

AWS(美国焊接协会)焊接符号
格式:pdf
大小:789KB
页数:5P
人气 :63
 4.7
4.7
AWS(美国焊接协会)焊接符号 一、焊接符号基础 当工程与制造图上规定焊接时, 符号用于描述焊接接头的类型, 焊缝的尺寸和处理方式, 以及精加信息。 1. 参考线:所有其它焊接符号连结到它,为完成焊接的指令以符号与文本形式的沿参 考线。 2. 箭头:箭头连接参考线到被焊接的焊缝,通常象征的引线。 3. 弯曲处:一个或多个符号可以出现在参考线与箭头引线会合的弯曲处,这些符号归 类在随加符号。 4. 尾部:对着弯曲处参考线的端部称为尾部,符号与这部分用于显于参考信息。 二、箭头侧和另一侧 1、 方向:一个焊缝通常有两侧,焊接符号箭头将指向的一侧称为焊缝的箭头侧,箭头 对侧称为焊缝的另一侧。 相关到焊缝的箭头侧的信息在正方参考线下方。 相关到焊缝的另一侧的信息显示在参考线上方。 注:沿参考线的信息总是在相同的从左到右的顺序,而不管箭头显示的那一端。 2、 焊接符号信息 3、 尺寸:沿参考线出现的



