

CO2气体保护焊镀铜焊丝缓蚀处理试验研究
格式:pdf
大小:134KB
页数:3P
人气 :63
 3
3
CO2气体保护焊镀铜焊丝缓蚀处理试验研究——对二氧化碳气体保护焊镀铜焊丝进行了缓蚀处理试验,试验研究了BTA浓度,缓蚀处理时间及复合援蚀剂对镀铜焊丝质量的影响,并推荐了最佳工艺条件。



无镀铜焊丝与镀铜焊丝对比
无镀铜焊丝与镀铜焊丝对比 本文主要介绍无镀铜焊丝与传统镀铜焊丝的差异及试验对比,分析镀铜焊丝与无 镀铜焊丝的优缺点,为后续焊丝的选择提供理论依据。 1.试验目的 无镀铜焊丝具有环保、使用性能好等优点,为不断研究、应用新工艺,提高焊接 工艺水平,特对无镀铜焊丝进行本次试验,以验证其相关力学性能及使用性能。 2.试验要求 试验采用厚度为20mm的q345b钢材,采用co2气体保护焊,无镀铜焊丝(焊丝 型号等同于er50—6),φ1.2mm;对焊缝熔敷金属进行拉伸试验和-29℃v型缺 口冲击试验。组装试板时应采取预变形、刚性固定等方式,以保证焊后试板的平 整度。试板焊接时需由主管焊接工程师现场指导,并如实记录焊接参数等数据。 试板焊接完成后质检人员进行mt和ut检测,确保所取试样无焊接缺陷。其余参 照gb/t8110—2008。 3.试验过程及数据记录 本次
镀铜焊丝已经out了,现在都用无镀铜
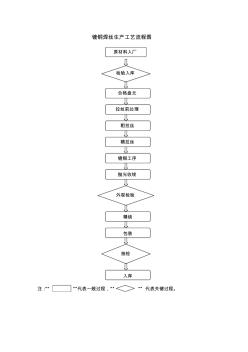
镀铜焊丝已经out了,现在都用无镀铜 目前,国内采用焊丝通常镀铜焊丝居多,即在焊丝 表面以镀一层铜粉达到保护焊丝不被氧化的作用,但镀铜也 带来焊接过程中烟雾大、堵塞导电嘴等一系列问题,尤其是 焊接烟雾问题,使得作业环境差。无镀铜焊丝属于一种 环保产品,与镀铜焊丝相比省去了镀铜工序,在焊接过程中 烟雾少、飞溅小、焊接稳定性好等,但应用范围还不多。作 为一种新型产品,要推广应用还需大量的试验验证,山推率 先进行了试验,进行了相关测试,为在工程机械领域应用打 好了技术基础。1.无镀铜焊丝的制造工艺无镀铜焊 丝(见图1)与镀铜焊丝相比省去了镀铜工序,减少了环境 污染,在焊接过程中可以免受含铜烟雾的损害,更好地保护 作业人员的身心健康。图1无镀铜焊丝生产线及生 产工艺属于焊丝生产技术领域。无镀铜焊丝生产流程为:放 线架→砂带抛光→粗拉→精拉→涂润滑防锈油→焊丝后处 理→缠绕包装机
编辑推荐下载
 镀铜焊丝电解钝化防锈试验
镀铜焊丝电解钝化防锈试验 镀铜焊丝电解钝化防锈试验
