

40Cr气缸缸体与35钢法兰的焊接
格式:pdf
大小:149KB
页数:1P
人气 :77
 4.6
4.6
本中心为某卷板机焊接气缸,气缸缸体材质为40Cr,两端装有法兰板,材质为35钢,焊接结构如图1a所示。此结构焊接后需对气缸内孔及法兰进行机械加工,同时还要保证气缸能够承受10MPa压力,因此不仅要避免在焊接过程中产生缺陷,同时还要保证焊件焊后的机械加工性能。本文通过对2种钢材的焊接性分析,选择了合适的焊接材料、合理的焊接工艺及焊后热处理措施,满足了构件的使用要求。



 大尺寸A3钢法兰与40Cr轴的焊接
大尺寸A3钢法兰与40Cr轴的焊接 大尺寸A3钢法兰与40Cr轴的焊接
我厂电炉产品中有一部件,其结构尺寸如下图所示。在首次焊接时,由于未对这种异种钢的接头焊接性能作分析,就以下述工艺参数施焊:焊条为φ3.2mm的a132,焊前进行150℃×1h的烘干;焊接电流为100a,交流焊机。结果,在焊后的一天之内,焊缝和40cr母材
40Cr钢法兰焊接接头断裂原因分析 40Cr钢法兰焊接接头断裂原因分析
通过宏观观察、金相分析和化学成分分析等方法,对40cr钢法兰焊接接头的断裂原因进行了分析。结果表明,40cr钢法兰焊接接头存在根部裂纹、焊趾裂纹、未熔合和未焊透等焊接缺陷,在应力的作用下,根部裂纹发生扩展,造成接头在使用过程中发生断裂。焊接工艺及操作不当导致法兰焊接接头产生根部裂纹,是其发生早期断裂的主要原因,并对焊接工艺提出了改进建议。
编辑推荐下载


