




CO2气体保护焊机技术操作规程
1 co2焊机技术操作规程 l.适用范围 该焊机可焊接各种低碳钢、低合金钢的焊接。 2.对操作人员的资格要求 2.1操作人员必须经过安全与技术的培训,并经考试合格后持证上 岗。 2.2熟悉触电急救法和人工呼吸法。 2.3操作人员应身体健康,作业时须穿戴符合专业要求的劳动保护 用品。 3.对工作环境的要求 3.1该焊机不允许在周围空气温度超过+40℃、相对温度超过85%(25 ℃)的条件下工作,使用场所应无严重影响电焊机绝缘性能和引起腐 蚀的工业气体、蒸气、盐雾、霉菌、灰尘和其它易燃易爆物品。 3.2焊接作业场所应有良好的照明。 3.3不宜在雨、雪及大风天气进行露天焊接。如确实需要,应采用 遮蔽、防止触电和防止火花飞溅的措施。 4.操作过程 4.1作业前先检查焊机外壳应可靠接地。接地电阻不得大于4ω,检 查焊机各电路对机壳热态电阻不得低于0.4mω。一二次连接正确牢 固
CO2气体保护焊机操作规程
co2气体保护焊机操作规程 co2气体保护焊机操作规程 1、操作者必须持电焊操作证上岗。 2、打开配电箱开关,电源开关置于“开”的位置,供气开关置于“检查”位置。 3、打开气瓶盖,将流量调节旋钮慢慢向“open”方向旋转,直到流量表上的指示数为需要 值。供气开关置于“焊接”位置。 4、焊丝在安装中,要确认送丝轮的安装是否与丝径吻合,调整加压螺母,视丝径大小加压。 5、将收弧转换开关置于“有收弧”处,先后两次将焊枪开关按下、放开进行焊接。 6、焊枪开关“on”,焊接电弧的产生,焊枪开关“off”,切换为正常焊接条件的焊接电弧, 焊枪开关再次“on”,切换为收弧焊接条件的焊接电弧,焊枪开关再次“off”焊接电弧停止。 7、焊接完毕后,应及时关闭焊电源,将co2气源总阀关闭。 8、收回焊把线,及时清理现场。 9、定期清理机上的灰尘,用空压机或氧气吹机芯
编辑推荐下载
CO2气体保护焊机的安装与规范选择
格式:pdf
大小:116KB
页数:2P
 3
3
co2气体保护焊机的安装与规范选择——介绍了co2气体保护焊机的安装,焊接过程中规范的选择及焊接过程中的注意事项。
CO2气体保护焊机故障信息管理热门文档
CO2气体保护焊机安全操作规程2
格式:pdf
大小:7KB
页数:4P
4.4
co2气体保护焊机安全操作规程 1、操作人员必须持有电气焊特种作业操作证方可上岗, 学徒人员须在持有该证经验丰富人员指导下方可操作。 2、设备应专人使用,专人管制,非操作人员未经车间负 责人批准,不得操作。 3、操作者应认真阅读设备使用说明书,熟悉设备性能, 了解其工作原理。 4、施焊前作好如下准备工作: 一、按标准穿好劳保用品 二、焊机应放置在距墙和其它设备300毫米以外的地 方,应通风良好,不得放置在日光直射、潮湿和灰尘 较多处。 三、施焊工作场地的风速应较小,必要时采取防风措施。 四、co2气瓶应可靠固定,放置在距热源大于3m,温度 低于40摄氏度的地方,气瓶与热源距离应大于3m。气 瓶阀门处不得有污染,开启气瓶阀门时,不得将脸靠 近出气口。 五、检查co2气体减压阀和流量计,安装螺母应紧固, 减压阀和流量计的气体人口和出口处不得有油污和灰 尘。 六
CO2气体保护焊机特点比较及常见问题的分析
格式:pdf
大小:107KB
页数:2P
3
co2气体保护焊机特点比较及常见问题的分析——本文介绍了co2气体保护焊机的使用现状,分析了不同型号c02气体保护焊机的差异,并针对常见工艺问题及设备故障提出了解决办法。
逆变式波形控制CO2气体保护焊机的技术特点
格式:pdf
大小:158KB
页数:2P
3
逆变式波形控制co2气体保护焊机的技术特点——在机械设备的状态监测和故障诊断工作中,油液分析和振动分析是很重要的,将这两项技术有效地结合起来形成一个整体,对判断机械设备故障产生的根源是十分有效的,它能对我们的工作有很大的帮助。
CO2气体保护焊机故障信息管理精华文档
CO2气体保护焊机安全操作规程
格式:pdf
大小:6KB
页数:2P
4.4
co2气体保护焊机安全操作规程 1、操作人员必须持有电气焊特种作业操作证方可上岗,学徒人员须在持有该证经验丰富人 员指导下方可操作。 2、设备应专人使用,专人管制,非操作人员未经车间负责人批准,不得操作。 3、操作者应认真阅读设备使用说明书,熟悉设备性能,了解其工作原理。 4、施焊前作好如下准备工作: 一、按标准穿好劳保用品 二、焊机应放置在距墙和其它设备300毫米以外的地方,应通风良好,不得放置在日光 直射、潮湿和灰尘较多处。 三、施焊工作场地的风速应较小,必要时采取防风措施。 四、co2气瓶应可靠固定,放置在距热源大于3m,温度低于40摄氏度的地方,气瓶 与热源距离应大于3m。气瓶阀门处不得有污染,开启气瓶阀门时,不得将脸靠近 出气口。 五、检查co2气体减压阀和流量计,安装螺母应紧固,减压阀和流量计的气体人口和 出口处不得有油污和灰尘。 六、采用电加