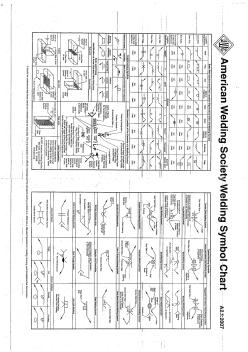

焊接符号图例
焊缝符号表示法 gb324-88 国家技术监督局1988-12-10批准1989-07-01实施 1主题内容及适用范围 本标准规定了焊缝符号表示方法。 本标准适用于金属熔化焊及电阻焊。 2引用标准 gb5185金属焊接及钎焊方法在图样上的表示代号 3总则 3.1为了简化图样上的焊缝一般应采用本标准规定的焊缝符号表示。但也可采用技术制图 方法表示。 3.2焊缝符号应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。 3.3焊缝符号一般由基本符号与指引线组成。必要时还可以加上辅助符号、补充符号和焊 缝尺寸符号。图形符号的比例、尺寸和在图样上的标注方法,按技术制图有关规定。 3.4为了方便,允许制定专门的说明书或技术条件,用以说明焊缝尺寸和焊接工艺等内容。 必要时也可在焊缝符号中表示这些内容。 4符号 4.1基本符号 基本符号是表示焊缝横截面形状的
编辑推荐下载
焊接符号及焊接标注方法
格式:pdf
大小:235KB
页数:5P
4.4
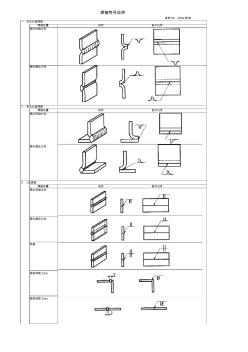
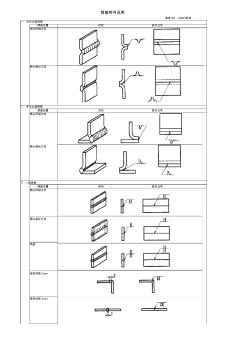
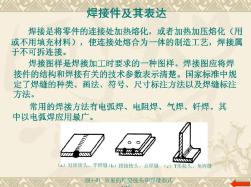
精心整理 《焊接接头和焊接符号》培训资料 一、焊接接头 焊接接头共有五种形式,对接,角接,t形,搭接和端接接头。如图4.2所示,这五种基本接头形式都有一 定的焊缝和焊缝符号与之对应。根据不同的接头设计,每种接头形式又形成各种不同的焊缝,并且这些焊缝与每 种接头形式很接近。接头设计确定了其形状,尺寸和结构。 形成一个接头的每个工件叫焊接件(或焊件),并分为三类,对接焊件,非对接焊件,铰接焊件。 焊缝的形式是用接头的几何形状来表示的。接头的几何形状就是焊前的截面尺寸及形状。从截面方向上看一 接头时,每个焊件的端部形状常常与其焊缝形式及符号相似。 精心整理 焊接接头部件 接头型式确定后,有必要描述所要求的接头设计。所以,焊接及检验人员应具备相当的能力来识别对于一给 定接头的几何形状的各个特征。与这些特征有关的术语包括: 接头根部、坡口面、根部钝边、根部棱边、根部间隙、单边、单
焊接符号标注示例-焊接标注示例
格式:pdf
大小:4.1MB
页数:13P
4.6
参考jis-z3021标准 一,双法兰型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 二,单法兰型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 三,i型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 两面 板材间距2mm 板材间距2mm 焊接符号说明 闪光焊接 摩擦压接 四,v型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 板厚19mm 坡口深度16mm 坡口开口角度60° 板材间距2mm 完全熔透焊接 板厚12mm 坡口开口角度45° 使用垫板 板材间距4.8mm 焊后表面突出部分 要机加处理平整 部分熔透焊接 板厚12mm 坡口深度5mm 坡口开口角度60° 板材间距为0 五,x型焊接 焊接位置形状表示记号 两面 该部位机加磨平处理 闪光焊接闪光焊接 闪光焊接闪光焊接 摩擦压接 坡口深度 箭头方向16
AWS美国焊接协会焊接符号热门文档
焊接符号大全
格式:pdf
大小:3.1MB
页数:13P
4.4
参考jis-z3021标准 一,双法兰型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 二,单法兰型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 三,i型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 两面 板材间距2mm 板材间距2mm 焊接符号说明 闪光焊接 摩擦压接 四,v型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 板厚19mm 坡口深度16mm 坡口开口角度60° 板材间距2mm 完全熔透焊接 板厚12mm 坡口开口角度45° 使用垫板 板材间距4.8mm 焊后表面突出部分 要机加处理平整 部分熔透焊接 板厚12mm 坡口深度5mm 坡口开口角度60° 板材间距为0 五,x型焊接 焊接位置形状表示记号 两面 该部位机加磨平处理 闪光焊接闪光焊接 闪光焊接闪光焊接 摩擦压接 坡口深度 箭头方向16
焊接符号标注示例
格式:pdf
大小:4.1MB
页数:13P
4.8
参考jis-z3021标准 一,双法兰型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 二,单法兰型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 三,i型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 两面 板材间距2mm 板材间距2mm 焊接符号说明 闪光焊接 摩擦压接 四,v型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 板厚19mm 坡口深度16mm 坡口开口角度60° 板材间距2mm 完全熔透焊接 板厚12mm 坡口开口角度45° 使用垫板 板材间距4.8mm 焊后表面突出部分 要机加处理平整 部分熔透焊接 板厚12mm 坡口深度5mm 坡口开口角度60° 板材间距为0 五,x型焊接 焊接位置形状表示记号 两面 该部位机加磨平处理 闪光焊接闪光焊接 闪光焊接闪光焊接 摩擦压接 坡口深度 箭头方向16
焊接符号大全
格式:pdf
大小:1.7MB
页数:47P
4.8
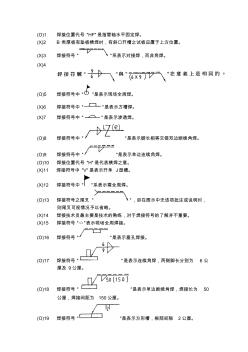
(o)1焊接位置代号"hf"是指管轴水平固定焊。 (x)2b类厚板有垫板横焊时,有斜口开槽之试板应置于上方位置。 (x)3焊接符号""系表示对接焊,而非角焊。 (x)4 (o)5焊接符号中""是表示现场全周焊。 (x)6焊接符号中""是表示方槽焊。 (x)7焊接符号中""是表示渗透焊。 (o)8焊接符号中""是表示脚长相等交错双边断续角焊。 (o)9焊接符号中""是表示单边连续角焊。 (o)10焊接位置代号"h"是代表横焊之意。 (x)11焊接符号中"v"是表示开单j型槽。 (x)12焊接符号中""系表示需全周焊。 (o)13焊接符号之尾叉"",如在图示中无该项批注或说明时, 则尾叉可视情况予以省略。 (x)14焊接技术员最主要是技术的熟练,对于焊接符号的了解并不重要。 (x)15焊接符号"○"表示现场全周焊接。 (

