

6KV交联电缆热缩型终端头的制作工艺流程及标准
格式:pdf
大小:423KB
页数:9P
人气 :59
 4.8
4.8
6KV交联电缆热缩型户内终端头的制作工艺流程及标准 一 .概述 为适应矿井现代化建设,提高检修质量,确保矿井供电的安全性、可靠性, 特制定本流程,用做规范维修电工对地面机房电源进线、 负荷馈出线以及架空线 路引出线等 6KV交联电缆热缩型电缆终端头的制作。 二 .主要技术特征 ⒈ 基本结构 图一 YJV22—6/10KV交联电缆基本结构 ⒉ 各部分的作用 ⑴ 外护套:防止电缆受潮,进水,绝缘受腐蚀,保护电缆内部。 ⑵ 钢铠:保护电缆不被外力所伤兼做保护接地。 ⑶ 屏蔽层: ① 电缆导体由多根导线绞合而成, 它与绝缘层之间易形成气隙, 导体表面 不光滑造成电场集中。在导体表面加一层半导电材料的屏蔽层,它与被 屏蔽的导体等电并与绝缘层良好接触,从而避免在导体与绝缘层之间发 生局部放电,这一层屏蔽为内屏蔽层;同样在绝缘表面和护套接触处也 1 / 9 可能存在间隙,是引起局部放电的因素,故在绝缘层




精品6KV交联电缆热缩型终端头的制作工艺流程及标准
魏家地煤矿机电队 6kv交联电缆热缩型户内终端头的制 作工艺流程及标准 井下电工班 2011-2-8 安全理念:安全第一,预防为主。 质量理念:勤学苦练强素质,精工细作促生产。 1/9 6kv交联电缆热缩型户内终端头的制作工艺流程及标准 一.概述 为适应矿井现代化建设,提高检修质量,确保矿井供电的安全性、可靠性, 特制定本流程,用做规范维修电工对地面机房电源进线、负荷馈出线以及架空线 路引出线等6kv交联电缆热缩型电缆终端头的制作。 二.主要技术特征 ⒈基本结构 图一yjv22—6/10kv交联电缆基本结构 ⒉各部分的作用 ⑴外护套:防止电缆受潮,进水,绝缘受腐蚀,保护电缆内部。 ⑵钢铠:保护电缆不被外力所伤兼做保护接地。 ⑶屏蔽层: ①电缆导体由多根导线绞合而成,它与绝缘层之间易形成气隙,导体表面 不光滑造成电场集中。在导体表面加一层半导电材料的屏蔽层,它与
编辑推荐下载
 10kV交联电缆热缩型终端头制作要点
10kV交联电缆热缩型终端头制作要点 10kV交联电缆热缩型终端头制作要点
格式:pdf
大小:170KB
页数:未知
4.6
10kv交联电缆热缩型终端头是绕包法电缆头的更新换代工艺,与线包头相比,具有以下优点:(1)热缩头的制作工艺程序与绕包头基本相同。但它将绕包头制作的应力锥制作、统包绝缘层、相色带等绕包工艺部件化,使绕包头由一步步繁琐绕包工艺变成部件组装形式,既克服了交联电缆绕包头材料品种多、材料质量要求高和工艺复杂的缺点,又实现了终端头制作标准化、规范化,使终端头制作质量易于控制。(2)在绕包头制作中,应力锥的制作工艺比较繁杂,制作质量不易保证,加之人们对应力锥的作用认识不足,往往省略应力锥制作工序,使电缆头因电场应力分布不均而造成局部击穿放电的事故概
6KV交联电缆热缩型终端头的制作工艺流程及标准热门文档
10千伏交联电缆热缩型终端头及应用 10千伏交联电缆热缩型终端头及应用
格式:pdf
大小:267KB
页数:未知
4.4
10千伏交联电缆终端头工艺特点是简便快速、质量可靠、整体密封性能优异。通过工程实践特予介绍刊载,供同行参考。西安皇城大酒店变电所,从两台10千伏高压配电柜到两台环氧树脂绝缘空气冷却式电力变压器,采用两根日本产交联聚乙烯绝缘聚乙烯护套分相铜带屏蔽钢带铠装电力电缆。承建商提供美国瑞侃(raychem)公司制造的交联电缆热缩型终端头附件4套。施工后,经直流耐压试验并测定泄漏电流全部合格,并已交付送电使用。