格式:pdf
大小:534KB
页数:未知
4.7
本文对镀铜co_2焊丝的后处理工艺和防锈包装的试验研究进行了介绍。通过大量工作,得到了对焊丝有效的电解钝化后处理工艺,结合适当的防锈包装方法,达到了提高焊丝本身防锈能力和延长焊前贮存期的目的。
CO2气体保护焊镀铜焊丝缓蚀处理试验研究热门文档
化学置换镀铜焊丝的防锈措施 化学置换镀铜焊丝的防锈措施
格式:pdf
大小:256KB
页数:3P
4.4
分析置换镀铜焊丝生锈的原因,认为生锈是由于空气中的蒸汽或生产车间的酸雾凝结在焊丝表面造成的。为改善焊丝的表面状态,在焊丝生产过程中采取以下防锈措施:采用优质线材并做好粗拉前处理工作,进行无氧化退火热处理、加强精拉除脂和镀前清洗;加强镀液中各成分的控制、镀液温度和搅拌情况控制;加强镀后的水清洗和烘干、焊丝镀铜抛光保护、层绕和包装的控制。结果表明,焊丝锈蚀问题能得到解决。
镀铜焊丝生产过程标准
格式:pdf
大小:19KB
页数:2P
4.5
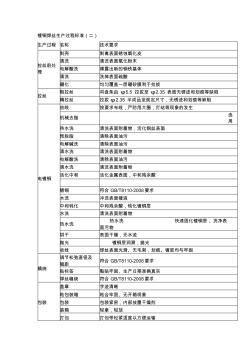
镀铜焊丝生产过程标准(二) 生产过程名称技术要求 拉丝前处 理 剥壳剥离表面锈蚀氧化皮 清洗清洗表面氧化粉末 电解酸洗裸露出新的钢铁基体 清洗洗掉表面硫酸 硼化均匀覆盖一层硼砂膜利于拉拔 拉丝 粗拉丝将盘条由φ5.5拉拔至φ2.35表面无锈迹和划痕等缺陷 精拉丝拉拔φ2.35半成品至规定尺寸,无锈迹和划痕等缺陷 电镀铜 放线按要求布线,严防甩大圈,打结等现象的发生 机械去脂 选 用 热水洗清洗表面附着物,活化钢丝表面 预脱脂清除表面油污 电解碱洗清除表面油污 清水洗清洗表面附着物 电解酸洗清除表面油污 清水洗清洗表面附着物 活化中和活化金属表面,中和残余酸 镀铜符合gb/t8110-2008要求 水洗冲洗表面镀液 中和钝化中和残余酸,钝化镀铜层 水洗清洗表面附着物 热水洗 热水洗快速固化镀铜层,洗净表 面污物 烘干表面干燥,无水迹
镀铜焊丝生产中的电解清洗 镀铜焊丝生产中的电解清洗
格式:pdf
大小:358KB
页数:3P
4.4
介绍镀铜焊丝生产过程中的电解清洗原理,对影响电解清洗效果的电解电流、极区布置、温度、电解时间、线材表面质量、电解液的纯净度等因素进行分析,指出应根据生产线的具体条件调整电解清洗的相关参数,才能较好地节约电解成本,提高焊丝镀铜的质量。
CO2气体保护焊镀铜焊丝缓蚀处理试验研究精华文档