焊接符号的标注
格式:pdf
大小:4.3MB
页数:43P
4.7
焊缝符号表示法 gb324-88 国家技术监督局1988-12-10批准1989-07-01实施 1主题内容及适用范围 本标准规定了焊缝符号表示方法。 本标准适用于金属熔化焊及电阻焊。 2引用标准 gb5185金属焊接及钎焊方法在图样上的表示代号 3总则 3.1为了简化图样上的焊缝一般应采用本标准规定的焊缝符号表示。但也可采用技术制图方法表示。 3.2焊缝符号应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。 3.3焊缝符号一般由基本符号与指引线组成。必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。图形符号的比例、尺寸和在图样上的标注方法, 按技术制图有关规定。 3.4为了方便,允许制定专门的说明书或技术条件,用以说明焊缝尺寸和焊接工艺等内容。必要时也可在焊缝符号中表示这些内容。 4符号 4.1基本符号 基本符号是表示焊缝横截面形状的符号见表1。
AWS美国焊接协会焊接符号精华文档
焊接符号详细说明
格式:pdf
大小:4.1MB
页数:13P
4.6
参考jis-z3021标准 一,双法兰型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 二,单法兰型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 三,i型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 两面 板材间距2mm 板材间距2mm 焊接符号详细说明 闪光焊接 摩擦压接 四,v型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 板厚19mm 坡口深度16mm 坡口开口角度60° 板材间距2mm 完全熔透焊接 板厚12mm 坡口开口角度45° 使用垫板 板材间距4.8mm 焊后表面突出部分 要机加处理平整 部分熔透焊接 板厚12mm 坡口深度5mm 坡口开口角度60° 板材间距为0 五,x型焊接 焊接位置形状表示记号 两面 该部位机加磨平处理 闪光焊接闪光焊接 闪光焊接闪光焊接 摩擦压接 坡口深度 箭头方向

焊接符号大全 (2)
格式:pdf
大小:1.7MB
页数:46P
4.4
(o)1銲接位置代號"hf"是指管軸水平固定銲。 (x)2b類厚板有墊板橫銲時,有斜口開槽之試板應置於上方位置。 (x)3銲接符號""係表示對接銲,而非角銲。 (x)4 (o)5銲接符號中""是表示現場全周銲。 (x)6銲接符號中""是表示方槽銲。 (x)7銲接符號中""是表示滲透銲。 (o)8銲接符號中""是表示腳長相等交錯雙邊斷續角銲。 (o)9銲接符號中""是表示單邊連續角銲。 (o)10銲接位置代號"h"是代表橫銲之意。 (x)11銲接符號中"v"是表示開單j型槽。 (x)12銲接符號中""係表示需全周銲。 (o)13銲接符號之尾叉"",如在圖示中無該項註解或說明時, 則尾叉可視情況予以省略。 (x)14銲接技術員最主要是技術的熟練,對於銲接符號的瞭解並不重要。 (x)15銲接符號"○"表示現場全周銲接。 (
焊接标准和焊接符号表示法
格式:pdf
大小:1.6MB
页数:15P
4.6
焊接基础通用标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用指南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2部分:完整质量要求 gb/tl2468.3--1998焊接质量保证金属材料的熔化焊第3部分:一般质量要求 gb/tl2468.4--1998焊接质量保证金属材料的熔化焊第4部分:基本质量要求 gb/t12469--90焊接质

