本文主要介绍了超声检测方法。 在清除焊接铁屑、飞溅以及油污和其他外部的杂质后,探头移动区探伤表面 光滑平整,探头可以进行自由的扫查,但是表面的粗糙度在超过6.3μm时要进行 打磨。 采用一次串列式或反射法扫查探伤时,探头移动区要大于1.25p: p=2δtgβ或
EN970-1997金属熔焊焊缝目测检查精华文档
《熔焊原理及金属材料焊接》教案
格式:pdf
大小:8KB
页数:4P
4.7
1 《熔焊原理及金属材料焊接》教案 一、教材《熔焊原理及金属材料焊接》 二、教学对象新高职焊接专业的学生 三、教案试讲内容:第七章第三节《低碳调质钢的焊接》中 的(二)低碳调质钢的焊接性分析 本节课主要内容:详细分析了低碳调质钢的焊接性,为制 定该钢种的焊接工艺提供了依据。 四、本节课的教学目的及要求: 1.掌握该钢种焊接接头对各种焊接缺陷的敏感性和防止措 施; 2.掌握该钢种焊接热影响区性能下降的原因和防止措施。 五、本节课的重点、难点: 重点:冷裂纹产生原因及防止措施,热影响区脆化机理及 防止措施。 难点:热影响区脆化机理及防止措施。 六、本节课的教学时间:30分钟 七、教学方法:讲授法 八、教学过程: (一)复习旧课: 提问:什么是焊接性?答案(略) (二)导入新课: 2 三峡工程压力钢管下平段及蜗壳的焊接安装选用日本nkk 公司生产的nk一

大电流MAG焊焊缝金属的冲击韧性
格式:pdf
大小:738KB
页数:5P
4.7
第20卷第3期 2006年9月 vo1.20no.3 sept.2006 河海大学常州分校学报 journalofhohaiuniversitychangzhou 文章编号:1009-1130(2006)03-05-5 大电流mag焊焊缝金属的冲击韧性 包晔峰1,蒋永锋1,薛猛1,阮星谊2 (1.河海大学机电工程学院,江苏常州213022;.上海宝山钢铁股份有限公司冷轧厂,上海200941) 摘要:探讨大电流mag焊焊缝金属的冲击韧性.对在4种不同工艺条件下运用大电流mag焊得到的焊缝金属进 行低温冲击试验.试验结果表明,采用不同的焊接材料和不同的焊接参数,试样的冲击韧性差别较大.通过化学成分 分析和光学显微镜观察得出:当焊缝金属的c、si、ti含量过大时,会产生脆而粗大的贝氏体组织,韧性较差;当c、si、
 钡对焊管焊缝金属脱磷的有效作用
钡对焊管焊缝金属脱磷的有效作用 钡对焊管焊缝金属脱磷的有效作用
格式:pdf
大小:583KB
页数:5P
4.4
简述了有害杂质磷在管道焊缝中的破坏机理。介绍了俄罗斯学者在双层药皮焊条中添加钡元素脱磷的试验过程以及焊缝添加钡元素后的脱磷效果,含钡的双层药皮焊条的优越性和最佳的钡含量。
EN970-1997金属熔焊焊缝目测检查最新文档