环保型无镀铜CO2气体保护焊实心焊丝(GMAW生产及应用)
格式:pdf
大小:57KB
页数:10P
4.3
环保型无镀铜co2气体保护焊实心焊丝(gmaw)生产及应用 贾军1,梁贻谋2 (1.昆山中冶宝钢焊丝厂,江苏昆山215333;2.上海洗霸科技有限公司,上海,200437) 摘要:本文介绍了无镀铜焊丝和镀铜焊丝的比较、生产实践环节方面的主要技术难 点和性能,同时介绍了gmaw无镀铜焊丝的相关特点、同行以及其现场使用方面 的情况,并对今后的发展做了一些预测。文章中的观点鲜明,对焊丝镀铜和防锈的 观点作了理论和实践的分析,有说服力,所涉及的工艺、新材料介绍详细,数据准 确可靠,可作为同行业研制、生产无镀铜焊丝的技术支持;同时文章的主要观点代 表了我国焊材研究和发展的方向,值得发扬光大。无镀铜焊丝的生产应用是大势所 趋,将是我国焊丝生产应用的主流;应大力宣传、推广应用无镀铜焊丝,造福了焊 接界和全国人民。 关键词:环保;无镀铜;焊丝;焊接;存在的问题 produc


CO2气体保护焊丝
格式:pdf
大小:114KB
页数:18P
4.6
co2气体保护焊丝 符合:gber49-1 ) 说明:mg49-1是镀铜碳钢及低合金钢气体保护焊丝,靠焊丝中的mnsi联合 脱氧,可以防止焊缝出现气孔和夹渣,提高焊缝金属的抗裂性能,获得优良的焊 缝力学性能。 用途:主要用于低碳钢、低合金钢如16mn、15mnv钢制造的车辆、船舶、 建筑机械等结构件气体保护焊。 焊丝化学成分:(%) csimncrnispcu ≤0.110.65~0.951.80~2.10≤0.20≤0.30≤0.030≤0.030≤0.50 熔敷金属力学性能: σb(mpa)σs(mpa)δ5(%)akv(j)常温 ≥490≥372≥20≥47 焊丝规格: 直径(mm)0.81.01.21.62.02.53.2 注意事项:焊前须将工件表面的油污及铁锈清理干净,选择适宜的焊接规范。 mg49
CO2气体保护焊实心焊丝的应用现状和发展动态
格式:pdf
大小:289KB
页数:4P
3
co2气体保护焊实心焊丝的应用现状和发展动态——阐述了国内外co2气体保护焊实心焊丝的应用现状,重点分析了制约我国实心焊丝发情的主要因素,并分别以新型非镀钢焊丝和活性无镀焊丝为例提出了co2气体保护焊实心焊丝发展所面临的问题及将来的主要方向。
镀铜焊丝在钢瓶埋弧自动焊中的应用 镀铜焊丝在钢瓶埋弧自动焊中的应用
格式:pdf
大小:95KB
页数:未知
4.8
分析了液化石油气钢瓶主体环缝埋弧自动焊产生气孔、夹渣的原因,通过工艺试验。对1.6h08a焊丝由原吹砂工艺改镀铜处理,使钢瓶主体环缝内的缺陷明显减少,对提高钢瓶批生产质量具有一定的实际意义。
CO2气体保护焊镀铜焊丝缓蚀处理试验研究最新文档
药芯焊丝+CO2气体保护焊在球罐中应用
格式:pdf
大小:131KB
页数:2P
3
药芯焊丝+co2气体保护焊在球罐中应用——论述了药芯焊丝+co2气体保护焊的工艺原理、电弧过渡形式及其在球罐全位置焊接中的应用,采用此工艺可保证焊接质量,使焊接效率大为提高、指出了药芯焊丝存在的主要问题及解决办法。
CO2气体保护焊焊接工艺试验与应用 CO2气体保护焊焊接工艺试验与应用
格式:pdf
大小:366KB
页数:4P
4.8
采用三种材质,对co2气体保护焊和焊条电弧焊在焊接工艺和性能方面进行对比试验,根据试验结果制订了合理的焊接工艺,满足了不同材料co2气体保护焊的焊接需求,提高了生产效率,取得了明显的经济效益。
超薄低铜镀层CO_2气体保护焊焊丝 超薄低铜镀层CO_2气体保护焊焊丝
格式:pdf
大小:135KB
页数:2P
4.3
为降低气保焊丝的镀铜层厚度,减少含铜量,选用一种葡萄糖类环状有机络合物,在镀铜置换反应中首先与铜离子反应生成亚稳态络合物,然后再与铁原子发生置换反应,从而控制置换反应速度、改变铜离子在置换反应中的各向异性,提高铜离子的反应功能,使镀铜层致密,含铜量降低,提高了产品质量。具体效果:缩短了镀铜时间,减少了硫酸铜的使用量,降低了生产成本,减少了对生产环境及焊接环境的污染。

铜焊丝
格式:pdf
大小:148KB
页数:3P
4.4
铜焊丝 各种规格型号的铜焊丝 是否提供加工定制否型号hs221/201铜焊丝 类型实芯品牌金桥 标准直径3.0(mm)重量25公斤(g) 产地天津长度1000mm 规格1.2/1.6/2.0/2.5/3.0/4.0/5.0/6.0牌号hs221 是否含助焊剂是 铜焊丝 牌号主要成份(%)特性和用途相当aws 紫磷铜焊丝s201p0.5curem. 机械性能好,抗裂性好。紫铜气焊 及氩弧焊用 ercu 硅青铜焊丝s211 si3mn1 curem. 机械性能好,铜合金氩弧焊及 钢的mig钎焊用 ercusi-al 锡黄铜焊丝s221 cu60sn1si0.3 znrem. 熔点约890℃。黄铜气焊及碳弧焊用, 也可钎焊铜、钢、铸铁 铁黄铜焊丝s222 cu58sn0.9si0.1 fe0.8z