气体保护焊机日常保养点检表
格式:pdf
大小:39KB
页数:2P
4.7
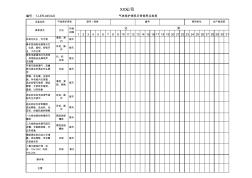
编号:tj-er-045/ao气体保护焊机日常保养点检表 设备名称 12345678910111213141516171819202122232425262728293031 外观无灰尘,无污物 清理、清 扫 每天 操作控制板电源指示灯 、仪表、旋钮、按钮齐 全,工作正常 目视、操 作 每天 焊机电源通电时无异味 、异常振动及蜂鸣声, 无报警 问、听、 目视 每天 气管无破损漏气,流量 表外观完好满足作业要 求 目视每天 喷嘴、导电嘴,安装牢 固,导电咀内无焊渣, 送丝软管无破损,通丝 顺畅,手把线无破损、 虚接、过热现象 清理、紧 固、更换 每天 送丝机电压
榆次经纬机电设备厂智能型CO2气体保护焊机取得国家CCC认证
格式:pdf
大小:65KB
页数:1P
3
榆次经纬机电设备厂智能型co2气体保护焊机取得国家ccc认证——榆次经纬机电设备厂智能型co2气体保护焊机取得国家ccc认证
CO2气体保护焊机故障信息管理最新文档

方菱系列气体保护焊机给定电路改进
格式:pdf
大小:261KB
页数:2P
3
方菱系列气体保护焊机给定电路改进——对牡丹江方菱接设备有限公司生产的nbc系列co2气体保护焊机的遥控盒给定电路进行了改进,提高了焊机可靠性。
CO2气体保护焊焊接工艺
格式:pdf
大小:14KB
页数:4P
4.8
co2气体保护焊焊接工艺(2007-07-0717:50:18) co2气体保护焊焊接工艺 钢结构二氧化碳气体保护焊工艺规程 1适用范围 本标准适用于本公司生产的各种钢结构,标准规定了碳素结构钢的二氧化碳气体保 护焊的基本要求。 注:产品有工艺标准按工艺标准执行。 1.1编制参考标准《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形成与尺寸》 gb.985-88 1.2术语 2.1母材:被焊的材料 2.2焊缝金属:熔化的填充金属和母材凝固后形成的部分金属。 2.3层间温度:多层焊时,停后续焊接之前,相邻焊道应保持的最低温度。 2.4船形焊:t形、十字形和角接接头处于水平位置进行的焊接. 3焊接准备 3.1按图纸要求进行工艺评定。 3.2材料准备