《焊接符号》GB_324-88分析
格式:pdf
大小:4.2MB
页数:37P
4.4
焊缝符号表示法 gb324-88 国家技术监督局1988-12-10批准1989-07-01实施 1主题内容及适用范围 本标准规定了焊缝符号表示方法。 本标准适用于金属熔化焊及电阻焊。 2引用标准 gb5185金属焊接及钎焊方法在图样上的表示代号 3总则 3.1为了简化图样上的焊缝一般应采用本标准规定的焊缝符号表示。但也可采用技术制图 方法表示。 3.2焊缝符号应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。 3.3焊缝符号一般由基本符号与指引线组成。必要时还可以加上辅助符号、补充符号和焊 缝尺寸符号。图形符号的比例、尺寸和在图样上的标注方法,按技术制图有关规定。 3.4为了方便,允许制定专门的说明书或技术条件,用以说明焊缝尺寸和焊接工艺等内容。 必要时也可在焊缝符号中表示这些内容。 4符号 4.1基本符号 基本符号是表示焊缝横截面形状的符
国标与美标焊接符号标识区分
格式:pdf
大小:344KB
页数:4P
4.8
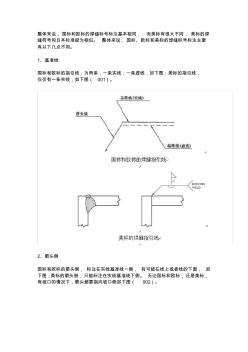
整体来说,国标和欧标的焊缝标号标注基本相同,而美标有很大不同,美标的焊 缝符号和日本标准极为相似。整体来说,国标、欧标和美标的焊缝标号标注主要 有以下几点不同。 1、基准线 国标和欧标的指引线,为两条,一条实线,一条虚线,如下图;美标的指引线, 仅仅有一条实线,如下图(001)。 2、箭头侧 国标和欧标的箭头侧,标注在实线基准线一侧,有可能在线上或者线的下面,如 下图;美标的箭头侧,只能标注在实线基准线下侧。无论国标和欧标,还是美标, 有坡口的情况下,箭头都要指向坡口侧如下图(002)。 3、断续角焊缝间距 国标和欧标的断续焊缝间距,为两段相邻焊缝尾首端的距离;美标的的断续焊缝 间距,为两段相邻焊缝中心的距离。且间距标法不一样,如下图,国标和欧标的 断续焊缝间距标在括弧()中,而美标的断续焊缝间距标在—号后。如下图(003) 4、点焊缝 国标和欧标的点焊缝数量,标
AWS美国焊接协会焊接符号最新文档
图纸上的焊接符号大全 (2)
格式:pdf
大小:3.1MB
页数:14P
4.7
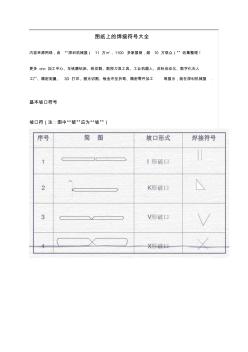
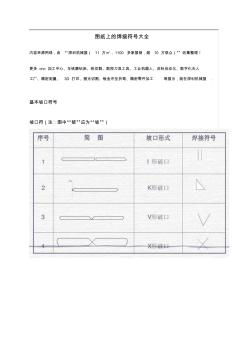
图纸上的焊接符号大全 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人 工厂、精密测量、3d打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 基本坡口符号 坡口符(注:图中“破”应为“坡”) 焊接图纸符号标注图解示例焊接符号标注实例及方法 在焊接结构图样上,焊接方法可按国家标准gb5185-85的规定用阿拉伯效字表示,标 注在指引线的尾部。常用焊接方法代号见表3-9所示。如果是组合焊接方法,可用“/” 分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。例如v形 焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。 焊缝符号和焊接方法代号标注示例见

