




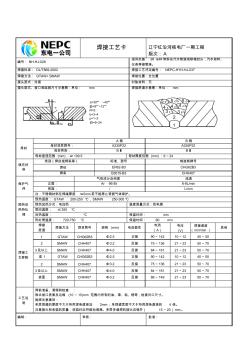
 印度东气西输工程CRC自动焊设备及焊接工艺
印度东气西输工程CRC自动焊设备及焊接工艺 印度东气西输工程CRC自动焊设备及焊接工艺
印度\"东气西输管道工程\"全长1380km,全线采用api5lx70级高强度钢管,管径φ1219mm(48英寸),三种壁厚17.2mm、20.7mm和25.4mm,中国石油天然气管道局承揽了其中的6个标段,共计1071.5km。工程中首次引进了crc的全套自动焊设备,该设备性能稳定且填充盖面采用双焊炬,提高了焊接效率,保证了焊接施工进度。管道局研究院焊接中心依据api1104标准及业主规范针对该设备进行了焊接工艺评定工作,为印度工程提供了高效且切实可行的工艺方案。介绍了crc自动焊设备,并结合工程特点,阐述其焊接工艺及其应用情况。

油气长输管道自动焊接工艺技术研究
为实现复杂施工环境下的管道自动焊接,利用自保护药芯焊丝具有较好的全位置焊接性、良好的脱渣性与电弧稳定性、未熔合缺陷低、无需保护气体、在风速小于8m/s时不需采用任何防风措施的优势。管道自动焊接系统整体性能稳定,焊接过程平稳,可有效提高焊接过程的连续性与稳定性,焊接接头的内在质量、外观成形、力学性能都满足管线的焊接标准要求,且焊接时不需防风棚,可有效降低管道焊接综合成本。
编辑推荐下载
核岛主设备稳压器加热器全自动焊接工艺 核岛主设备稳压器加热器全自动焊接工艺
格式:pdf
大小:1.0MB
页数:6P
 4.8
4.8
针对核岛主设备稳压器加热器焊接接头特殊的接头形式和焊接要求,采用全自动氩+氦弧焊进行超低碳奥氏体不锈钢薄壁小管对接焊接工艺。为确保焊缝质量和熔透性,针对特殊的焊缝结构形式,进行了反复的工艺试验。结果表明:接头结构、焊接材料、焊接设备、保护气体、焊接程序、装配质量和钨极质量都直接影响最后的焊接质量和焊缝反面熔透性。摸索出了一套完整的焊接工艺,顺利完成了加热器焊缝的焊接。
CRC管道全自动焊接工艺与应用热门文档
不锈钢风管自动焊接工艺与设备应用 不锈钢风管自动焊接工艺与设备应用
格式:pdf
大小:102KB
页数:1P
4.3
介绍了不锈钢风管自动焊接工艺与设备在某工程中的应用,并针对焊接风管加工相关设备配置及操作提出了的几点注意事项。
大口径管道自动焊接
格式:pdf
大小:1.2MB
页数:4P
4.5
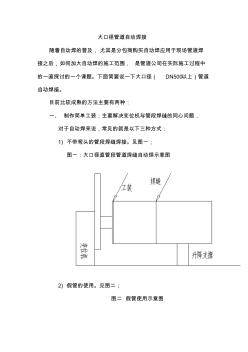
大口径管道自动焊接 随着自动焊的普及,尤其是分包商购买自动焊应用于现场管道焊 接之后,如何加大自动焊的施工范围,是管道公司在实际施工过程中 的一直探讨的一个课题。下面简要说一下大口径(dn500以上)管道 自动焊接。 目前比较成熟的方法主要有两种: 一、制作简单工装;主要解决变位机与管段焊缝的同心问题, 对于自动焊来说,常见的就是以下三种方式: 1)不带弯头的管段焊缝焊接。见图一; 图一:大口径直管段管道焊缝自动焊示意图 2)假管的使用。见图二; 图二假管使用示意图 3)对于弯管变位机,假管(一般为弯头)做配重,目的是为 了平衡重心(通常说的s弯)。见图三; 图三假管做配重 4)实际应用图片。见图四、五; 图四中天合创项目dn900焊缝自动焊 图五中天合创项目dn1000管道焊缝自动焊 二、将焊机整体垫高; 1)焊机垫高是解决弯头较大造成变位机旋转距离不够
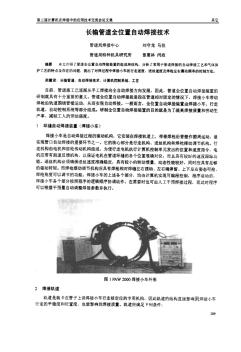
管道全位置自动焊接技术
格式:pdf
大小:135KB
页数:3P
4.8