CO2气体保护焊焊工培训教材资料
格式:pdf
大小:501KB
页数:34P
4.6
co2气体保护焊技术 一、co2气保焊概述 co2气体保护焊是上世纪五十年代发展起来的一种技术。自问世以 来,co2气体保护焊焊接技术在国内外焊接领域发展很快,在实际生产中 的应用也越来越广泛,并兼有手工电弧焊和埋弧焊的许多优点。目前在建 筑钢结构行业的应用也非常广泛,如用co2气体保护焊焊接箱型钢、焊接 h型钢等。实践证明co2气体保护焊是一种比较先进的、效率较高的焊接 方法。 1、co2气保焊的特点 co2气体保护焊是熔化极气体保护焊的一种,全称为“co2气体保护电 弧焊”。它是采用co2气体作为保护介质,焊接时,co2从焊枪喷嘴中喷出, 把电弧及熔池与空气机械的隔离开来,避免空气对熔化金属的有害作用, 保证焊缝的化学成分及机械性能。 与其他焊接方法相比,co2气体保护焊具有以下优点: ①成本低:co2气体价廉,而且电能消耗小,故使得焊接成本

CO2气体保护焊焊接培训
格式:pdf
大小:156KB
页数:14P
4.6
co2气体保护焊焊接培训 一、焊接工艺参数 1适用范围 本标准适用于本公司生产的各种钢结构,标准规定了碳素结构 钢的二氧化碳气体保护焊的基本要求。注:产品有工艺标准按工艺 标准执行。 1.1编制参考标准《气焊、手工电弧焊及气体保护焊焊缝坡口的基本 形成与尺寸》gb.985-88 2术语 2.1母材:被焊的材料 2.2焊缝金属:熔化的填充金属和母材凝固后形成的部分金属。 2.3层间温度:多层焊时,停后续焊接之前,相邻焊道应保持的最低 温度。 2.4船形焊:t形、十字形和角接接头处于水平位置进行的焊接. 3焊接准备 3.1按图纸要求进行工艺评定。 3.2材料准备 3.2.1产品钢材和焊接材料应符合设计图样的要求。 3.2.2焊丝应储存在干燥、通风良好的地方,专人保管。 3.2.3焊丝使用前应无油锈。 3.3坡口选择原则焊接过程中尽量减小变形,节省
CO2气体保护焊焊接通用工艺
格式:pdf
大小:214KB
页数:15P
4.4
co2气体保护焊 通 用 焊 接 工 艺 目录 1、适用范围 2、被焊材料 3、焊接准备 4、作业条件 5、焊接工艺 6、交检 7、焊接缺陷与防止方法 8、常用气体保护焊钢材与焊丝的选用 9、质量记录 10、焊接及注意事项 11、二保焊机安全规程 12、焊接危险点危险源辩识、评价及控制对策表 一、适用范围 本标准适用于本厂生产的各种钢结构,标准规定了碳素结构钢的二氧化碳气 体保护焊的基本要求,产品有工艺标准按工艺标准执行。 1、编制参考标准《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形成与尺寸》 gb.985-88。 二、被焊材料 1、焊缝金属:熔化的填充金属和母材凝固后形成的部分金属。 2、层间温度:多层焊时,停后续焊接之前,相邻焊道应保持的最低温度。 3、船形焊:t形、十字形和角接接头处于水平位置进行的焊接。 三、焊接准备 1、按图纸要求进行工艺评定。 2、材料准备:
高速熔化极气体保护焊机理及工艺研究现状
格式:pdf
大小:333KB
页数:5P
3
高速熔化极气体保护焊机理及工艺研究现状——针刈高速焊接条件下的咬边问题,概述了熔池金属流体静力学模型、数值计算模型以及经验模型,并分析了各自的特点。介绍了目前高速熔化极气体保护焊的不同工艺。采用短路电流双折线控制或采用特殊的燃弧电流波形控制法...
CO2气体保护焊飞溅控制的研究
格式:pdf
大小:436KB
页数:5P
3
co2气体保护焊飞溅控制的研究——针对co2气体保护焊短路过渡过程中易产生飞溅的问题,从治金因素和力学因素两个方面,对其进行深入分析,着重介绍了目前在波形控制方面的高要成果,研究表明,从电力电子技术角度,对焊接的动、静特性进行改进是控制飞溅的最好措...
CO2气体保护焊机故障信息管理相关
文辑推荐
知识推荐
百科推荐


职位:腐蚀与防护/燃气安全评价师
擅长专业:土建 安装 装饰 市政 园林


