




310S耐热不锈钢的焊接性及焊接技术-赵虎
干燥技术与工艺 310s耐热不锈钢的焊接性及焊接技术 赵虎 (山东天力干燥设备有限公司山东济南250100) 摘要:对310s耐热不锈钢的焊接性进行研究分析,对材料的关键焊接技术进行介绍。 关键词:耐热不锈钢;焊接性;焊接技术 中途分类号:tg142文献标志码:a文章编号:1727-3080(2011)02-0092-03 奥氏体不锈钢中的耐热型不锈钢发明于20 世纪60年代,但由于存在材料焊接等问题,一 直没有大规模应用。直到20世纪80年代,随着 冶金技术的进步和新材料关键技术的突破,材料 的焊接性得到了改善,才使得这种钢材大规模应 用。310s(0cr25ni10)是耐热型不锈钢中的一 种,用途最为广泛,具有很好的抗氧化性、耐腐 蚀性,特别是具有良好的耐高温性能,最高使用 温度可以达到

编辑推荐下载
奥氏体不锈钢焊接性分析
格式:pdf
大小:82KB
页数:2P
 4.5
4.5
奥氏体不锈钢焊接性分析 姬 晶 (黑龙江机械制造高级技工学校,哈尔滨150038) 摘要:奥氏体不锈钢比其他不锈钢具有更优良的耐腐蚀性、耐热性和塑性。奥氏体不锈钢 焊接性能比较好。但如果焊接方法和工艺参数选择不当,仍可产生晶间腐蚀、裂纹等一些缺陷。为 防止这些缺陷的产生,有必要了解产生的原因和防止方法,在生产中加以预防,便可获得优良的焊 接接头。 关键词:奥氏体不锈钢;晶间腐蚀;刀状腐蚀;应力腐蚀 中图分类号:tg457 文献标志码:a 文章编号:100320794(2008)0720085202 austenitestainlesssteelweldablitybriefanalysis jijing (heilongjiangmachinerymanufacturetechnicalschool,
310s(2520)耐热不锈钢
格式:pdf
大小:18KB
页数:2P
4.5
310s不锈钢板《i5i/o22o/2i2o》耐热2520 不锈钢板 一:特性 抗氧化性比0cr23ni13好。实际上多作为 耐热钢使用。 二:牌号介绍 国内牌号0cr25ni20 美国牌号310s,又称2520,用于耐高温炉管制造。 三:化学成分 碳c:≤0.08 硅si:≤1.00 锰mn:≤2.00 硫s:≤0.030 磷p:≤0.035 铬cr:24.00~26.00 镍ni:19.00~22.00 四:力学性能 抗拉强度σb(mpa):≥520 条件屈服强度σ0.2(mpa):≥205 伸长率δ5(%):≥40 断面收缩率ψ(%):≥50 硬度:≤187hb;≤90hrb;≤200hv
310S耐热不锈钢焊接性及焊接技术热门文档
2205双相不锈钢的焊接性及焊接技术 (2)
格式:pdf
大小:1.1MB
页数:3P
4.3
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***

不锈钢焊接技术
格式:pdf
大小:11KB
页数:6P
4.5
1、预防不锈钢热裂纹的主要措施: (1)严格控制焊接缝中杂质的含量,同时可在焊缝金属中加入硅、钛、钼等。 (2)宜采用小直径焊条,小电流,快速焊和短弧焊;采用直流反接法,宜选用 超低碳或能造成双相组织的焊条或焊丝。 2、不锈钢用焊接夹具来控制焊接变形,当简体组装后,用夹具撑住待焊区,先 焊外缝,待焊缝区冷却至室温后卸下夹具,内缝经清根后再焊。 3、打底层采用“一点(或两点)“击穿断弧焊的操作手法,平均燃熄弧的频率在80~ 90次/min。断弧焊类似于无基值电流的脉冲焊法,平均热输入量小。熔池凝 固快,减少过热区域和晶粒长大倾向。且单面焊双面成型难度大。采用“断弧焊法 较为容易控制熔池成型。当前点熔池未完全结晶时,其偏析杂质又被后续熔池所 熔化,吹向熔渣,偏析杂质较为弥散,断口无宏观缺陷。 4、选用小直径焊条,小电流和小线能量的焊接规范参数。如板状平焊打底层用 2.5