ISO17639-2003中文版金属材料焊缝的破坏性试验-焊缝宏观和微观检验
格式:pdf
大小:1.6MB
页数:11P
4.5
ISO17639-2003中文版金属材料焊缝的破坏性试验-焊缝宏观和微观检验
金属熔焊原理复习题
格式:pdf
大小:12KB
页数:6P
4.4
金属熔焊原理 一、单项选择题 1.焊接过程中出现的热量传播和分布现象,叫【焊接热过程】 17.熔池的主要尺寸为熔池长度、最大宽度和【.最大熔深】 30.埋弧焊时,隔离空气保护焊缝金属的是【熔渣】 31.焊条电弧焊的三个反应区包括药皮反应区、熔滴反应区和【熔池反应区】 32.用光焊丝焊接性能达不到要求,是由于【没有保护】 33.以焊剂熔化形成的熔渣进行保护的焊接方法是【埋弧焊】 34.硫的主要危害是【产生结晶裂纹】 35.熔渣的熔点是指【熔渣开始熔化的温度】 36.氟化物有利于减少焊缝中的【氢含量】 37.靠熔渣进行保护的焊接方法是【等离子焊】 38.光焊丝焊接没有保护其焊缝质量【达不到要求】 39.杂质硫对焊缝的危害是【产生热裂纹】 40.熔渣开始熔化的温度是【熔渣的熔点】 41.氟有利于除去焊缝中的【氢】 56.焊接易淬火钢时,热影响区的过热区会形成脆硬的
 涂装钢铁构件边、角、焊缝喷涂金属的保护方法
涂装钢铁构件边、角、焊缝喷涂金属的保护方法 涂装钢铁构件边、角、焊缝喷涂金属的保护方法
格式:pdf
大小:49KB
页数:1P
4.7
20090701公开号:cn101117699公开日:2008-02-06申请人:徐州正菱涂装有限公司本发明公开了一种涂装钢铁构件边、角、焊缝喷涂金属的保护方法,在涂装钢铁构件的前处理工艺中,即在钢铁
水工金属结构焊缝的无损检测 水工金属结构焊缝的无损检测
格式:pdf
大小:255KB
页数:2P
4.7
水工金属结构主要通过焊接而成,焊缝质量决定了水工金属结构产品的质量,所以焊缝质量的检测和评价是控制焊接质量的重要措施。简单介绍焊缝无损检测的种类、技术等级、检测时机和条件、焊缝无损检测的数量和焊缝质量等级评定。

C-16金属焊接头及焊缝金属的试验机械性能试验
格式:pdf
大小:26KB
页数:2P
4.4
生产日期 代表数量 金属接头及焊缝金属的试验机械性能试验 试验单位合同号 编号: 结 论 jgj/t27-2001 jgj107-2003 试样名称 试样来源 试验人 试验规程 审核人 试验日期 焊接质量评述: 冷 弯 弯心直径(mm) 弯曲角度 弯曲结果 备注 接头种类 试样编号 试验室负责人:日期: 监理工程师:日期: 极限强度(mpa) 直径(mm) 试件长度(mm) 焊缝长度(mm) 母材截面积(mm 2 ) 试 件 尺 寸 断口部位 极限
18PE管热熔焊接焊缝翻边检查记录
格式:pdf
大小:24KB
页数:1P
4.8
pe管热熔焊接焊缝翻边检查记录 工程名称 施工单位 焊缝 编号 管材 规格 检查日期 检测项目 检查结 果对称性 卷边中心 高度(mm) 错边量mm (对正 性) 翻边切除检验 外观背弯试验 0001160平滑且对称实心圆滑无杂质无裂缝合格 附:质量检验合格标准 1、翻边对称性检验:接头应具有沿管材整个圆周平滑对称的翻边,翻边最低处深度 a不应低于管材表面 2、接头对正性检验:焊缝两侧紧邻翻边的外圆周的任何一处错边量v不应超过管材 壁厚的10% 3、翻边切除检验:在不损伤管材和接头的情况下,切除外部的焊接翻边,翻边应是 实心圆滑的,根部较宽;翻边下侧不应有杂质、小孔、扭曲和损坏;进行180度背弯试验, 不应有开裂、裂缝,接缝处不得露出熔合线。 4、连接完成后,应对接头进行100%的翻边对称性、接头对正性检验和不少于10%的 翻边切除检验。 施工单位

水工金属结构焊缝的无损检测
格式:pdf
大小:203KB
页数:1P
4.4
随着我国水利水电事业的发展,水利水电建筑工程的建设越来越多。目前水利水电工程主要采用金属结构进行修建,而金属结构是通过焊接组合而成,因此焊缝的质量决定着水工金属结构产品的质量,即需要对焊缝做好检测工作,确保焊接质量。主要分析了水工金属结构无损检测方法,阐述了无损检测特点及注意事项,并针对检测时机和条件及焊缝质量等级评定进行了研究和探讨。
EN970-1997金属熔焊焊缝目测检查相关
文辑推荐
知识推荐
百科推荐


职位:建安工程预算员
擅长专业:土建 安装 装饰 市政 园林


