

C_(80B)型不锈钢运煤敞车底架附属件装配工艺及改进
格式:pdf
大小:303KB
页数:2P
人气 :76
 4.7
4.7
通过对C_(80B)型不锈钢运煤专用敞车底架附属件装配工艺现状分析,提出采用柔性底架附属件整体装配胎膜进行底架附属件装配,实现各底架附属件定位基准的一致性,进而保证各底架附属件的相对形状位置精度,提高整车底架附属件的装配质量。



 C80型铝合金运煤敞车底架钢结构制造工艺
C80型铝合金运煤敞车底架钢结构制造工艺 C80型铝合金运煤敞车底架钢结构制造工艺
分析了c80型铝合金运煤敞车底架及其中梁的结构与组焊工艺,介绍了通过采用合理的工艺措施及使用必要的工艺装备来保证底架钢结构质量的制造方法。
编辑推荐下载
C_(80B)(C_(80BH))型不锈钢运煤敞车的研制 C_(80B)(C_(80BH))型不锈钢运煤敞车的研制
格式:pdf
大小:644KB
页数:5P
4.5
介绍了c80b(c80bh)型不锈钢运煤敞车的主要特点、技术参数、结构尺寸、使用维护及试验结果等。

C80B型不锈钢运煤专用敞车钢结构制造工艺分析
格式:pdf
大小:94KB
页数:2P
4.8
阐述了c80b型不锈钢运煤专用敞车钢结构的特点及制造工艺,分析了该型车制造工艺过程和工艺实现的重点、难点,并针对制造工艺难点提出相应的解决措施。
C_80B型不锈钢运煤敞车底架附属件装配工艺及改进热门文档
C_(80B)型不锈钢运煤敞车车钩高度超差原因分析及改进措施 C_(80B)型不锈钢运煤敞车车钩高度超差原因分析及改进措施
格式:pdf
大小:114KB
页数:2P
4.6
c80b型不锈钢运煤敞车采用16型、17型车钩,装用了整体冲击座、防盗型止挡铁、车钩支承座及尼龙磨耗板等。2003年至今,产品结构和制造工艺已经得到了改进和提升,但在钩缓组装中,经常出现车钩高度超差并且调整困难的问题。