铜焊丝简介
格式:pdf
大小:33KB
页数:2P
4.4
铜焊丝简介如下: 牌号主要成份(%)特性和用途相当aws 黄铜焊丝 gmt-cu sncurem 机械性能好,耐 磨性好,流动性 非常优秀,适合 无温冷焊。 ercusn-d 紫磷铜焊丝s20 1 p0.5curem. 机械性能好,抗 裂性好。紫铜气 焊及氩弧焊用 ercu 硅青铜焊丝s21 1 si3mn1 curem. 机械性能好,铜 合金氩弧焊及 钢的mig钎焊 用 ercusi-al 锡青铜焊丝s21 2 sn5curem. 耐磨性好。铜合 金氩弧焊及钢 的堆焊用 ercusn-a 锡青铜焊丝s21 3 sn8curem. 耐磨性好。铜合 金氩弧焊及钢 的堆焊用 ercusn-c 铝青铜焊丝a1s 214 al7.5curem. 耐磨、耐蚀。铜 合金氩弧焊及 钢的堆焊用 ercual-a1 铝青铜
药芯焊丝CO_2气体保护焊工艺试验 药芯焊丝CO_2气体保护焊工艺试验
格式:pdf
大小:215KB
页数:未知
4.8
详细介绍了药芯焊丝co2焊工艺试验。试验结果表明,焊接接头的力学性能及焊缝截面的成形完全能满足《蒸汽锅炉安全技术监察规程》受压元件焊缝制造要求。应用表明,药芯焊丝co2焊焊接工艺性能好,熔敷速度快,生产率高,综合成本低于焊条电弧焊和实心焊丝co2焊,经济效益显著,值得推广。同时还介绍了药芯焊丝co2焊的操作工艺要点,对药芯焊丝的应用具有一定的借鉴作用。
CO2气体保护焊焊工培训教材资料
格式:pdf
大小:501KB
页数:34P
4.6
co2气体保护焊技术 一、co2气保焊概述 co2气体保护焊是上世纪五十年代发展起来的一种技术。自问世以 来,co2气体保护焊焊接技术在国内外焊接领域发展很快,在实际生产中 的应用也越来越广泛,并兼有手工电弧焊和埋弧焊的许多优点。目前在建 筑钢结构行业的应用也非常广泛,如用co2气体保护焊焊接箱型钢、焊接 h型钢等。实践证明co2气体保护焊是一种比较先进的、效率较高的焊接 方法。 1、co2气保焊的特点 co2气体保护焊是熔化极气体保护焊的一种,全称为“co2气体保护电 弧焊”。它是采用co2气体作为保护介质,焊接时,co2从焊枪喷嘴中喷出, 把电弧及熔池与空气机械的隔离开来,避免空气对熔化金属的有害作用, 保证焊缝的化学成分及机械性能。 与其他焊接方法相比,co2气体保护焊具有以下优点: ①成本低:co2气体价廉,而且电能消耗小,故使得焊接成本

CO2气体保护焊焊接培训
格式:pdf
大小:156KB
页数:14P
4.6
co2气体保护焊焊接培训 一、焊接工艺参数 1适用范围 本标准适用于本公司生产的各种钢结构,标准规定了碳素结构 钢的二氧化碳气体保护焊的基本要求。注:产品有工艺标准按工艺 标准执行。 1.1编制参考标准《气焊、手工电弧焊及气体保护焊焊缝坡口的基本 形成与尺寸》gb.985-88 2术语 2.1母材:被焊的材料 2.2焊缝金属:熔化的填充金属和母材凝固后形成的部分金属。 2.3层间温度:多层焊时,停后续焊接之前,相邻焊道应保持的最低 温度。 2.4船形焊:t形、十字形和角接接头处于水平位置进行的焊接. 3焊接准备 3.1按图纸要求进行工艺评定。 3.2材料准备 3.2.1产品钢材和焊接材料应符合设计图样的要求。 3.2.2焊丝应储存在干燥、通风良好的地方,专人保管。 3.2.3焊丝使用前应无油锈。 3.3坡口选择原则焊接过程中尽量减小变形,节省
CO2气体保护焊镀铜焊丝缓蚀处理试验研究相关
文辑推荐
知识推荐
百科推荐


职位:土建项目工程师
擅长专业:土建 安装 装饰 市政 园林