焊接符号表示法
格式:pdf
大小:3.9MB
页数:37P
4.6
焊缝符号表示法 gb324-88 国家技术监督局1988-12-10批准1989-07-01实施 1主题内容及适用范围 本标准规定了焊缝符号表示方法。 本标准适用于金属熔化焊及电阻焊。 2引用标准 gb5185金属焊接及钎焊方法在图样上的表示代号 3总则 3.1为了简化图样上的焊缝一般应采用本标准规定的焊缝符号表示。但也可采用技术制图 方法表示。 3.2焊缝符号应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。 3.3焊缝符号一般由基本符号与指引线组成。必要时还可以加上辅助符号、补充符号和焊 缝尺寸符号。图形符号的比例、尺寸和在图样上的标注方法,按技术制图有关规定。 3.4为了方便,允许制定专门的说明书或技术条件,用以说明焊缝尺寸和焊接工艺等内容。 必要时也可在焊缝符号中表示这些内容。 4符号 4.1基本符号 基本符号是表示焊缝横截面形状的符

《焊接符号》GB_324-88要点
格式:pdf
大小:4.3MB
页数:37P
4.7
焊缝符号表示法 gb324-88 国家技术监督局1988-12-10批准1989-07-01实施 1主题内容及适用范围 本标准规定了焊缝符号表示方法。 本标准适用于金属熔化焊及电阻焊。 2引用标准 gb5185金属焊接及钎焊方法在图样上的表示代号 3总则 3.1为了简化图样上的焊缝一般应采用本标准规定的焊缝符号表示。但也可采用技术制图 方法表示。 3.2焊缝符号应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。 3.3焊缝符号一般由基本符号与指引线组成。必要时还可以加上辅助符号、补充符号和焊 缝尺寸符号。图形符号的比例、尺寸和在图样上的标注方法,按技术制图有关规定。 3.4为了方便,允许制定专门的说明书或技术条件,用以说明焊缝尺寸和焊接工艺等内容。 必要时也可在焊缝符号中表示这些内容。 4符号 4.1基本符号 基本符号是表示焊缝横截面形状的符
图纸上的焊接符号大全
格式:pdf
大小:3.1MB
页数:14P
4.4
图纸上的焊接符号大全 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人 工厂、精密测量、3d打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 基本坡口符号 坡口符(注:图中“破”应为“坡”) 焊接图纸符号标注图解示例焊接符号标注实例及方法 在焊接结构图样上,焊接方法可按国家标准gb5185-85的规定用阿拉伯效字表示,标 注在指引线的尾部。常用焊接方法代号见表3-9所示。如果是组合焊接方法,可用“/” 分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。例如v形 焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。 焊缝符号和焊接方法代号标注示例见

焊接符号表示方法
格式:pdf
大小:2.2MB
页数:12P
4.6
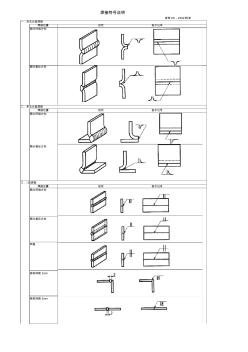
工厂标准 汽车产品用焊接符号表示法 代号:q/jq106-2003 安徽江淮汽车股份有限公司 2003年9月24日 本标准是gb324-88《焊缝符号表示法》、gb5185-85《金属焊接及钎焊方法在图样 上的表示法》、gb12212-90《焊接符号的尺寸、比例及简化表示法》三项标准的综合、 简化形式。 1、主题内容及适用范围 本标准规定了汽车产品常用的焊缝符号、焊接方法代号 本标准规定的符号适用于金属熔化焊及电阻焊 本标准规定的焊接方法代号适用于金属焊接及钎焊 2、引用标准 gb324-88焊缝符号表示法 gb5185-85金属焊接及钎焊方法在图样上的表示法 gb12212-90焊接符号的尺寸、比例及简化表示法 3、总则 3.1图样上的焊缝符号和焊接方法代号应符合本标准规定 3.2焊缝符号一般由基本符号和指引线组成,必要时可加辅助符号,补充符号和焊缝 尺寸,


