

ASTMA216-2007(中文)碳钢铸件
格式:pdf
大小:78KB
页数:6P
人气 :76
 4.5
4.5
ASTM A216/A216M-2007 高温用可熔焊碳钢铸件标准规范 Standard Specification for Steel Castings ,Carbon,Suitable for Fusion Welding , for High-Temperature Service 美国材料试验协会 ASTM A 216/A 216M—2007 高温用可熔焊碳钢铸件 1 范围 1.1 本标准适用于高温并能与其他铸钢或锻钢部件熔焊组成的阀门、法兰、管件或其它承压部件 碳钢铸件。 1.2 本标准包括三种牌号钢材: WCA、WCB 和 WCC。根据设计、使用工况、机械性能和高温特性来 进行选择。 1.3 本标准数值分别以英寸-磅制单位和国际单位制( SI)单位表示。在本文中, SI 单位表示的 值在括号内。两种单位制表示的数值不完全相等,因此每种单位制应当独立使用,




ASTMA中文碳钢铸件
astma216/a216m-2007 高温用可熔焊碳钢铸件标准规范 standardspecificationforsteelcastings,carbon,suitable forfusionwelding,forhigh-temperatureservice 美国材料试验协会 astma216/a216m—2007 高温用可熔焊碳钢铸件 1范围 1.1本标准适用于高温并能与其他铸钢或锻钢部件熔焊组成的阀门、法兰、管件或其它承压部件 碳钢铸件。 1.2本标准包括三种牌号钢材:wca、wcb和wcc。根据设计、使用工况、机械性能和高温特性来 进行选择。 1.3本标准数值分别以英寸-磅制单位和国际单位制(si)单位表示。在本文中,si单位表示的 值在括号内。两种单位制表示的数值不完全相等,因此每种单位制应当独立使用,
 提高普通碳钢铸件低温冲击性能的措施
提高普通碳钢铸件低温冲击性能的措施 提高普通碳钢铸件低温冲击性能的措施
在复杂的机械配件制造过程中,通过采用适用可行的铸造工艺生产的碳钢铸件,具有良好的力学性能,广泛地应用于各类机械产品构件上,特别是阀门、管道联接件,以及各种承压支承件,在国内外市场上具有很大的需求量。各国用户都根据各自产品要求,选用相应的技术标准,对铸件的化学成分,力学性能都有规范要求。
编辑推荐下载
浅谈中碳钢铸件焊补工艺 浅谈中碳钢铸件焊补工艺
格式:pdf
大小:48KB
页数:1P
4.3
对于水泥设备中常用的大型铸件如托轮、轮带、齿圈等,在铸造以及现场使用过程中往往会出现裂纹、气孔、砂眼等大的缺陷,对以上产品进行补焊是必要的,如何补焊对其使用

ASTMA106中文版高温作业碳钢无缝钢管
格式:pdf
大小:1.5MB
页数:16P
4.8
主营业务范围:astm、nas、nasm、mil、iso、en、din等技 术标准翻译;技术资料翻译。 业务qq:2298175560 专业诚信 质量不满意,可不付款专注于技术翻译
ASTMA216-2007(中文)碳钢铸件热门文档
M11121、2、3级设备用承压碳钢铸件RCCM中文版法国民用核电标准
格式:pdf
大小:2.3MB
页数:17P
4.6
m11121、2、3级设备用承压碳钢铸件rccm 中文版法国民用核电标准 1、2、3级设备用承压碳钢铸件 0适用范畴 本规范适用于可焊碳钢制承压铸件。 1熔炼工艺 必须采纳电炉或其它相当的熔炼工艺炼钢。 2化学成分要求 2.1规定值 浇包分析和制品分析所确定的化学成分必须符合i规定的要求。 表i afnor牌号20mn5mafnor牌号20m5m 元素浇包分析(%)制品分析(%)浇包分析(%)制品分析(%) 碳≤0.22≤0.25≤0.22≤0.25 硅≤0.55≤0.60≤0.40≤0.50 锰≤1.20≤1.20≤1.20≤1.20 硫≤0.020≤0.020≤0.020≤0.020 磷≤0.020≤0.020≤0.020≤0.020 铜 (1)≤0.50 镍 (1)≤0.50
低碳钢铸件表面防渗碳涂料的研究与应用 低碳钢铸件表面防渗碳涂料的研究与应用
格式:pdf
大小:628KB
页数:4P
4.6
介绍了新型低碳钢铸件表面防渗碳涂料的组成结构、生产工艺、性能特点和应用实例。新型防渗碳涂料不仅能够有效地减轻或消除低碳钢铸件表面增碳,还能使涂层容易剥离,得到无粘砂、无气孔、表面光洁的铸件。