不锈钢焊接技术要点
格式:pdf
大小:10KB
页数:2P
4.8
不锈钢焊接技术要点 一、采用垂直外特性的电源,直流时采用正极性(焊丝接负极) 1.一般适合于 6mm以下薄板的焊接, 具有焊缝成型美观,焊接变形量小的特点 2.保护气体为氩气,纯度为99.99%。当焊接电流为50~150a 时,氩气流量为8~10l/min,当电流为150~250a时,氩气流量为 12~15l/min。 3.钨极从气体喷嘴突出的长度,以4~5mm为佳,在角焊等 遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工 作的距离一般不超过15mm。 4.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必 清理干净。 5.焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接 不锈钢时,以1~3mm为佳,过长则保护效果不好。 6.对接打底时,为防止底层焊道的背面被氧化,背面也需要 实施气体保护。 7.为使氩气很好地保护焊接熔池
 奥氏体不锈钢焊接技术
奥氏体不锈钢焊接技术 奥氏体不锈钢焊接技术
格式:pdf
大小:190KB
页数:3P
4.4
通过对奥氏体不锈钢的焊接性能进行分析,选用适宜的焊接方法、焊接材料,制定适宜的焊接工艺,确保产品焊接接头性能符合产品技术条件要求。
310S耐热不锈钢焊接性及焊接技术精华文档
不锈钢焊接技术要求
格式:pdf
大小:27KB
页数:2P
4.4
imt992platform supplyvessel不锈钢的焊接技术要求ytrs643-91-07 第2页 共3页 一、总体要求: 1.从事不锈钢施工的焊工及其它相关人员应遵守本工艺。 2.定位焊及正常焊接必须由具有相应等级不锈钢焊工证书的焊工进行 施焊。 二、焊前准备: 1.储存、吊装、运输 1.1不锈钢件储存:应有专用存放架,存放架应为木质或表面喷漆的碳钢支架 或垫以橡胶垫,以与碳钢等其它金属材质隔离。存放时,储存位置应便于吊 运,与其它材料存放区相对隔离,应有防护措施,不锈钢钢管两端加防护盖 以避免灰尘、油污、铁锈对不锈钢的污染。 1.2不锈钢件吊装:吊装时,应采用专用吊具,如吊装带、专用夹头等,严 禁使用钢丝绳以免划伤表面;并且在起吊和放置时,应避免冲击磕碰造成划 伤。 1.3不锈钢件运输:运输时,
不锈钢焊接性及焊接工艺查询专家系统 不锈钢焊接性及焊接工艺查询专家系统
格式:pdf
大小:234KB
页数:5P
4.6
access数据库作为知识库,利用microsoftvisualbasic软件开发界面友好的不锈钢焊接性及焊接工艺查询专家系统。介绍了系统的构成、功能以及实现方法。该系统也将有助于推进制造技术的信息化。
不锈钢焊接规程
格式:pdf
大小:21KB
页数:2P
4.5
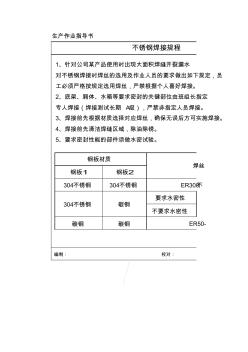
1、针对公司某产品使用时出现大面积焊缝开裂漏水 对不锈钢焊接时焊丝的选用及作业人员的要求做出如下规定,员 工必须严格按规定选用焊丝,严禁根据个人喜好焊接。 2、底架、厢体、水箱等要求密封的关键部位由班组长指定 专人焊接(焊接测试长期a级),严禁非指定人员焊接。 3、焊接前先根据材质选择对应焊丝,确保无误后方可实施焊接。 4、焊接前先清洁焊缝区域,除油除锈。 5、要求密封性能的部件须做水密试验。 钢板1钢板2 304不锈钢304不锈钢 要求水密性 不要求水密性 碳钢碳钢 编制: 校对: 钢板材质 焊丝 304不锈钢碳钢 er308不 er50- 生产作业指导书 不锈钢焊接规程 裂漏水的质量问题, 焊丝的选用及作业人员的要求做出如下规定,员 定选用焊丝,严禁根据个人喜好焊接。 水箱等要求密封的关键部位由班组长指定 测试

