




 不锈钢复合钢管20G+316L的焊接工艺研究
不锈钢复合钢管20G+316L的焊接工艺研究 不锈钢复合钢管20G+316L的焊接工艺研究
近年来石油、化工行业中越来越广泛应用到不锈钢复合钢管,为了培训油建公司能达到焊接施工要求的技术人员,笔者对双金属复合管焊接工艺进行了深入的研究和试验。如大庆油田采气改造工程中所用的管线,既要求有强度保证,又要求具有耐腐蚀和使用寿命长的性能,因此采用碳钢(20g)与不锈钢(316l)复合钢管,碳钢一面可保证结构强度要求,
编辑推荐下载
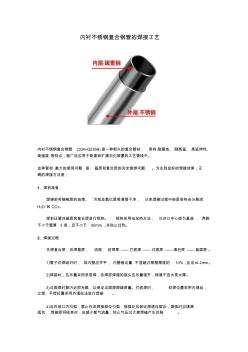
内衬不锈钢复合钢管焊接工艺 内衬不锈钢复合钢管焊接工艺
格式:pdf
大小:129KB
页数:未知
 4.3
4.3
系统论述了某化肥厂扩建工程中废气管道用管——不锈钢衬里管的性能分析、焊接工艺参数,并结合施工实际确定最优焊接施工方法,保证了焊接质量,同时为以后不锈钢衬里管的焊接提供了施工经验。
316L不锈钢复合钢管焊接工艺和性能研究热门文档
内衬不锈钢复合钢管焊接工艺
格式:pdf
大小:15KB
页数:2P
4.7
problemsthatcannotbeignored.someleadersunwillingtodomasseswork,massesconceptweak,onmassesfeelingsnotdeep,pendulumnotarewithmassesofrelationship,thinkmassesworkisrevolutionarywareraofthings,nowobsoletehas,buriedbusinesswork,ignoredmassesworkofsituationcomparedgeneral;someleadersnotdomasseswork,oldmethodregardlessof
浅析不锈钢复合钢管焊接工艺 浅析不锈钢复合钢管焊接工艺
格式:pdf
大小:1.0MB
页数:1P
4.5
本文依托大庆油田采气公司某集气站工程材质为00cr17ni14mo2+10#的不锈钢复合工艺管道焊接实例,主要从复合钢管的特性进行分析,并与已有焊接实际经验的不锈钢复合钢板及其他材料进行比较,提出焊接所需考虑的问题和应采取的措施,,获得令人满意的效果,用于指导现场焊接施工和培训工作。

内衬不锈钢复合钢管焊接
格式:pdf
大小:9KB
页数:3P
4.7
内衬不锈钢复合钢管 内衬不锈钢复合钢管执行城镇建设行业标准cj/t192-2004,是在钢管内壁 复合薄壁不锈钢管,这种双金属复合钢管大大提高钢管在输水、输热水、输煤气、 输天然气、输油过程中的耐腐蚀性能,表面光滑,流体阻力小,又保留了钢管机 械强度高,可采用焊接、沟漕、螺纹连接,密封性好的优点,克服了镀锌钢管易 腐蚀,采用热熔连接的塑料管易漏水和老化的缺陷,是输气、输水、输油钢管的 升级换代的理想产品。具体优点如下: 1、不生垢、不结瘤、耐腐蚀 在钢管内复合薄壁不锈钢管,不锈钢管的材质为“gb12771-2000流体输送 用不锈钢焊接钢管”规定的0cr18ni9(美国标准为aisi304),由于钢中含有18% 的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续 氧化,故不锈钢有很强的耐腐蚀性能,不仅能承受水和空气的腐蚀,而且可以承 受弱酸弱碱的

316L不锈钢管焊接工艺 (2)
格式:pdf
大小:7KB
页数:3P
4.5
316l不锈钢管的焊接工艺 焊接工艺 (1)焊接方法:由于现场多数为不锈钢管道且大小不一,根据不锈钢的焊接特点,尽可能减小热 输入量,故采用手工电弧焊、氩弧焊两种方法,d>φ159mm的采用氩弧焊打底,手工电弧焊盖面。d ≦φ159mm的全用氩弧焊。焊机采用手工电弧焊/氩弧焊两用的ws7一400逆变式弧焊机。 document.write("");xno=xno+1; (2)焊接材料:奥氏体不锈钢是特殊性能用钢,为满足接头具有相同的性能,应遵循“等成分”原则选 择焊接材料,同时为增强接头抗热裂纹和晶间腐蚀能力,使接头中出现少量铁素体,选择hoocr19ni12m o2氩弧焊用焊丝,手弧焊用焊条chso22作为填充材料,其成分见表1和表2。 表1焊丝hoocr19ni12mo2化学成分(%) csimnps