ASTMA36(结构碳钢的标准规范)
格式:pdf
大小:29KB
页数:3P
4.5
withoutheattreatment.theprocessordecoils,levels,cutsto length,andmarkstheproduct.theprocessorisresponsiblefor performingandcertifyingalltests,examinations,repairs, inspectionsoroperationsnotintendedtoaffecttheproperties ofthematerial.forplatesproducedfromcoils,twotestresults shallbereportedforeachqualifyingcoil.seenote1. note1—additionalrequirem

低碳钢化学成分(20201016134201)
格式:pdf
大小:248KB
页数:13P
4.8
低合金钢机械性能 低合金钢是指在钢中加入少量合金元素(符合表5-1)由于合金元素的强化作用,低合金结构钢的屈服 点比普通碳素钢高25-150%,加之大多低碳,而具有良好的塑性韧性和焊接性能,有的还具有耐腐蚀、耐低温 等特性,因此,低合金钢是一类很有发展前途的钢,在钢的生产中比例越来越大。 低合金钢按质量和用途分为普通质量低合金钢、优质低合金钢、特殊质量低合金钢。 16、一般用途低合金钢 一般用途低合金结构钢包括:普通质量和优质低合金结构钢、普通质量低合金钢是指生产过程中不规定 特别控制质量要求的供一般用途、优质、在生产过程中需要特别控制质量(例降低硫、磷含量、控制晶粒度, 改善表面质量等)一般用途低合金钢结构钢牌号由代表屈服点的汉语拼音字母(q)、屈服点数值、质量等级符 号(a、b、c、d、e)三个部分按照顺序排列,根据gb/t1591-94低合金高强度结构钢牌号,化学成分及性能
碳钢10价
格式:pdf
大小:106KB
页数:5P
4.4
一、牌价(见附表1-3)。 二、有关事项规定(见附件二)。 三、本通知对交货期为2010年10月合同执行,其它未尽事宜仍按现行规定办理,同时原 钢销价字(2010)第47号文件废止。 根据目前钢材市场行情,结合我公司的生产经营情况,经研究决定,制定2010年10月份 关于制定2010年10月份碳钢热轧中厚板销售出厂价格的 通知 钢销价字[2010]第54号 碳钢热轧中厚板销售出厂价格如下: 山西太钢不锈钢股份有限公司营销部 二○一〇年九月二十一日 第1页,共5页 规格 (mm)价格增值税价税合计 碳结板q195-255a/b≥64760809.205569.20 ≥84330736.105066.10 ≥104230719.104949.10 ≥124030685.104715.10 ≥14397
ASTMA216-2007(中文)碳钢铸件精华文档
低压碳钢管施工(20200926162336)
格式:pdf
大小:15KB
页数:3P
4.4
低压碳钢管施工 一、施工工艺 二、焊接 低压管道的连接一般有焊接、法兰连接和螺纹连接等形式。 管件加工。 1、一般规定 ⑴低压管道的焊拉接应按设计要求进行,当设计无规定时可参照以下 条款。 ⑵外径≤57mm,壁厚≤3.5mm的碳素钢的焊接可采用乙炔焰焊接,其 余的宜采用手工电弧焊焊接。 2、管道组对 等厚管子、管件间的对焊组应使其内壁平齐,当设计无明确规定时, 内壁间的错边量应符合下列要求; 1)ⅰ、ⅱ级焊接者,应≤10%壁厚,且≤1mm; 2)ⅲ、ⅳ级焊缝者,应≤20%壁厚,且≤2mm; 3、坡口清理 管口组对前,应用手提砂轮机或使用砂纸、锉刀对坡口表面及其两侧 进行清理,除去毛刺及油、漆、锈等污物,清理范围≥10mm。事后经外观 检查,不得发现有裂纹、夹层等缺陷。清理和检查合格的组对管口应及时 完成焊接工作。 施工准备材料、设备及 制品检验 管道支架、紧固件 等的制作和