管道全位置自动焊接技术 管道全位置自动焊接就是指在管道相对固定的情况下,焊接小车带动焊枪沿轨道围绕管壁运 动,从而实现自动焊接。一般而言,全位置自动焊接装置由焊接小车、行走轨道、自动控制 系统等部分组成。研制全位置自动焊接装置的目的就是为了提高焊接质量和劳动生产率、减 轻工人的劳动强度。 1焊接小车 焊接小车是实现自动焊接过程的驱动机构,它安装在焊接轨道上,带着焊枪沿管壁作圆 周运动,是实现管口自动焊接的重要环节之一。焊接小车应具有外形美观、体积小、重量轻、 操作方便等特点。它的核心部分是行走机构、送丝机构和焊枪摆动调节机构。行走机构由电 机和齿轮传动机构组成,为使行走电机执行计算机控制单元发出的位置和速度指令,电机应 带有测速反馈机构,以保证电机在管道环缝的各个位置准确对位,而且具有较好的速度跟踪 功能。送丝机构必须确保送丝速度准确稳定,具有较小的转动惯
PWT自动根焊+药芯半自动焊管道焊接工艺 PWT自动根焊+药芯半自动焊管道焊接工艺
格式:pdf
大小:857KB
页数:6P
4.3
结合长输管道工程实践,分析并研究了国内外不同的管道焊接工艺。提出了pwt自动根焊+药芯半自动焊的管道新型焊接工艺。试验研究和应用实践的结果表明,该新型焊接工艺性能优异,焊接质量上乘,焊接速度快,经济效益显著,具有推广使用价值。
CRC管道全自动焊接工艺与应用精华文档
铝合金MIG自动焊焊接工艺 铝合金MIG自动焊焊接工艺
格式:pdf
大小:715KB
页数:4P
4.7
研究了铝合金车体单丝和双丝mig自动焊的焊接方法,通过焊接对比试验,分析焊接接头的组织和力学性能,总结出两种焊接方法的最佳工艺参数。试验结果表明,双丝mig自动焊接具有焊接速度快、热输入小、焊缝组织晶粒细小均匀、接头力学性能良好、生产效率高等优点,适用于铝合金车体批量焊接生产。
大型储罐倒装自动焊焊接工艺 大型储罐倒装自动焊焊接工艺
格式:pdf
大小:61KB
页数:2P
4.5
在现代石油化工建设中,大型立式钢制储罐是石油化工行业非常重要的储运设备,在兰州—郑州—长沙成品油管道工程(郑州分输泵站)建设中,采用了大型储罐倒装自动焊施工工艺,该新工艺施工工期短、辅助用料少、安装质量好,并保证安全。

自动保护药芯焊丝半自动焊接工艺规程
格式:pdf
大小:1.9MB
页数:12P
4.5
中国石油天然气管道局企业标准 q/gd0220—1998 目次 前言 l 2 3 4 5 6 7 8 9
管板自动焊的应用及10钢/16Mn管板自动焊接工艺 管板自动焊的应用及10钢/16Mn管板自动焊接工艺
格式:pdf
大小:724KB
页数:3P
4.7
南京某石化企业在焊接10钢/16mn管板自动焊tig焊。介绍了管板自动焊的操作要求和操作注意事项,分析管板与管子连接接头泄露的原因,并提出改进换热器芯子制造工艺的方法。以10钢/16mn管板自动焊接为例,介绍管板的角接填丝tig焊接工艺,选取合理的保护措施以及适当的焊接参数,确保了焊接接头质量,对实际生产中碳钢换热管和16mn锻管板的焊接具有一定的指导意义。
CRC管道全自动焊接工艺与应用最新文档
大型储罐倒装法施工立焊自动焊接工艺 大型储罐倒装法施工立焊自动焊接工艺
格式:pdf
大小:162KB
页数:2P
4.5
发展大型储罐倒装法施工技术过程中,为了全面实现倒装法施工罐壁立缝的全自动焊接,从焊机结构改善、罐壁组装工序调整、焊接工况改进等方面开展工作,创造出全自动气电立焊焊接的作业条件,并制定相适应的焊接工艺,最终实现了罐壁立缝的气电立焊焊接。相较于正装法立缝自动焊接工艺,倒装法立缝自动焊接在地面操作实施,操作更加便利、安全,质量更易于控制。