316L不锈钢管焊接工艺
格式:pdf
大小:7KB
页数:3P
4.7
316l不锈钢管的焊接工艺 焊接工艺 (1)焊接方法:由于现场多数为不锈钢管道且大小不一,根据不锈钢的焊接特点,尽可能减小热 输入量,故采用手工电弧焊、氩弧焊两种方法,d>φ159mm的采用氩弧焊打底,手工电弧焊盖面。d ≦φ159mm的全用氩弧焊。焊机采用手工电弧焊/氩弧焊两用的ws7一400逆变式弧焊机。 document.write("");xno=xno+1; (2)焊接材料:奥氏体不锈钢是特殊性能用钢,为满足接头具有相同的性能,应遵循“等成分”原则选 择焊接材料,同时为增强接头抗热裂纹和晶间腐蚀能力,使接头中出现少量铁素体,选择hoocr19ni12m o2氩弧焊用焊丝,手弧焊用焊条chso22作为填充材料,其成分见表1和表2。 表1焊丝hoocr19ni12mo2化学成分(%) csimnps
316L不锈钢复合钢管焊接工艺和性能研究精华文档

316L不锈钢的焊接工艺
格式:pdf
大小:36KB
页数:3P
4.4
316l不锈钢的焊接工艺 1.奥氏体不锈钢的性能和焊接性分析 316l奥氏体不锈钢热导率低、线膨胀系数大,无磁性;抗拉 强度≥550n/mm2,屈服强度≥480n/mm2 1.焊接裂纹 (1)316l奥氏体不锈钢的导热系数大约只有低碳钢的一半, 而线膨胀系数却大得多,所以焊后在接头中会产生较大的焊 接内应力。 (2)316l奥氏体不锈钢的液、固相线的区间较大,结晶时间 较长,且奥氏体结晶的枝晶方向性强,所以杂质偏析现象比 较严重。 综上所述,316l奥氏体不锈钢焊接时比较容易产生焊接热 裂纹,包括焊缝的纵向和横向裂纹、火口裂纹、打底焊的根 部裂纹和多层焊的层间裂纹等。 2.316l奥氏体不锈钢焊接工艺 2.1焊接方法 316l不锈钢的焊接,根据不锈钢的特点,尽可能减少热输入量, 故采用手工电弧焊,氩弧焊两种方法。 2.2焊材选择 316l奥氏体不锈钢