40cr与A3钢的焊接工艺
格式:pdf
大小:60KB
页数:2P
4.7
40cr与a3钢的焊接工艺 一、40cr钢的焊接性能分析40cr钢的化学成分见表1。 表140cr钢化学成分(质量分数)(%) 40cr钢的焊接性: 碳当量估算分析(按jis标准计算公式) ceq=c+mn/6+si/24+ni/40+cr/5+mo/4+v/14(%)=0162% 从表1中看出该钢中碳含量较高,且碳当量较大。据经验,当碳当量大于0145%时,则热影响区淬硬倾向性增大,使焊接接头的熔合性能降低,且易产生冷裂 纹。故焊接时需采用相应的工艺措施。但该类工件结构对称,刚体拘束度小,则是焊接有利的一面。 二、焊接方法的选择 采用细丝co2气体保护焊,熔滴短路过渡方式焊接。 三、焊前准备 1.焊接电源和焊接材料的选择 (1)焊接电源采用
40Cr气缸缸体与35钢法兰的焊接热门文档
中碳钢超厚壁缸体的焊接 中碳钢超厚壁缸体的焊接
格式:pdf
大小:81KB
页数:2P
4.8
液压缸体作为化纤打包机的关键部件,具有加工精度高、难度大、周期长等特点。本文就打包机超厚壁液压缸体的焊接进行探讨,缸体尺寸为φ515mm×φ375mm×3692mm,原材料选用35钢延碾管。由于原材料无法供应整体长度,需采用缸
45钢与40Cr钢焊接工艺研究 45钢与40Cr钢焊接工艺研究
格式:pdf
大小:371KB
页数:4P
4.5
本文着重介绍了45钢与40cr钢的焊接特点,焊接工艺的选择,试验条件及所采用的焊接工艺,并对试验结果进行了分析,表明45钢与40cr钢选择合理的焊接工艺和方法,对焊后的接头性能相当于45钢退火状态下的机械性能,能够用于公司的批量焊接生产。
40Cr【40Cr圆钢】热轧
格式:pdf
大小:19KB
页数:1P
4.4
40cr圆钢40cr圆钢40cr圆钢 热轧圆钢规格 【0635-8887186】【宝雷钢铁】135_6129_1801 40cr热轧圆钢【规格】恭喜发财 40cr热轧圆钢【长度】大吉大利 材质规格长度重量(米\kg) 40cr356—9m0.00617×直径×直径 40cr406—9m0.00617×直径×直径 40cr456—9m0.00617×直径×直径 40cr506—9m0.00617×直径×直径 40cr556—9m0.00617×直径×直径 40cr606—9m0.00617×直径×直径 40cr656—9m0.00617×直径×直径 40cr706—9m0.00617×直径×直径 40cr756—9m0.00617×直径×直径 40cr806—9m0.00617×直径×直径 40cr856
燃机气缸中分面法兰膨胀槽的加工 燃机气缸中分面法兰膨胀槽的加工
格式:pdf
大小:492KB
页数:2P
4.6
联合循环燃气轮机气缸中分面法兰膨胀槽无法采用普通的加工方法,根据气缸的结构,采用气动往复式运动锯成功完成了加工任务。
40Cr气缸缸体与35钢法兰的焊接精华文档
气缸套法兰耳钻床夹具设计 气缸套法兰耳钻床夹具设计
格式:pdf
大小:231KB
页数:2P
4.7
针对气缸套法兰耳零件形状较复杂、夹紧不便的特点,设计出了使用方便,能够实现快速夹紧的加工中心用手动的专用夹具,并对该夹具的可靠性和工作效率进行了论证。
卧式活塞空压机气缸的焊接 卧式活塞空压机气缸的焊接
格式:pdf
大小:150KB
页数:1P
4.8
1前言随着生产技术的不断发展,空压机的种类和结构型式日益增多,各种各样的空压机在冶金、矿山、石油、化工及机械制造等现代工业广泛应用。在湿法冶炼使用压风时,2号机组lw80/2.5风机风压压力降低,气阀端盖处有渗水现象。经拆卸检查,发现气缸与冷却水道隔腔处出现长度60mm裂纹,出现泄漏,铸造厚度20mm。由于需焊接工件裂纹位置,整体预热困难,局部加热又可能增加新的裂纹
35CrMo法兰与20g管的焊接工艺 35CrMo法兰与20g管的焊接工艺
格式:pdf
大小:88KB
页数:2P
4.8
为了研究并制定一套35crmo法兰和20g钢管焊接适用的工艺方法来满足实际生产的需要,通过对两种材料的焊接性分析,选择合适的焊接材料、焊接工艺和焊后的热处理措施,采用氩电联焊的方法对35crmo法兰和20g钢管进行焊接,并对焊缝进行了无损检测和金相试验。经过焊后质量检验得知,获得的产品质量合格。由此证明了异种钢的焊接工艺的选取是符合要求的。
对焊钢法兰尺寸(PN40)
格式:pdf
大小:61KB
页数:2P
4.6
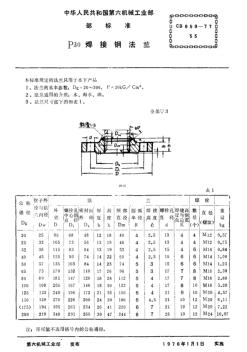
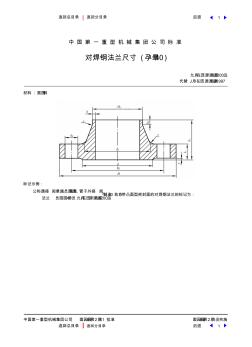
中国第一重型机械集团公司标准 对焊钢法兰尺寸(孕晕40) 允月/在匝源源远6原200远 代替j月/在匝源源远6原1997 中国第一重型机械集团公司圆园园8原12原01批准圆园园8原12原3员实施 材料:圆园钢 标记示例: 公称通径阅晕越员园园皂皂,管子外径阅 园越员40皂皂带凸面型密封面的对焊钢法兰的标记为: 法兰员园园伊员40允月/在匝源源远6原200远 1 1返回总目录返回分目录后退 后退返回分目录返回总目录 允月辕在匝源466-2006 皂皂 公称 通径 d晕 管子 外径 阅 园 阅遭阅 员 澡 员 凿 员 s则 澡 圆 抑 凿枣 螺栓质量 (噪早) 抑 数量直径凿 园 10 15 20 25 32 40 50 65 80 100 125 150 圆园园 18 28 32 42 48 60 70 102 114 140 1
40Cr钢板,40Cr钢板规格表,40Cr钢板化学成分,
格式:pdf
大小:90KB
页数:5P
4.7
40cr钢板属于机械制造业使用最广泛的钢之一,适于制作中型塑料模具。 40cr钢板简介: 调质处理后具有良好的综合力学性能,良好的低温冲击韧性和低的缺口敏 感性。钢的淬透性良好,水淬时可淬透到ф28~60mm,油淬时可淬透到ф15~ 40mm。这种钢除调质处理外还适于氰化和高频淬火处理。切削性能较好,当硬 度为hb174~229时,相对切削加工性为60%。该钢适于制作中型塑料模具。 40cr钢板化学成分: c0.37~0.44、si0.17~0.37、mn0.50~0.80、cr0.80~1.10、ni≤0.30 40cr钢板重量计算: 板材:每米重量(公斤)=0.785×厚度(mm) 40cr钢板机械性能: 试样毛坯尺寸(mm):25 聊城泰佑启金属:0635-777-9210139-69-55-811-8 40cr钢
40Cr气缸缸体与35钢法兰的焊接最新文档
YG6硬质合金与40Cr钢钎焊接头减应措施研究 YG6硬质合金与40Cr钢钎焊接头减应措施研究
格式:pdf
大小:241KB
页数:4P
4.4
用不同厚度的cu箔、ni箔作为缓解接头残余应力的中间层材料,以ag-cu共晶合金箔为钎料在880℃,10min的工艺参数条件下对yg6硬质合金和40cr钢进行了真空钎焊试验。研究结果证实,采用ni箔做中间层能有效地降低接头应力,大幅提高接头强度;cu箔能有效降低接头残余应力,但cu本身强度偏低,同时钎焊过程中大量溶解,使中间层的实际厚度明显减薄,加之钎缝与中间层界面处组织不均匀且存在较严重的晶界渗入现象从而严重制约了接头强度的提高;研究结果还表明,中间层厚度对接头强度也有明显的影响,只有在最佳厚度范围内才能达到最佳降低应力、提高接头强度的效果。