提高Ф813管道全自动焊接一次合格率
格式:pdf
大小:11KB
页数:1P
4.6
249 2017年第3期科学管理 1?选题理由? 天津lng项目输气管道干线工程采用x70(l485)钢 材,规格为ф813×14.4/16,该工程地形以平原地区为 主,为全位置管道自动焊的推广和使用提供了绝佳的条 件。但是,在上线施工前的焊接工艺研究、施工现场模拟 阶段以及在天津lng施工现场实际应用前期过程中全自动 焊接一次合格率较低,容易出现未熔合和气孔缺陷,全自 动焊接设备和焊接操作技术对于焊工来说还需要一定的提 高和适应。为了成功推广与应用公司与洛阳德平科技股份 有限公司共同研发的全自动焊接设备,提高全自动焊接一 次合格率,让焊工熟练掌握全自动设备操作技术。 2?现状调查 针对全自动焊接技术模拟应用阶段的焊口合格率做了 统计,模拟阶段共检测拍片40道口,一次合格32道口,合 格率为80%;现场应用前期阶段共检测拍片65道口,一次 合格53道口,合
油罐车Q345钢埋弧自动焊接工艺试验研究
格式:pdf
大小:3.0MB
页数:10P
4.7
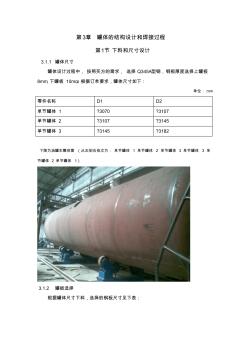
第3章罐体的结构设计和焊接过程 第1节下料和尺寸设计 3.1.1罐体尺寸 罐体设计过程中,按照买方的需求,选择q345a型钢,钢板厚度选择上罐板 8mm,下罐板10mm。根据订单要求,罐体尺寸如下: 单位:mm 零件名称d1d2 单节罐体1?3070?3107 单节罐体2?3107?3145 单节罐体3?3145?3182 下图为油罐车整体图(从左到右依次为:单节罐体1单节罐体2单节罐体3单节罐体3单 节罐体2单节罐体1) 3.1.2罐板选择 根据罐体尺寸下料,选择的钢板尺寸见下表: 单位:mm 上罐板18×2000×4930 上罐板28×2000×4990 上罐板38×2000×5040 下罐板110×2000×4930 下罐板210×2000×4990 下罐板310×2000×
薄壁不锈钢拼板自动焊接工艺研究(论文)
格式:pdf
大小:274KB
页数:4P
4.4
薄壁不锈钢自动焊接工艺研究报告 前言: 不锈钢在我国的使用量正逐年增加,薄壁不锈钢板已经应用到国民生产和生活的各个领域,如: 食品加工行业;压力容器行业;电力工业;厨房设备、建筑装潢、家用电器和汽车行业等。在这些行 业中,不锈钢的焊接是产品生产的一个重要工序,焊接质量的好坏直接决定产品的质量。在不锈钢的 tig焊接过程中主要存在板材变形、焊缝表面氧化、焊接速度慢的缺点,基于变形时由于在施焊过程 中,焊接热积累严重造成的工件受热不均匀而产生的应力变形,氧化是由于熔池在没完全冷却的情况 下被空气侵入所造成的。特别在焊接速度过快的情况下,有时候只有正面保护气是不够的,要配置辅 助保护装置才能保证焊缝的金属光泽。本文主要在焊接工艺和焊接工装两个方面来阐明薄壁不锈钢板 tig焊接工艺方法。通过焊接工装提高焊接效率和控制焊接变形,合理的焊接工艺参数的匹配,使两 者融为一体,通过气体的三重保护来达到
埋弧自动焊接规范
格式:pdf
大小:28KB
页数:2P
4.8
