

X65/316L机械复合管焊接接头CO_2腐蚀行为研究
格式:pdf
大小:818KB
页数:5P
人气 :78
 4.6
4.6
在模拟CO2腐蚀环境中,采用高温高压釜对复合管内层不锈钢焊接接头的CO2腐蚀行为进行了试验研究。结果表明,焊接接头随着腐蚀温度的升高,腐蚀产物膜越来越多,到了95℃时,有脱落的趋势,腐蚀速率随温度升高不断增加。通过EDS分析结果可知,复合管内层发生CO2的腐蚀产物可能为FeCO3和Cr2O3的混合物。经去膜后焊接接头均匀且较为光亮,没有局部腐蚀或点蚀特征,焊接接头CO2腐蚀过程均属于均匀腐蚀。



 温度对X65/316L机械复合管焊接接头CO_2腐蚀的影响
温度对X65/316L机械复合管焊接接头CO_2腐蚀的影响 温度对X65/316L机械复合管焊接接头CO_2腐蚀的影响
在模拟co2腐蚀环境中,采用高温高压釜对复合管内层不锈钢焊接接头的co2腐蚀行为进行了试验研究。结果表明,焊接接头随着腐蚀温度的升高,腐蚀产物膜上微孔越来越多,腐蚀速率随温度升高不断增加。通过eds分析结果可知,复合管内层发生co2腐蚀的产物可能为feco3和cr2o3的混合物。经去膜后,焊接接头经不同温度腐蚀后为均匀且较为光亮的,没有局部腐蚀或点蚀特征。随着温度升高,腐蚀方式有从均匀腐蚀向局部腐蚀转变的趋势。
X65/316L耐蚀合金内衬管焊接接头CO2腐蚀行为研究 X65/316L耐蚀合金内衬管焊接接头CO2腐蚀行为研究
在模拟co2腐蚀环境中,采用高温高压釜对耐蚀合金内衬管内层不锈钢焊接接头的c02腐蚀行为进行了试验研究。结果表明,焊接接头随着腐蚀温度的升高,腐蚀产物膜越来越致密,温度达到120℃时,有开裂趋势,所以腐蚀速率随温度升高先降低后增加。通过eds分析结果可知,耐蚀合金内衬管内层发生co2腐蚀的产物可能为feco3和cr2o3的混合物。经去膜后焊接接头均匀且较为光亮,没有局部腐蚀或点蚀特征,焊接接头co2腐蚀过程均属于均匀腐蚀。
编辑推荐下载
X65/316L耐蚀合金内衬管焊接接头CO_2腐蚀行为研究 X65/316L耐蚀合金内衬管焊接接头CO_2腐蚀行为研究
格式:pdf
大小:386KB
页数:5P
4.4
在模拟co2腐蚀环境中,采用高温高压釜对耐蚀合金内衬管内层不锈钢焊接接头的co2腐蚀行为进行了试验研究。结果表明,焊接接头随着腐蚀温度的升高,腐蚀产物膜越来越致密,温度达到120℃时,有开裂趋势,所以腐蚀速率随温度升高先降低后增加。通过eds分析结果可知,耐蚀合金内衬管内层发生co2腐蚀的产物可能为feco3和cr2o3的混合物。经去膜后焊接接头均匀且较为光亮,没有局部腐蚀或点蚀特征,焊接接头co2腐蚀过程均属于均匀腐蚀。
316L机械复合管焊接接头CO2腐蚀行为研究热门文档

名称焊接接头、法兰、锻件A105Nf316LLF2
格式:pdf
大小:8KB
页数:1P
4.8
名称:焊接接头、法兰、锻件a105nf316llf2 、钢管。双相不锈钢、压力容器、阀门,三通,弯管 地区:上海 天津 北京 江苏: 苏州昆山吴江太仓张家港常熟无锡江阴宜兴常州金坛溧阳武进南 京丽水南通泰州兴化靖江镇江丹阳 浙江 杭州宁波建德临安余姚温州瑞安乐清嘉兴平湖永康 芜湖 山东 济南青岛淄博东营烟台潍坊济宁泰安威海日照滨州德州 河南 郑州新郑洛阳许昌 重庆成都四川宜宾石家庄唐山,秦皇岛沧州廊坊,邯郸 湖北武汉大连新疆喀什 沈阳哈尔滨长春,营口,大庆。辽宁。
L415QB+316L复合管焊接裂纹分析 L415QB+316L复合管焊接裂纹分析
格式:pdf
大小:240KB
页数:未知
4.7
针对l415qb+316l复合管焊接接头封焊难以控制,熔合区易出现裂纹这一问题,利用光学显微镜和扫描电镜,观察分析了接头熔敷金属和裂纹区的组织和成分变化,探究了其对裂纹生成的影响。结果表明,淬硬组织、氢、异种钢接头处的复杂应力状态导致了裂纹的形成。通过采用多层预热、焊后空冷、严格控制层间温度等工艺措施,增强组织的均匀性,可以有效防止焊缝中的冷裂纹产生。