C型不锈钢地铁车底架端部的焊接制造工艺
格式:pdf
大小:1.4MB
页数:4P
4.5
主要介绍了c型不锈钢地铁车底架端部组焊的工艺制造方案及工艺验证,分析设计结构通过控制单件公差、提高工装精度,预置焊接反变形、调修等工艺方法保证端底架平度及各尺寸要求,并摸索规律以推广到其他项目,为c型车平台提供宝贵的经验。
C_(80B)型不锈钢运煤敞车侧柱下部周边焊缝开裂原因分析及改进方案 C_(80B)型不锈钢运煤敞车侧柱下部周边焊缝开裂原因分析及改进方案
格式:pdf
大小:1.2MB
页数:2P
4.6
c80型不锈钢运煤敞车是为大秦铁路设计制造的专用运煤敞车。该车轴重为25t,载重为80t,底架各型材、板材均采用q450nqr1高强度耐候钢,端墙、侧墙、撑杆及地板采用屈服强度为330mpa的tcs330不锈钢。该车辆适用于万吨列车编组及翻车机工况,但运用不到半年,即发生了侧柱下部周边焊缝不同程度的开裂现象。
 铁路货车底架附属件考核标准研究
铁路货车底架附属件考核标准研究 铁路货车底架附属件考核标准研究
格式:pdf
大小:127KB
页数:3P
4.6
对比分析了俄罗斯标准和en12663—2—2010对底架附属件静强度及疲劳强度的考核情况,并对国内铁路货车底架附属件的考核提出了相关建议。
C_80B型不锈钢运煤敞车底架附属件装配工艺及改进精华文档
HX_N5B型机车主发室钢结构装配工艺及改进 HX_N5B型机车主发室钢结构装配工艺及改进
格式:pdf
大小:387KB
页数:3P
4.6
介绍了hxn5b型机车主发室钢结构装配的工艺流程,总结了钢结构制造过程中现有工艺存在的问题,通过合理的工艺调整及针对性工装的制作,解决存在的问题,提高了主发室钢结构装配的产品质量和生产效率。
HXN5B型机车主发室钢结构装配工艺及改进 HXN5B型机车主发室钢结构装配工艺及改进
格式:pdf
大小:1.1MB
页数:3P
4.3
介绍了hxn5b型机车主发室钢结构装配的工艺流程,总结了钢结构制造过程中现有工艺存在的问题,通过合理的工艺调整及针对性工装的制作,解决存在的问题,提高了主发室钢结构装配的产品质量和生产效率.
探讨轨道客车的装配工艺现状及改进措施 探讨轨道客车的装配工艺现状及改进措施
格式:pdf
大小:60KB
页数:未知
4.8
轨道客车现如今已经成为人们日常出行的必备交通工具,因此我国铁路部门要加强对轨道客车的管理,提高轨道客车的性能,使之能够更加安全、可靠地接送乘客。此外,轨道客车的装配工艺对轨道客车的安全性、舒适性以及实用性都有很大的影响。本文将针对轨道列车装配工艺的现状以及轨道列车在今后的发展和改进措施作一个简要的概述,以期为客车装备工艺的进一步优化提供参考依据。
200t专用平车底架钢结构制造工艺 200t专用平车底架钢结构制造工艺
格式:pdf
大小:142KB
页数:3P
4.5
分析了200t专用平车的底架钢结构及其中、侧梁的结构与组焊工艺,介绍了通过采用合理的工艺措施及使用必要的工艺装备来保证底架钢结构质量的制造工艺方法。
新型澳大利亚煤漏斗车底架钢结构制造工艺 新型澳大利亚煤漏斗车底架钢结构制造工艺
格式:pdf
大小:649KB
页数:3P
4.4
介绍了新型澳大利亚煤漏斗车底架、牵中梁组成、侧梁与漏斗侧板的结构特点,制订了钢结构的组焊工艺,通过合理的工艺措施及必要的工艺装备保证了底架钢结构的制造质量。
C_80B型不锈钢运煤敞车底架附属件装配工艺及改进最新文档
B型地铁车辆内藏门系统装配工艺分析与研究 B型地铁车辆内藏门系统装配工艺分析与研究
格式:pdf
大小:60KB
页数:未知
4.4
地铁客室门系统是地铁车辆重要的系统组成部分,地铁门系统的安装调试直接决定了客室门系统运行的稳定性。内藏门系统由于其结构简单、故障率较低、易于维护等特点,广泛应用于各型地铁车辆。文章对国内某项目b型地铁车辆客室门系统的装配工艺方法进行了分析与研究,介绍了内藏门系统的装配要点,并对装配过程中产生的问题进行了分析并提供解决方案。
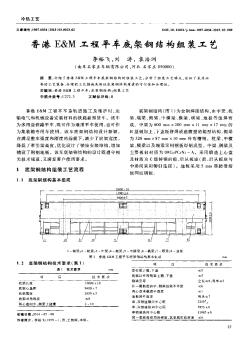
香港E&M工程平车底架钢结构组装工艺
格式:pdf
大小:125KB
页数:2P
4.4
介绍了香港e&m工程平车底架钢结构的组装工艺,分析了组装工艺难点,论证了采用必要的工艺装备、合理的工艺措施来保证底架钢结构质量的可行性和合理性。
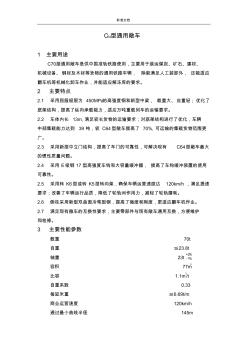
C70型通用敞车
格式:pdf