不锈钢船用焊接技术及焊接材料
格式:pdf
大小:386KB
页数:5P
4.6
不锈钢船用焊接技术及焊接材料 (选自《机械工人》(热加工)2007年第2期th2007038/2) 一、我国造船业的发展 我国造船业在建国初期伴随共和国成长的步伐,在非常薄弱的基础上艰难起 步。经过几代人不懈的努力,自力更生,自主创新,由只能修船到自行建造现代 化船艇,记录了我国船舶建造业成长的历程。经过几十年的奋斗拼搏,中国已经 和韩国、日本一同跻身世界造船三甲之列。然而,进军世界第一造船大国的目标 不仅是造船总量的增长,要成为造船强国,必须要在造船技术和水平上有所突破 和提高。进入21世纪以来,中国造船业在尖端领域加速了“攀高”的步伐,并 且已经取得了令人瞩目的成就。目前,除常规船型外,中国已经能够建造30万 吨级巨型油轮(vlcc)、大型集装箱船、成品油船、液化天然气(lng)船,双相不 锈钢化学品船等各类高技术、高附加值船舶,具备了多种船型的建造
310S耐热不锈钢焊接性及焊接技术最新文档
不锈钢焊接性分析与焊接工艺设计专家系统 不锈钢焊接性分析与焊接工艺设计专家系统
格式:pdf
大小:308KB
页数:5P
4.5
针对不锈钢焊接建立的专家系统,可对各类不锈钢按照不同的焊接方法进行焊接性分析,焊接人员可方便地查询到分析结果,同时还可以对系统提供的焊接性分析结果进行浏览、修改、添加、删除。焊接性分析可以为后续的焊接工艺设计打下良好的基础。焊接工艺设计采用正向推理机制,根据焊接方法、母材及其厚度等条件推理出焊接所需的焊接工艺参数,最后生成工艺指导书。系统不但可以针对不同的焊接方法和待焊母材进行工艺查询,还可以针对设计日期和工艺编号进行工艺查询,而且具有修改、删除和添加焊接工艺参数的功能。
不锈钢焊接技术条件2_1_
格式:pdf
大小:90KB
页数:5P
4.8
不锈钢焊接程序 1.目的和使用范围 为了保证不锈钢管的焊接质量,特制定本程序。 本程序适用于不锈钢覆面、预埋件及相关结构的焊接(以下统称 不锈钢焊接)。 本程序适用于工艺介质接触的所有不锈钢管道和设备的焊接安 装。 2.依据文件 2.1《实用焊接技术手册》(李亚江等主编—石家庄:河北科学 技术出版社,2002isbn7-5375-2592-7) 2.2《不锈钢焊接》(张其枢等编著—北京:机械工业出版社, 2000.3isbn7-111-07846-2) 2.3《材料焊接工程(下)》 (中国材料工程大典,第23卷,材料焊接工程,下/史耀武主编 —北京:化学工业出版社,2005.8isbn7-5025-7323-9) 3.材料 3.1不锈钢焊接选用的焊接材料,应符合设计图纸和设计规范的 规定,当需要代用时,应按规定的程序办理合法的代用手续。 4.
不锈钢焊接技术交底
格式:pdf
大小:45KB
页数:5P
4.5
1 1、焊接施工程序 2、施工方法及技术要求 2.1施工方法 2.1.1焊接材料的选择 2.1.1.2304l之间:焊丝采用h00cr21ni10;焊条采用a002; 2.1.1.3316l之间:焊条采用a022;焊丝采用h00cr19ni12mo2; 2.1.2焊接方法 2.1.2.1φ≤114mm均采用手工钨极氩弧焊 2.1.2.2φ>114mm采用手工钨极氩弧焊打底,手工电弧焊盖面 2.1.3对焊工要求 2.1.3.1焊工必须按国家《锅炉压力容器焊工考试规则》中规定进行考试,从事合格项目 图纸焊口编号 每日焊接焊口输入 qc工程师确认抽检 探伤工从微机上查找透视焊口探伤 探伤结果不合格合格 返修 资料整理 交工 qc工程师确认 2 范围内的焊接工作。 2.1.3.2焊接人员施焊过程中必须执行焊接方案、焊接过程卡及焊接工艺规程,见附表。 2.1.