热缩型电缆终端头制作工艺
格式:pdf
大小:5KB
页数:2P
4.4
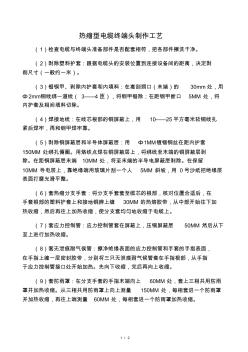
1/2 热缩型电缆终端头制作工艺 (1)检查电缆与终端头准备部件是否配套相符,把各部件擦洗干净。 (2)剥除塑料护套:跟据电缆头的安装位置到连接设备间的距离,决定剥 削尺寸(一般约一米)。 (3)锯钢甲、剥除内护套和内填料:在离剖朔口(末端)的30mm处,用 φ2mm铜线绑一道线(3——4匝),将钢甲锯除;在距钢甲断口5mm处,将 内护套及相间填料切除。 (4)焊接地线:在线芯根部的铜屏蔽上,用10——25平方毫米软铜线扎 紧后焊牢,再和钢甲焊牢靠。 (5)剥除铜屏蔽层和半导体屏蔽层:用φ1mm镀锡铜丝在距内护套 150mm处绑扎倆圈。用烙铁点焊在铜屏蔽层上,将绑线至末端的铜屏蔽层剥 除。在距铜屏蔽层末端10mm处,将至末端的半导电屏蔽层剥除。在保留 10mm导电层上,靠绝缘端用玻璃片刮一个人5mm斜坡,用0号沙纸把绝缘层 表面打磨光滑平整。 (6)套热缩分
6KV交联电缆热缩型终端头的制作工艺流程及标准精华文档
交联聚乙烯电力电缆热缩型终端头制作工艺样本
格式:pdf
大小:142KB
页数:7P
4.5
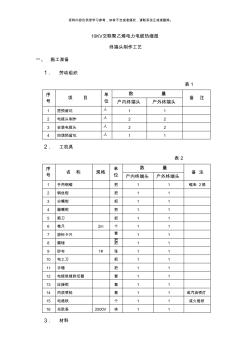
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。 10kv交联聚乙烯电力电缆热缩型 终端头制作工艺 一、施工准备 1.劳动组织 表1 序 号 项目 单 位 数量 备注 户内终端头户外终端头 1挖预留坑人11 2电缆头制作人22 3安装电缆头人22 4回填预留坑人11 2.工机具 表2 序 号 名称规格 单 位 数量 备注 户内终端头户外终端头 1手用钢锯把11锯条2根 2钢丝钳把11 3尖嘴钳把11 4扁嘴钳把11 5剪刀把11 6卷尺2m个11 7游标卡尺套 把 11 8扁锉把11 9砂布1#张11 10电工刀把11 11手锤把11 12电缆绝缘剥切器套11 13压接钳套11

1KV户内热缩交联电缆终端头规格
格式:pdf
大小:599KB
页数:3P
4.7
1kv热缩终端 1kv二芯热缩交联电缆终端头 1kv三芯热缩交联电缆终端头 1kv四芯热缩交联电缆终端头 1kv五芯热缩交联电缆终端头 产品介绍 1kv热缩交联电缆终端头分单芯、二芯、三芯、四芯、五芯,已广 泛用于低压pvc电缆、交联电缆及油浸电缆的终端处理。 产品特点 1.指套指端不加垫管即可收紧; 2.终端头绝缘管为红、黄、绿、蓝、黑直接分相; 3.收缩快,不开裂。 产品名称型号规格适用电缆截面 1kv户内交联二芯终端 sy-1/2.010-16 sy-1/2.125-50 sy-1/2.270-120 sy-1/2.3150-240 sy-1/2.4300-500 1kv户内交联三芯终端 sy-1/3.010-16 sy-1/3.125-50 sy-1/3.270-120 sy-1/3.3150-24
6kv电力电缆交联热缩终端头制作安装措施_secret
格式:pdf
大小:162KB
页数:4P
4.7
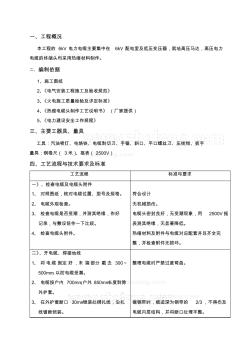
一、工程概况 本工程的6kv电力电缆主要集中在6kv配电室及低压变压器,就地高压马达,高压电力 电缆的终端头均采用热缩材料制作。 二、编制依据 1、施工图纸 2、《电气安装工程施工及验收规范》 3、《火电施工质量检验及评定标准》 4、《热缩电缆头制作工艺说明书》(厂家提供) 5、《电力建设安全工作规程》 三、主要工器具、量具 工具:汽油喷灯、电烙铁、电缆剥切刀、手锯、斜口、平口螺丝刀、压线钳、扳手 量具;钢卷尺(3米)、摇表(2500v) 四、工艺流程与技术要求及标准 工艺流程标准与要求 一》、检查电缆及电缆头附件 1、对照图纸,核对电缆位置、型号及规格。 2、电缆外观检查。 3、检查电缆是否受潮,并测其绝缘,作好 记录,与敷设前作一下比较。 4、检查电缆头附件。 符合设计 无机械损伤。 电缆头密封良好,无受潮现象,用2500v摇 表测其绝缘,无显著降低。 热缩材
10KV交联聚乙烯绝缘电缆热缩终端头制作工艺_secret
格式:pdf
大小:20KB
页数:6P
4.4
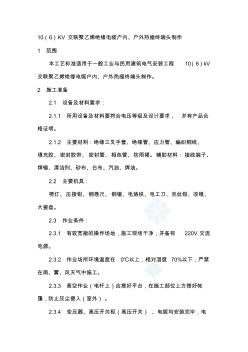
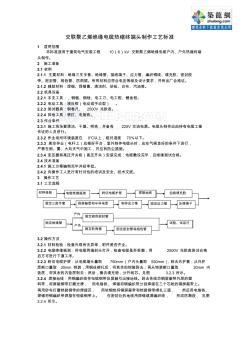
10(6)kv交联聚乙烯绝缘电缆户内、户外热缩终端头制作 1范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv 交联聚乙烯绝缘电缆户内、户外热缩终端头制作。 2施工准备 2.1设备及材料要求: 2.1.1所用设备及材料要符合电压等级及设计要求,并有产品合 格证明。 2.1.2主要材料:绝缘三叉手套、绝缘管、应力管、编织铜线、 填充胶、密封胶带、密封管、相色管、防雨裙。辅助材料:接线端子、 焊锡、清洁剂、砂布、白布、汽油、焊油。 2.2主要机具: 喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、 大瓷盘。 2.3作业条件: 2.3.1有较宽敞的操作场地,施工现场干净,并备有220v交流 电源。 2.3.2作业场所环境温度在0℃以上,相对湿度70%以下,严禁 在雨、雾、风天气中施工。 2.3.3高空作业(电杆上)应搭好平台,在施工部位
6KV交联电缆热缩型终端头的制作工艺流程及标准最新文档