大小:1.6MB
页数:9P
4.7
标准文档 c70型通用敞车 1主要用途 c70型通用敞车是供中国准轨铁路使用,主要用于装运煤炭、矿石、建材、 机械设备、钢材及木材等货物的通用铁路车辆,除能满足人工装卸外,还能适应 翻车机等机械化卸车作业,并能适应解冻库的要求。 2主要特点 2.1采用屈服极限为450mpa的高强度钢和新型中梁,载重大、自重轻;优化了 底架结构,提高了纵向承载能力,适应万吨重载列车的运输要求。 2.2车体内长13m,满足较长货物的运输要求;对底架结构进行了优化,车辆 中部集载能力达到39吨,较c64型敞车提高了70%,可运输的集载货物范围更 广。 2.3采用新型中立门结构,提高了车门的可靠性,可解决现有c64型敞车最大 的惯性质量问题。 2.4采用e级钢17型高强度车钩和大容量缓冲器,提高了车钩缓冲装置的使用 可靠性。 2.5采用转k6型或转k5型
柔性组合冲孔单元在C80铝合金运煤敞车上的应用 柔性组合冲孔单元在C80铝合金运煤敞车上的应用
格式:pdf
大小:550KB
页数:4P
4.6
组合冲孔单元作为一种柔性冲孔装备,适用于小批量、多品种、快节奏的冲压加工要求。介绍了柔性组合冲孔单元的结构形式、工作过程和特点,阐述了柔性组合冲孔单元在c80铝合金运煤敞车侧柱上和连接板上的结构优化与应用。柔性组合冲孔单元因其具有结构简单、制造成本低、生产效率高、组装方便和快速灵活等特点,可广泛应用于铁路货车行业的板材加工。
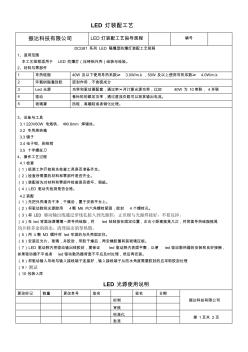
LED灯装配工艺
格式:pdf
大小:59KB
页数:3P
4.7
led灯装配工艺 振达科技有限公司led灯装配工艺指导规程编号 dcg81系列led隔爆型防爆灯装配工艺规程 1、适用范围 本工艺规程适用于led防爆灯(压铸铝外壳)组装与检验。 2、材料与零部件 3、设备与工具 3.1220v60w电烙铁、φ0.8mm焊锡丝。 3.2专用周转箱 3.3镊子 3.4电子钳、剥线钳 3.5十字螺丝刀 4、操作工艺过程 4.1检查 (1)组装工作开始前先检查工具是否准备齐全。 (2)检查所需要的材料和零部件是否齐全。 (3)装配前先对材料和零部件检查是否损坏、瑕疵。 (4)led驱动先检测是否合格。 4.2装配 (1)先把外壳清洗干净,干燥后,置于安装平台上。 (2)将驱动腔和光源腔用4颗m6内六角螺栓紧固,胶封4个螺栓孔。 (3)将led (4)在led背面涂满薄薄一层导热硅脂,将led轻轻按在固定位置,左
中国北车齐轨道公司获神华集团近2.6亿元不锈钢运煤专用敞车订单 中国北车齐轨道公司获神华集团近2.6亿元不锈钢运煤专用敞车订单
格式:pdf
大小:74KB
页数:1P
4.5
日前,中国北车齐轨道装备公司与神华能源股份有限公司铁路货车运输分公司签订了总金额约为25920万元的c80b型不锈钢运煤专用敞车销售合同。这一合同的签订,表明双方将保持持续的合作关系。
 不锈钢矿石专用敞车车体非线性屈曲分析
不锈钢矿石专用敞车车体非线性屈曲分析 不锈钢矿石专用敞车车体非线性屈曲分析
格式:pdf
大小:287KB
页数:4P
4.4
按照美国aar标准,利用有限元软件ansys对40t轴重不锈钢矿石专用敞车车体进行了非线性屈曲分析。文章主要考虑几何非线性,采用增量法对地板有无拱筋的2种车体模型进行分析计算,通过计算结果对比,发现地板上加拱筋不仅提高了车体的强度,还可以增强地板的刚度,使车体在规定载荷内不发生屈曲,提高车体的稳定性。
重载货运电力机车底架制造工艺 重载货运电力机车底架制造工艺
格式:pdf
大小:689KB
页数:2P
4.3
通过对一种重载货运电力机车车体底架钢结构进行分析,制定出车体底架的整体制造工艺流程,工艺特点、要点等,详细阐述了底架钢结构整体以及其部件的制造工艺方法和措施.经过批量生产验证,工艺方法和工艺措施合理、有效.
快速客运电力机车底架制造工艺 快速客运电力机车底架制造工艺
格式:pdf
大小:714KB
页数:2P
4.6
通过对快速客运电力机车底架制造工艺的深入研究,系统地总结了快速客运电力机车底架制造的工艺特点、工艺难点等,同时给出了相对应的工艺方法,工艺措施,并且经过验证,这些具体的工艺方法具有很强适用性,为类似结构的底架制造提供有效的借鉴和应用。
C_80B型不锈钢运煤敞车底架附属件装配工艺及改进相关
文辑推荐
知识推荐
百科推荐


职位:BIM建模设计师
擅长专业:土建 安装 装饰 市政 园林