常用焊接符号表示法
格式:pdf
大小:1.8MB
页数:25P
4.6
常用焊接符号表示法 1范围 本标准规定了焊接符号的表示方法。 本标准适用于金属熔化焊及电阻焊。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注明日期的引用文件, 其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本 标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注明日期的引用文件,其 最新版本适用于本标准。 gb/t985.3-2008铝及铝合金气体保护焊的推荐坡口 gb/t5185-2005金属焊接及钎焊方法在图样上的表示代号 gb/t12212-2012技术制图焊缝符号的尺寸、比例及简化表示法 3基本要求 3.1焊接符号应明确表示所要说明的焊缝,不应增加过多的注解。 焊缝的表示方法包括焊缝图示法和焊缝符号标注法。一般应采用焊缝符号标注法,如果 仅采用焊缝符号标注法无法表达清楚或采用图示
压力容器焊接责任工程师用焊接符号说明大全
格式:pdf
大小:4.1MB
页数:13P
4.6
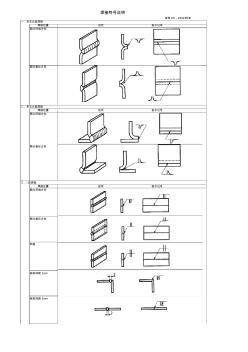
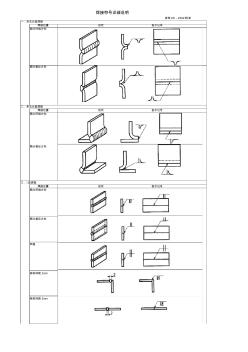
参考jis-z3021标准 一,双法兰型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 二,单法兰型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 三,i型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 两面 板材间距2mm 板材间距2mm 焊接符号说明 闪光焊接 摩擦压接 四,v型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 板厚19mm 坡口深度16mm 坡口开口角度60° 板材间距2mm 完全熔透焊接 板厚12mm 坡口开口角度45° 使用垫板 板材间距4.8mm 焊后表面突出部分 要机加处理平整 部分熔透焊接 板厚12mm 坡口深度5mm 坡口开口角度60° 板材间距为0 五,x型焊接 焊接位置形状表示记号 两面 该部位机加磨平处理 闪光焊接闪光焊接 闪光焊接闪光焊接 摩擦压接 坡口深度 箭头方向16
焊接符号及焊接标注方法(20200727174216)
格式:pdf
大小:1.8MB
页数:19P
4.5
. . 《焊接接头和焊接符号》培训资料 一、焊接接头 焊接接头共有五种形式,对接,角接,t形,搭接和端接接头。如图4.2所示,这五种 基本接头形式都有一定的焊缝和焊缝符号与之对应。根据不同的接头设计,每种接头形式又 形成各种不同的焊缝,并且这些焊缝与每种接头形式很接近。接头设计确定了其形状,尺寸 和结构。 形成一个接头的每个工件叫焊接件(或焊件),并分为三类,对接焊件,非对接焊件, 铰接焊件。 焊缝的形式是用接头的几何形状来表示的。接头的几何形状就是焊前的截面尺寸及形 状。从截面方向上看一接头时,每个焊件的端部形状常常与其焊缝形式及符号相似。 . . . . 焊接接头部件 接头型式确定后,有必要描述所要求的接头设计。所以,焊接及检验人员应具备相当的 能力来识别对于一给定接头的几何形状的各个特征。与这些特征有关的术语包括: 接头根部、坡口面、根部钝边、根部棱边

钢结构设计图中的焊接符号标注
格式:pdf
大小:282KB
页数:5P
4.7
1 ** gb/t324-2008 gb/t50105-2001 jgj81-2002 2 k s 16mm sk, s 20mm 12-20mm 16mm 3mm 3 sk v b b b , b v v v 4 u r j r r . 5 1. 2. gb/t50105-2001 15162021 3.1424 25 4.17192627gb/t324-2008 a.31 5.171819 1516 6.23223 7.28 8.u 9. [1].c.w.1985364 1966 tel.:1336254651118919663363email:wzg-305@vip.163.com
AWS美国焊接协会焊接符号相关
文辑推荐
知识推荐
百科推荐

职位:安全评价师
擅长专业:土建 安装 装饰 市政 园林