40cr圆钢
格式:pdf
大小:195KB
页数:7P
4.4
求助编辑百科名片 40cr是我国我国gb的标准钢号,40cr钢是机械制造业使用最广泛的钢之一。调 质处理后具有良好的综合力学性能,良好的低温冲击韧性和低的缺口敏感性。钢 的淬透性良好,水淬时可淬透到ф28~60mm,油淬时可淬透到ф15~40mm。这种 钢除调质处理外还适于氰化和高频淬火处理。切削性能较好,当硬度为hb174~ 229时,相对切削加工性为60%。该钢适于制作中型塑料模具。 天津金晟源钢铁有限公司为您提供 业务联系:022-58883546 :13821930509 联系人:杜鑫 目录 基本信息 力学性能 40cr介绍 40cr特性及用途 热处理工艺 表示方法 重量计算 基本信息 力学性能 40cr介绍 40cr特性及用途 热处理工艺 表示方法 重量计算 展开 编辑本段基本信息 根据标准gb/t3077-1999 对应国外标准:ji
不同钎料对TiAl基合金与40Cr钎焊接头强度的影响
格式:pdf
大小:326KB
页数:3P
4.4
不同钎料对tial基合金与40cr钎焊接头强度的影响 北京航空航天大学(100083) 刘景峰 朱 颖 康 慧 曲 平 江苏淮海盐化厂(潍阳市 223007) 张 悦 摘要 tial基合金是一种具有广泛发展前途的结构材料,采用钛基钎料和银基钎料对tial基合金与40cr钢 进行了真空钎焊试验。接头的剪切强度分别为110mpa和105mpa。显微组织分析表明,采用ti基钎料时焊接区 域存在脆性金属间化合物ti-cu相和ti-ni相以及采用ag基钎料时产生的层状组织可能与接头的低强度有 关。 关键词: 真空钎焊 tial基合金 40cr 剪切强度 effectoffillermetalsonshearstrengthofti-albased alloya
40Cr 钢喷焊强化制造排气门研究 40Cr 钢喷焊强化制造排气门研究
格式:pdf
大小:139KB
页数:4P
4.4
针对排气门材料短缺且不能满足日趋发展的发动机要求,提出用40cr钢喷焊强化代替现排气门材料,并从强度、组织金相等多方面进行了可行性论证。对比试验及装车考核说明用40cr钢喷焊强化制造的排气门比现排气门寿命更长,能提高3倍以上。
40Cr钢双焊条快速焊接工艺的研究与应用 40Cr钢双焊条快速焊接工艺的研究与应用
格式:pdf
大小:122KB
页数:1P
4.7
该文介绍了一种实用的焊接工艺——40cr钢双焊条快速焊接工艺。该工艺不仅满足40cr钢构件焊缝的韧性、塑性和耐磨性要求,而且大大减少了设备停机维修时间能够快速恢复生产运行。
HK-40炉管与15CrMo法兰的焊接 HK-40炉管与15CrMo法兰的焊接
格式:pdf
大小:102KB
页数:未知
4.6
锦西石化分公司制氢装置转化炉检修中,施工单位进行了hk-40炉管与15crmo法兰的焊接。结合这次焊接,本文叙述了hk-40钢和15crmo钢的焊接特点;介绍了焊材的选择、焊接方法和检查方法;通过焊接实践,给出了焊条选择、焊接和检查要点。
铸铁烘缸缸体与缸盖联接螺栓设计 铸铁烘缸缸体与缸盖联接螺栓设计
格式:pdf
大小:149KB
页数:未知
4.7
建立模拟烘缸缸体与缸盖法兰间相互接触状况的有限元计算模型,并用1500烘缸的应力实测结果验证计算模型的正确性。计算了1000~3000所有常用规格烘缸的螺栓力,在分析螺栓力影响因素的基础上,提出螺栓设计计算的方法。
40Cr气缸缸体与35钢法兰的焊接相关
文辑推荐
知识推荐
百科推荐


职位:地表水环境影响评价
擅长专业:土建 安装 装饰 市政 园林