205交联聚乙烯绝缘电缆热缩终端头制作工艺标准_secret
格式:pdf
大小:249KB
页数:4P
4.4
交联聚乙烯绝缘电缆热缩终端头制作工艺标准 1适用范围 本标准适用于建筑电气安装工程10(6)kv交联聚乙烯绝缘电缆户内、户外热缩终端 头制作。 2施工准备 2.1材料 2.1.1主要材料:绝缘三叉手套、绝缘管、接线端子、应力管、编织铜线、填充胶、密封胶 带、密封管、相色管、防雨裙。所用材料应符合电压等级及设计要求,并有出厂合格证。 2.1.2辅助材料:焊锡、焊锡膏、清洁剂、砂纸、白布、汽油等。 2.2机具设备 2.2.1手支工具:、钢锯、钢锉、电工刀、电工钳、鲤鱼钳。 2.2.2电动工具:液压钳(电动或手动型)。 2.2.3测试器具:钢卷尺、2500v兆欧表。 2.2.4其他工具:喷灯、电烙铁。 2.3作业条件 2.3.1施工现场要清洁、干燥、明亮,并备有220v交流电源。电缆头制作应由持有电缆工操 作证的人员进行。 2.3.2作业场所环境温度在0


低压电力电缆热缩终端头制作工艺
格式:pdf
大小:40KB
页数:3P
4.6
低压电力电缆热缩终端头制作工艺 一、施工准备 1.劳动组织表1 序号项目单位数量备注 1技术负责人1电缆头制作技术指导 2电缆头制作组每组二人,可分多组 2.工机具表2 序号名称规格单位数量备注 1芯线压接工具套1 2钢锯手工把1 3钢丝钳200mm把1 4铁皮剪把1 5电工刀把1 6螺丝刀把1 7钢卷尺5m把1 8电烙铁150w把1 9兆欧表1000v块1 10喷灯300ml只1 11钢挫把1 3.材料表3 序号名称规格单位数量备注 1接线端子与电缆规格对应个3-4 2电缆热缩式终端头套1 3聚氯乙烯带盘4相色 4软铜绞线10mm2kg0.05 5铜绑扎线ф2kg0.01 6焊锡k

交联聚乙烯绝缘电缆热缩终端头制作工艺(技术交底)
格式:pdf
大小:49KB
页数:4P
4.7
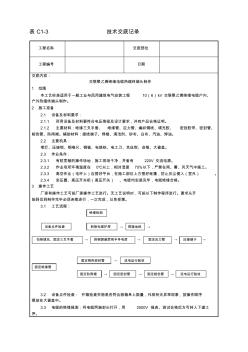
表c1-3技术交底记录 工程名称交底部位 工程编号日期 交底内容: 交联聚乙烯绝缘电缆热缩终端头制作 1范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv交联聚乙烯绝缘电缆户内、 户外热缩终端头制作。 2施工准备 2.1设备及材料要求: 2.1.1所用设备及材料要符合电压等级及设计要求,并有产品合格证明。 2.1.2主要材料:绝缘三叉手套、绝缘管、应力管、编织铜线、填充胶、密封胶带、密封管、 相色管、防雨裙。辅助材料:接线端子、焊锡、清洁剂、砂布、白布、汽油、焊油。 2.2主要机具: 喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。 2.3作业条件: 2.3.1有较宽敞的操作场地,施工现场干净,并备有220v交流电源。 2.3.2作业场所环境温度在0℃以上,相对
6KV交联电缆热缩型终端头的制作工艺流程及标准相关
文辑推荐
知识推荐
百科推荐


职位:水利工程材料员
擅长专业:土建 安装 装饰 市政 园林