埋弧自动焊焊接 1.1当板厚δ≤6mm时,采用气体保护焊填充、埋弧焊 盖面的方法焊接成形。 1.2焊接过程中,?焊工应随时调整导电嘴、焊丝与坡口 侧壁的间距,并随时注意电流、电压表的读数,当不符合规 定时,应立即予以调整。出现烧穿、气孔、裂纹等缺陷时, 应立即停止焊接,查出原因,清除缺陷后,再焊接。焊接规 范参见表3。 1.3采用多层多道焊接时,每层焊接后的熔渣及飞溅物 都要除干净,发现有焊接缺陷时,必须清除并修补完好。每道 焊接接头应重叠80-100mm,并使其错开。 1.4环焊缝盖面焊接,焊至接头重合处时,立即将焊接 电流逐渐调至微弧电流,约超过接头重合100-150mm时熄弧。 1.5环焊缝焊接完毕,清除熔渣及飞溅物。?如有缺陷, 应清除后采用手弧焊修复。经自检合格后,在距离焊缝50~ 100mm处工整的打上焊工钢印。 1.6当板厚δ>6m
半自动焊接工装在翼箱焊接中的应用 半自动焊接工装在翼箱焊接中的应用
格式:pdf
大小:250KB
页数:未知
4.4
为提高装载机前车架翼箱部件的焊接效率和品质,根据翼箱的结构特点,自行设计了翼箱背缝和圆搭半自动焊接工装。此工装结构简单,造价较低,使用方便,且可靠性好,可供诸多结构件半自动焊接工装做设计的借鉴参考。
铝合金厚板对接自动焊焊接工艺优化 铝合金厚板对接自动焊焊接工艺优化
格式:pdf
大小:184KB
页数:3P
4.6
在车钩座组成自动焊焊接过程中,射线探伤多次发现线性显示,通过宏观金相分析确认缺陷为焊缝侧壁未熔合,多次返修严重影响了工件的焊接质量及生产进度。本文结合常见的未熔合产生原因,同时将车钩座组成与车钩面板自动焊工艺进行对比,并进行了一系列的试验及分析,对车钩座自动焊工艺进行优化,最终通过优化车钩座自动焊焊缝填充分布和焊接参数等措施,基本上解决了车钩座自动焊的未熔合问题,射线探伤一次合格率提高到90%以上,提高了生产效率。
管道焊口焊接工艺卡
格式:pdf
大小:482KB
页数:6P
4.5
焊接工艺卡辽宁红沿河核电厂一期工程 版次:a 编号:nh-hj-028 适用范围:3#&4#常规岛汽水管道或联箱封头,汽水取样、 仪表等接管座。 焊接标准:dl/t869-2002焊接工艺评定编号:nepc-hyh-hj-037 焊接方法:gtaw+smaw焊接位置:全位置 接头型式:对接衬垫材料:无 接头型式、坡口和组装尺寸示意图:单位:mm a=30°~40° β=8°~12° r=5 b=3~4 p=1~2 δ=9~24 r 焊接层道示意图:单位:mm 1 2 3132 414243 515253 母材 a侧b侧 母材材质牌号:a335p22a335p22 母材类别:bⅰbⅰ 母材直径范围(mm):≥109.5母材厚度范围(mm):9~24 填充材 料 类别(焊丝或焊条等)标准、型号制造商
自动焊焊接工艺评定Q235B
格式:pdf
大小:370KB
页数:22P
4.4
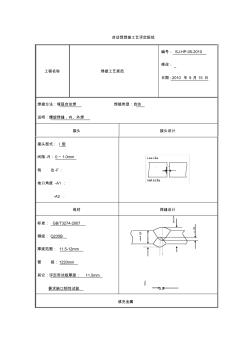
自动焊焊接工艺评定规范 工程名称焊接工艺规范 编号:sj-hp-05-2010 修改: 日期:2010年9月15日 焊接方法:埋弧自动焊焊接类型:自动 说明:螺旋焊缝,内、外焊 接头接头设计 接头型式:i型 间隙-r:0~1.0mm 钝边-f: 坡口角度-a1: -a2: 母材焊缝设计 标准:gb/t3274-2007 钢级:q235b 厚度范围:11.5-12mm 管径:1220mm 其它:评定用试板厚度:11.5mm 要求缺口韧性试验3.5 填充金属 11 .5 > 0 0- 2. 4 0- 3 焊接方法:saw(内焊)saw(外焊) 焊丝牌号:er50-6er50-6 规格:4.0mm4.0mm 焊剂型号:sj301sj301 焊接电流:750a800a 电弧电压:3
CRC管道全自动焊接工艺与应用相关
文辑推荐
知识推荐
百科推荐


职位:高级电气工程师
擅长专业:土建 安装 装饰 市政 园林