奥氏体不锈钢焊接技术条件
格式:pdf
大小:8KB
页数:3P
4.5
奥氏体不锈钢焊接技术条件 目的和使用范围为保证2#核岛奥氏体不锈钢的焊接质 量,特制定本程序。 本程序适用于2#核岛奥氏体不锈钢覆面、预埋件及相关结构的焊接(以下 统称不锈钢焊接)。 2.依据文件 2.1《2#核岛土建工程施工质量保证大纲》(eeqaa9901000) 2.2《核动力厂安全包容系统构件焊接基本规则》 (пнаэт-10-31-92) 2.3《原子能电站安全隔离系统构件焊接接头检验规则》 (пнаэт-10-32-92) 2.4asme《锅炉压力容器规范》第ⅸ卷 2.5《不锈钢覆面施工过程控制程序》(eelba2102035) 3.材料 3.1不锈钢焊接选用的焊接材料,应符合设计图纸和设计规范的规定,当 需要代用时,应按规定的程序办理合法的代用手续。 3.2焊材的采购和验收应按《物项和服务的采购控制程序》(eemda9901001) 和《物项验
304不锈钢焊接
格式:pdf
大小:9KB
页数:1P
4.6
天津金桥焊材集团有限公司www.***.*** 304不锈钢焊接 一、概述 304不锈钢(0cr18ni9,aisi304,sus304)是在最初发明的18-8型铬镍奥氏体不锈钢的 基础上发展演变的钢种,是不锈钢的主体钢种,其产量占不锈钢总产量的30%以上。它具 有良好的冷、热加工性能、无磁性和好的低温性能;耐高温方面也比较好,一般使用温度极 限小于650℃。304型不锈钢具有优良的不锈耐腐蚀性能和较好的抗晶间腐蚀性能。对氧化 性酸,在实验中得出:浓度≤65%的沸腾温度以下的硝酸中,304不锈钢具有很强的抗腐蚀 性。对碱溶液及大部分有机酸和无机酸亦具有良好的耐腐蚀能力,以及大气、水、蒸汽中耐 蚀性亦佳。 304不锈钢的良好性能,使其成为应用量最大、使用范围最广的不锈钢牌号,此钢适于 制造深冲成型的部件以及输送腐蚀介质管道、容器,
310S耐热不锈钢TIG焊接接头组织与力学性能研究 310S耐热不锈钢TIG焊接接头组织与力学性能研究
格式:pdf
大小:333KB
页数:未知
4.3
采用钨极氩弧焊焊接方法,以不同的焊接工艺方案对310s奥氏体耐热不锈钢进行焊接试验.焊接试验完成以后观察焊缝成形的外观质量,采用金相显微镜对焊接接头进行显微组织观察分析,并进行力学性能测试.结果表明:在焊接电流i=140a、焊接速度v=0.32m/min的焊接工艺方案下,焊缝外观质量优良,焊接接头的组织和性能是最优的.在该焊接工艺方案下,焊缝区的晶粒组织细小均匀,拉伸试验的断裂位置在母材区域,并且焊接接头的抗拉强度为481mpa,能达到母材抗拉强度的91%以上.
酒钢《310S耐热不锈钢关键生产技术研究》项目通过验收 酒钢《310S耐热不锈钢关键生产技术研究》项目通过验收
格式:pdf
大小:79KB
页数:1P
4.7
目前,酒钢集团5项科技计划项目通过嘉峪关市科技局验收,其中包括酒钢宏兴不锈钢分公司的《310s耐热不锈钢关键生产技术研究》项目。
304ss不锈钢焊接
格式:pdf
大小:400KB
页数:9P
4.4
中石化集团南京工程有限公司储罐工程分公司1 304ss不锈钢的焊接性 武汉乙烯液体产品罐区工艺管线,3730区域管线不锈钢304材质较多,不锈钢(stainless steel)指耐空气、蒸汽、水等弱腐蚀介质和酸、碱、盐等化学浸蚀性介质腐蚀的钢,又称 不锈耐酸钢。实际应用中,常将耐弱腐蚀介质腐蚀的钢称为不锈钢,而将耐化学介质腐蚀的 钢。 一.304不锈钢简介 304不锈钢是一种通用性的不锈钢材料,防锈性能比200系列的不锈钢材料要强。耐高 温方面也比较好,能高到到1000-1200度。304不锈钢具有优良的不锈耐腐蚀性能和较好的 抗晶间腐蚀性能。对氧化性酸,在实验中得出:浓度≤65%的沸腾温度以下的硝酸中,304 不锈钢具有很强的抗腐蚀性。对碱溶液及大部分有机酸和无机酸亦具有良好的耐腐蚀能力。 304不锈钢是一种常见的不锈钢,业内也叫做18/8不
310S耐热不锈钢焊接性及焊接技术相关
文辑推荐
知识推荐
百科推荐


职位:消防报警工程师
擅长专业:土建 安装 装饰 市政 园林