不同焊接方法下316L不锈钢焊接接头组织性能研究 不同焊接方法下316L不锈钢焊接接头组织性能研究
格式:pdf
大小:863KB
页数:4P
4.6
采用20%co2+80%ar气体保护mag焊和焊条电弧焊对316l不锈钢进行焊接,通过对焊接接头进行拉伸、弯曲、硬度试验和显微组织观察,研究了焊接接头组织性能。结果表明,焊条电弧焊接头的抗拉强度和显微硬度比mag焊接头的抗拉强度和显微硬度高;焊条电弧焊焊缝金属中δ铁素体含量比mag焊焊缝金属中δ铁素体含量高;mag焊焊缝金属含有少量的mc型碳化物;拉伸时,焊条电弧焊接头断裂在热影响区,而mag焊接头断裂在焊缝中心位置;焊接接头的弯曲试验均合格。
304/Q235内衬式复合管焊接接头耐点蚀性研究 304/Q235内衬式复合管焊接接头耐点蚀性研究
格式:pdf
大小:518KB
页数:3P
4.8
选用304和308l两种焊丝作为过渡层焊材对304/q235复合管进行焊接,采用动电位极化曲线扫描和静态fecl3溶液浸泡法对其焊接接头的耐点蚀性进行了试验研究。结果表明:经酸洗钝化后,两种接头的点蚀坑直径变小,耐点蚀性均有所提高;自腐蚀电位:308l接头>304接头,自腐蚀电流:308l接头<304接头;点蚀电位304接头约-270mv,308l接头约-230mv,说明308l接头耐点蚀性能优于304接头,更能满足工程需要。
20^#+316L压合式非完全复合管焊接技术 20^#+316L压合式非完全复合管焊接技术
格式:pdf
大小:157KB
页数:未知
4.4
20#+316l压合式非完全复合管为压合式,但并非完全的复合,焊接质量要求高,焊接难度大.通过该项焊接技术在洛阳石化地下管网工程中的成功应用,重点介绍了该材料的结构、焊接工艺选择过程、焊接工艺的确定等.
316L机械复合管焊接接头CO2腐蚀行为研究精华文档
20~#+316L压合式非完全复合管焊接技术 20~#+316L压合式非完全复合管焊接技术
格式:pdf
大小:521KB
页数:3P
4.7
20~#+316l压合式非完全复合管为压合式,但并非完全的复合,焊接质量要求高,焊接难度大。通过该项焊接技术在洛阳石化地下管网工程中的成功应用,重点介绍了该材料的结构、焊接工艺选择过程、焊接工艺的确定等。
第1章焊接接头静载力学行为
格式:pdf
大小:497KB
页数:12P
4.6
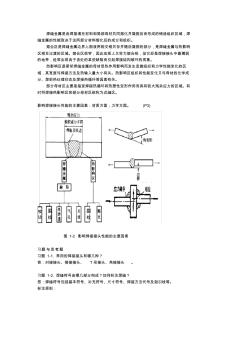
焊缝金属是由焊接填充材料和局部母材共同熔化并凝固后而形成的铸造组织区域,焊 缝金属的性能取决于这两部分材料熔化后的成分和组织。 熔合区是焊缝金属边界上固液两相交错共存并随后凝固的部分,是焊缝金属与热影响 区相互过渡的区域。熔合区很窄,因此宏观上又称为熔合线,但它却是焊接接头中最薄弱 的地带,经常出现由于该处的某些缺陷而引起焊接结构破坏的现象。 热影响区是紧邻焊缝金属的母材受热作用影响而发生显微组织和力学性能变化的区 域,其宽度与焊接方法及热输入量大小有关。热影响区组织和性能变化又与母材的化学成 分、焊前热处理状态及焊接热循环等因素有关。 部分母材区主要是指受焊接热循环和热塑性变形作用而具有较大残余应力的区域。有 时将焊接热影响区和部分母材区统称为近缝区。 影响焊接接头性能的主要因素:材质方面;力学方面。(p3) 咬 边 裂 纹 裂 纹 图1-2影响焊接接头性能的主要因素 习题与思考
316L+L316不锈钢复合管焊接技术 316L+L316不锈钢复合管焊接技术
格式:pdf
大小:189KB
页数:2P
4.7