316L不锈钢焊接工艺 (2)
格式:pdf
大小:130KB
页数:4P
4.7
以后有316l的焊接件一定要按此工艺执行。焊工资质需由《奥氏体不锈钢合格证》。 316l不锈钢管道焊接工艺 1.焊接准备 焊接方法:根据不锈钢的焊接特点,应尽可能减小热输入量,一般采用手工电弧焊、钨极氩弧焊 两种方法,φ>100mm的采用氩弧焊打底加电弧焊填充盖面。φ≦100mm且壁厚小于5mm的管 道采用全用氩弧焊,壁厚大于等于5mm的管道采用氩弧打底,电弧焊填充盖面。 电焊机:由于不锈钢焊接易产生引弧夹钨和收缩气孔需要配备高频引弧和电流衰减特性的专用 氩弧焊机。 焊材:焊丝采用φpp-tig316l,焊条采用:φ,使用前焊丝表面去除氧化层和油污使用丙酮或酒 精揩干净;焊条应200-250℃烘干1h,存放保温筒内随取随用。 焊接电流:不锈钢导热效率低,约为碳钢的1/3,电阻率约为碳钢的5倍,线膨胀系数比碳钢约 大50%,密度大于碳钢,因此焊接
316L不锈钢焊接工艺
格式:pdf
大小:147KB
页数:5P
4.4
以后有316l的焊接件一定要按此工艺执行。焊工资质需由《奥氏体不锈钢合格证》。 316l不锈钢管道焊接工艺 1.焊接准备 1.1焊接方法:根据不锈钢的焊接特点,应尽可能减小热输入量,一般采用手工电弧焊、钨极氩弧 焊两种方法,φ>100mm的采用氩弧焊打底加电弧焊填充盖面。φ≦100mm且壁厚小于5mm 的管道采用全用氩弧焊,壁厚大于等于5mm的管道采用氩弧打底,电弧焊填充盖面。 1.2电焊机:由于不锈钢焊接易产生引弧夹钨和收缩气孔需要配备高频引弧和电流衰减特性的专 用氩弧焊机。 1.3焊材:焊丝采用φ2.5/pp-tig316l,焊条采用:φ2.5-3.2/a022,使用前焊丝表面去除氧化层和油 污使用丙酮或酒精揩干净;焊条应200-250℃烘干1h,存放保温筒内随取随用。 1.4焊接电流:不锈钢导热效率低,约为碳钢的1/3,电阻率约为碳钢的5倍,
内衬不锈钢复合钢管的焊接
格式:pdf
大小:114KB
页数:2P
4.4
内衬不锈钢复合钢管的焊接工艺 内衬不锈钢复合钢管(304+q235b)是一种新兴的复合管材,具有耐腐蚀、耐高温、高延伸性、 高强度等特点,被广泛应用于新建和扩建石化装置的工艺管线中。 这种管材最大的使用问题是:基层和复合层的完全熔焊问题。为达到良好的焊接效果,正 确的焊接方法是: 1、焊前准备 焊接前将接触层的油漆、污垢及氧化层等清理干净,以免焊接过程中杂质受热会分解成 h2o和co2。 焊前还要对基层和复合层进行预热。预热采用电加热方法,以对口中心线为基准,两侧 不小于壁厚3倍,且不小于50mm,并防止过热。 2、焊接过程 先焊复合层,后焊基层,流程:封焊层——打底焊——过渡层——填充层——盖面层。 1)管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。 2)焊接时,应尽量采用多层焊,各焊层焊道的接
内衬不锈钢复合钢管焊接管配件
格式:pdf
大小:15KB
页数:4P
4.4
1 内衬不锈钢复合钢管焊接管配件 陈慧明 一)定义及特点: 1)定义: 以同一达标内衬不锈钢复合钢管为原材料,按相关所需管件对应国家标准要求,用自动熔极气保焊接工 方法焊接而成,各种类型及规格的内衬不锈钢复合钢管焊接管配件,简称为:内衬复合管焊接管配件。 2)特点: (1)内衬复合管焊接管配件的安装尺寸是按照其管道所用的配件国家标准尺寸;几何尺寸是按其材料管在制 造过程中衍生所致。 (2)内衬复合管焊接管配件的焊接质量是严格按焊接工艺参数控制;用自动焊接机使焊缝、焊接几何形状基 本统一,焊接质量稳定、可靠。 (3)使用内衬复合管焊接管配件,管道按装方便,检验到位、透明,管道网中各种性能统一、稳定、可靠、 安全。 (4)使用内衬复合管焊接管配件,管道网中造价成本低。 二)分类与规格及用途: 1)按连接方式分类: (1)沟槽连接: 沟槽管件连接技术也称卡箍连接技术,已成为当前液体
316L不锈钢复合钢管焊接工艺和性能研究最新文档
内衬不锈钢复合钢管焊接质量问题分析 内衬不锈钢复合钢管焊接质量问题分析
格式:pdf
大小:242KB
页数:3P
4.8
内衬不锈钢复合钢管是近年来发展起来的一种新型管材,具有高强度和良好的耐腐蚀性能,适用于严重腐蚀工况下的石油天然气输送,但在管线焊接过程中易出现一些质量问题。通过对焊接质量问题现象的描述,并对内衬不锈钢复合钢管的焊接参数和性能分析及对此类在用管线的对比调查,找出了出现质量问题的原因,并提出了通过产品改进消除此类焊接质量问题的建议,以利于此种新型管材的推广使用。
316L不锈钢管道焊接工艺
格式:pdf
大小:246KB
页数:6P
4.7
1 大连凯飞化学股份有限公司-年产7500吨醋 酸异丁酯(ibac)改建项目不锈钢管道 焊接工艺 316l(022cr17ni12mo2) 编制王甲安 审批战音军 施工单位:大连吉泰建筑安装工程有限公司 2014年08月10日 2 316l不锈钢管道焊接工艺 1技术特征 材质规格:316l(相当于022cr17ni12mo2) 工作介质:醋酸、异丁酯、酸性废水 设计压力:醋酸(、mpa)、异丁酯()、酸性废水() 工作压力:醋酸(、)、异丁酯()、酸性废水() 试验压力:设计压力的倍 本工艺根据《承压设备焊接工艺评定》nb/t17014-2011、现行 《压力容器焊接规程》nb/t47015-2011、《流体输送用不锈钢焊接钢 管》gb/t12771-2008、国标gb50236-2011《现场设备、工业管道焊 接工程施工及验收规

316L-不锈钢管道焊接工艺
格式:pdf
大小:170KB
页数:4P
4.7
316不锈钢管道焊接工艺 (1)焊接方法:由于现场多数为不锈钢管道且大小不一,根据不锈钢的焊接特点, 尽可能减小热输入量,故采用手工电弧焊、氩弧焊两种方法,d>φ159mm的采用氩弧焊 打底,手工电弧焊盖面。d≦φ159mm的全用氩弧焊。焊机采用手工电弧焊/氩弧焊两用的 ws7一400逆变式弧焊机。 (2)焊接材料:奥氏体不锈钢是特殊性能用钢,为满足接头具有相同的性能,应遵循“等 成分”原则选择焊接材料,同时为增强接头抗热裂纹和晶间腐蚀能力,使接头中出现少量铁 素体,选择hoocr19ni12mo2氩弧焊用焊丝,手弧焊用焊条chso22作为填充材料,其成 分见表1和表2。 表1焊丝hoocr19ni12mo2化学成分(%) csimnpsnicrmo 0.0120.131.700.0190.00713.231
316L不锈钢复合钢管焊接工艺和性能研究相关
文辑推荐
知识推荐
百科推荐

职位:电气给排水暖通工程师
擅长专业:土建 安装 装饰 市政 园林