碳钢的理论重量计算公式(20201016133158)
格式:pdf
大小:16KB
页数:4P
4.3
下面是碳钢的理论重量计算公式 角钢:每米重量=0.00785*(边宽+边宽-边厚)*边厚 圆钢:每米重量=0.00617*直径*直径(螺纹钢和圆钢相同) 扁钢:每米重量=0.00785*厚度*边宽 管材:每米重量=0.02466*壁厚*(外径-壁厚) 板材:每米重量=7.85*厚度 黄铜管:每米重量=0.02670*壁厚*(外径-壁厚) 紫铜管:每米重量=0.02796*壁厚*(外径-壁厚) 铝花纹板:每平方米重量=2.96*厚度 有色金属比重:紫铜板8.9黄铜板8.5锌板7.2铅板11.37 有色金属板材的计算公式为:每平方米重量=比重*厚度 不锈钢的计算公可按上面的计算公式*1.0167就可以得出相应该的重量 下面是本公司开发的不锈钢小助手软件,里面有各种不锈钢型材的计算 槽钢理论重
ASTMA161-94《炼油设备用低碳钢和碳钼钢无缝蒸馏管》
格式:pdf
大小:26KB
页数:2P
4.6
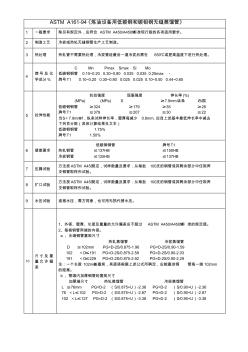
astma161-94《炼油设备用低碳钢和碳钼钢无缝蒸馏管》 1一般要求除另有规定外,应符合astma450/a450m标准现行版的各项适用要求。 2制造工艺冷拔或热轧无缝钢管生产工艺制造。 3热处理热轧管不需要热处理,冷拔管经最后一道冷拔后需在650℃或更高温度下进行热处理。 4 牌号及化 学成分% cmnpmaxsmaxsimo 低碳钢钢管0.10~0.200.30~0.800.0350.0350.25max- 牌号t10.10~0.200.30~0.800.0250.0250.10~0.500.44~0.65 5拉伸性能 抗拉强度
铸件加工及检验(20201012160857)
格式:pdf
大小:116KB
页数:10P
4.4
目次 前言 1范围...........................................................................................................................................3 2引用标准...................................................................................................................................3 3铸件加工及检验...............................................................................................
ASTMA216-2007(中文)碳钢铸件最新文档
ASTMA29-2007(中文版)热锻及冷加工碳素钢和合金钢棒一般要求的标准规范
格式:pdf
大小:165KB
页数:26P
4.5
2007sectionii,partasa-29/sa-29m specificationforsteelbars,carbonand alloy,hot-wroughtandcold-finished, generalrequirementsfor sa-29/sa-29m (identicalwithastmspeci?cationa29/a29m-99?1exceptforaneditorialcorrectiontothemocontentforgrade94b17intable2.) 1.scope 1.1thisspeci?cationcoversagroupofcommon requirementswhich,unlessotherwisespeci?edinthepur-
建质(2008)216号施工图设计
格式:pdf
大小:14KB
页数:6P
4.7
4施工图设计 4.1一般要求 4.11施工图设计文件。 1合同要求所涉及的所有专业的设计图纸(含图纸目录、说明和必要的设备、材料表,见第4.2节至第4.8 节)以及图纸总封面;对于涉及建筑节能设计的专业,其设 计说明应有建筑节能设计的专项内容; 2合同要求的工程顶算书; 注:对于方案设引后直抵进入施工图田设计的项目,若合同未要求编制工程预算书,施工图设计文件应包括 工程概算书(见第3.10节)。 3各专业计算书。计算书不属于必须交付的设计文什,但应按本规定相关条款的要求编制并归档保存。 4.1.2总封面标识内容。 1项目名称; 2设计单位名称; 3项目的设计编号; 4设计阶段; 5编制单位法定代表人、技术总负责人和项目总负责人的姓名及其签字或授权盖章; 6设计日期(即设计文件交付日期)。 4.2总平面 4.2.1在施工图设计阶段,总平
低碳钢(20201012155443)
格式:pdf
大小:12KB
页数:2P
4.7
一、低碳钢回火后力学性能 当低于200℃回火时,强度与硬度下降不多,塑性与韧性也基本不变。这是由于此温度下仅 有碳原子的偏聚而无析出。固溶强化得以保持的缘故。当高于300℃回火时,硬度、强度下 降明显,塑性有所上升,冲击韧性下降至最低,见上图。这是由于薄片状θ碳化物析出于马 氏体条间并充分长大,从而降低了冲击韧性,而α基体因回复和再结晶共同作用,提高了塑 性,降低了强度。结论:低碳钢低温回火可以得到较高的强度及一定的塑性与韧性。 二、高碳钢回火后的力学性能 当低于200℃回火时,硬度会略有上升,这是由于析出弥散分布的ε(η)碳化物,引起的时效 硬化。可见图7-28。当300℃回火时,硬度下降缓慢,一方面碳的进一步析出会降低硬度; 另一方面,由于高碳钢中存在的较多的残余奥氏体向马氏体转变,又会引起硬化。这就造成 硬度下降平缓,甚至有可能上升。回火后仍处于脆性状态