不锈钢一碳钢复合钢管与不锈钢管的焊接可看作是两种焊接工艺的组合:即不锈铜与不锈钢的焊接;不锈钢与碳钢的焊接。焊接过程中,复合管基层和复合管衬管的封焊属于异种金属的焊接;不锈钢管与复合管衬管的打底焊属于同种金属的焊接;不锈钢管与复合管基层的填充焊属于异种金属的焊接。由此得知,每种焊接材料和焊接工艺的选择由复合管的衬管、基层和不锈钢的材料决定。
316L不锈钢焊条电弧焊焊接接头组织分析 316L不锈钢焊条电弧焊焊接接头组织分析
格式:pdf
大小:484KB
页数:3P
4.6
采用双面焊条电弧焊方法焊接了6mm厚的316l不锈钢,分析了焊接接头焊缝区、熔合区及热影响区的组织并进行了显微硬度测试。组织分析表明,接头焊缝区为等轴晶,组织为奥氏体基体与数量较多的δ铁素体,且先焊焊缝较后焊焊缝的晶粒更为细小;熔合区与热影响区为树枝状晶且有联生结晶的特点,组织为奥氏体基体+少量δ铁素体。显微硬度分布表明,接头焊缝硬度高于母材硬度,低于熔合线附近的树枝状晶硬度。
20G/316L双金属复合管弧焊接头组织与性能 20G/316L双金属复合管弧焊接头组织与性能
格式:pdf
大小:1.2MB
页数:6P
4.8
对20g内衬316l复合管进行了tig焊对接试验,并对接头进行了拉伸、弯曲、冲击、压力测试以及无损探伤,利用光学、扫描电子显微镜以及化学分析方法对接头组织和主要合金元素的扩散进行了分析.结果表明,焊缝分为碳钢层、碳钢与过渡层间的扩散层、过渡层和不锈钢层四个区域.扩散层焊缝组织为马氏体+残余奥氏体,过渡层为奥氏体组织,而不锈钢层则为胞状树枝晶.在试验参数下,接头各项力学性能优良,接头无缺陷.焊缝根部ni,cr合金元素与焊接材料相比无明显变化,采用过渡焊丝起到了保持根部焊缝合金元素含量的作用.
316L机械复合管焊接接头CO2腐蚀行为研究最新文档
X65/316L复合管的焊接工艺及焊接质量控制 X65/316L复合管的焊接工艺及焊接质量控制
格式:pdf
大小:140KB
页数:未知
4.7
大涝坝凝析气田循环注气工程是中石化首家注气开发工程,大涝坝2号构造的dlk3,dlk9,dlk12为高压注气井,注气管线设计压力为52mpa;注气气源是大涝坝气田和雅克拉气田生产的天然气,气体中含co2和h2s,其中φ(co2)2.03%~3.28%,φ(h2s)5.12%~11.98%,腐蚀性强,注气管线采用耐腐蚀的x65/316l双金属复合管。从复合管基管材料、内衬层材料及其焊接性能出发,介绍x65/316l双金属复合管焊接工艺及质量控制等关键环节,使大涝坝循环注气管线性能满足设计要求,确保注气管线后期正常运行。
非对称焊接接头断裂场及其复合因子参数 非对称焊接接头断裂场及其复合因子参数
格式:pdf
大小:298KB
页数:6P
4.6
结合裂纹尖端位移场的分布规律,讨论了熔合线含裂纹焊接接头的模型复合因子mp的计算途径以及焊接接头裂纹尖端位移(cod)断裂参量的分解情况。应用有限元方法分析了不同载荷作用下,熔合线含裂纹焊接接头ⅰ+ⅱ模型复合裂纹的复合角φ值,并对数值解的结果进行了曲线拟合与线性回归,得到了模型复合型非对称应力应变场焊接接头复合角的工程计算途径。
L485MB+316L大管径复合管焊接工艺研究 L485MB+316L大管径复合管焊接工艺研究
格式:pdf
大小:221KB
页数:2P
4.6
不锈钢复合钢管与不锈钢复合钢板一样,既有不锈钢较强的耐腐蚀性,又有普通钢的经济性和承受高温高压的强度要求。近年来许多气田、场站的工艺管网中都有普遍使用。由于其特殊的结构形式,导致其焊接工艺较复杂,特别是对复合面、过渡层及复层的焊接质量要求很高。本文详细分析了不锈钢复合材料的焊接性,描述了l485mb+316l大管径不锈钢复合管焊接接头的坡口形式,并通过焊接工艺评定确定了焊接工艺参数。该工艺通过我公司在辽河油田双六区块汽驱采油及秦皇岛——沈阳天然气管道配套储气库工程中的应用,获得了满意的焊接质量,满足了设计与标准规范的要求,为公司今后发展积累了一定的经验。
316L不锈钢/铜浸渗复合接头的组织性能 316L不锈钢/铜浸渗复合接头的组织性能
格式:pdf
大小:528KB
页数:3P
4.5
通过真空高温浸渗工艺制备了316l不锈钢/铜异种金属复合接头,对其坯料进行了组织、室温和低温力学性能、冷热疲劳性能等试验。结果表明,采用该工艺制备的316l不锈钢/铜异种金属复合接头具有良好的室温、低温性能及优异的抗冷热疲劳性能。
 机械振动提高焊接接头冲击吸收功
机械振动提高焊接接头冲击吸收功 机械振动提高焊接接头冲击吸收功
格式:pdf
大小:708KB
页数:4P
4.6
试验选用压力容器常用钢16mnr作为试验材料,采用机械振动焊接钢板与常规埋弧自动焊接钢板对比试验方法,通过冲击试验分析研究了机械振动焊接对冲击吸收功a_(kv)值的影响。结果表明,机械振动焊接可提高焊缝及热影响区试样的冲击吸收功,试样冲击吸收功a_(kv)值提高百分率与频率、振幅(激振力)有关;当频率、振幅(激振力)选取合适时,其提高效果更显著。试验结果表明,频率越高,激振力越大,试样冲击吸收功提高百分率越高。而机械振动焊接提高冲击吸收功a_(kv)的机理主要是由于机械振动焊接细化晶粒、减少夹杂物的数量和尺寸等的作用所致。
浅谈316L+L360双金属复合管的焊接施工 浅谈316L+L360双金属复合管的焊接施工
格式:pdf
大小:163KB
页数:1P
4.4
本文简单的叙述了对内衬不锈钢复合管(316l+l360双金属复合管)的认识,从现场成品情况及组对、焊接等方面对复合管做了一个简单的介绍,并结合现场施工情况总结了复合管施工应注意的几个事项。
316L焊接要点
格式:pdf
大小:27KB
页数:4P
4.7
1 316l焊接工艺要点 一、焊前准备 1、钢材表面避免碰撞或摩擦损伤,划线下料时不要打冲眼和不用划针,以 免损害耐蚀性。 2、应尽可能用机械加工或等离子切割下料、开坡口,避免使用碳弧切割或 加工坡口。 3、坡口加工要光整没有毛刺、凹坑,如有此类缺陷需用砂轮打磨平滑。坡 口边缘两侧各25mm范围内抛光表面呈银白色,焊前用丙酮擦洗。 4、采用电弧焊施焊时,操作前在离坡口两侧各15mm涂上宽度为250mm左 右的白垩粉,避免飞溅沾在板面上。 5、电弧焊时采用的a022、a042电焊条使用前必须经250℃的温度烘焙1小 时。 6、焊接电缆卡头在工件上要卡紧,以免发生打弧或过烧现象。 7、不锈钢的组装矫正不得用铁锤敲击。 8、这台设备图纸上有很多焊接接点符号,需要焊工在施焊前切实了解掌 握,不得随便施焊。 二、焊接 1、禁止随处任意打弧,打弧要在坡口内。 2、对接焊缝可先用钨极氩弧

焊接接头论文
格式:pdf
大小:155KB
页数:3P
4.6
焊接接头论文 基于国外标准的焊接接头疲劳设计与工艺实现一体化研究 摘要:综述了基于国外标准的焊接接头疲劳设计与工艺实现一体 化研究的重要性,设计了相应的数据库。嵌套了bsi/iiw/din6700标 准。基于bsi和iiw标准中接头形式,可确定焊接接头的疲劳等级; 根据已知的焊接接头的应力谱,基于miner疲劳积累损伤理论,可计 算出焊接接头的疲劳寿命:根据din6700标准,自动打印焊接工艺 文件,从而实现基于国外标准的焊接接头疲劳寿命预测与工艺要求的 一体化。算例证明该系统具有很好的工程应用价值。 关键词:焊接接头;数据库;一体化 在工程机械使用中,焊接结构件的焊接接头或焊缝金属容易引发 结构疲劳破坏,严重影响机械设备的寿命。通过计算焊接接头的疲劳 寿命预测可以预先知道焊接接头的寿命,从而保证产品的运行的安全 性。bs标准和iiw标准提供了各种焊
316L机械复合管焊接接头CO2腐蚀行为研究相关
文辑推荐
知识推荐
百科推荐


职位:强电消防工程师
擅长专业:土建 安装 装饰 市政 园林