BS_EN_10130-2006_冷成形的冷轧低碳钢平板制品.技术交付条件(中文版)
格式:pdf
大小:2.1MB
页数:9P
4.6
BS_EN_10130-2006_冷成形的冷轧低碳钢平板制品.技术交付条件(中文版)
1.6mm规格的焊丝用于低碳钢铸件的焊接工艺 1.6mm规格的焊丝用于低碳钢铸件的焊接工艺
格式:pdf
大小:139KB
页数:未知
4.6
介绍了低碳钢铸件焊接中,使用φ1.2mm规格的焊丝时存在的不足,通过试验验证使用φ1.6mm规格的焊丝焊接时对铸件质量、效率、成本的影响,并确定了φ1.6mm规格的焊丝焊接时的焊接工艺,认为φ1.6mm规格的焊丝可在低碳钢铸件缺陷焊接中广泛使用。
机车车辆用碳钢铸件试块的标准化管理 机车车辆用碳钢铸件试块的标准化管理
格式:pdf
大小:284KB
页数:未知
4.6
文中论述了铁路机车车辆工业正面临着如何提高产品质量,增强自身竞争能力,扩大市场占有率的严重挑战。实践证明,宣传贯彻gb/t19000-92《质量管理和质量保证》系列标准,对于提高产品验证的权威性,实现产品标识与国际标准接轨,确保产品质量的可追溯性,为企业在市场的竞争中立于不败之地,具有重大的现实意义。
20#碳钢与316L不锈钢异种钢的焊接
格式:pdf
大小:1.4MB
页数:4P
4.8
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
ASTMA216-2007(中文)碳钢铸件相关
文辑推荐
知识推荐
百科推荐


职位:BIM产品总监
擅长专业:土建 安装 装饰 市政 园林


