

2205双相不锈钢复合钢板的焊接
格式:pdf
大小:33KB
页数:2P
人气 :78
 4.8
4.8
阐述了2205双相不锈钢复合钢板的焊接性能。通过对国内2205双相不锈钢复合钢板焊接性能的研究进展及采用的研究方法和取得的成果的研究,确定了焊接材料、焊接工艺参数和焊接工艺,并将其应用在焊接工程中。这既满足容器设计和规范的要求,也为此种材料的焊接积累经验。



 双相不锈钢复合钢板的焊接
双相不锈钢复合钢板的焊接 双相不锈钢复合钢板的焊接
阐述了双相不锈钢复合钢板的焊接性,通过焊接工艺评定确定了焊接工艺参数,并将其应用在焊接工程中,获得了满意的焊接质量,满足了设计与规范要求,为同种材料的焊接积累了宝贵的经验。
双相不锈钢复合钢板的焊接 双相不锈钢复合钢板的焊接
举世瞩目的三峡工程在排砂钢管的制作安装中,选用了双相不锈钢复合钢板,这在国内水电建设中尚属首次。而双相不锈钢复合钢板的焊接在金属结构制作安装中要求高,难度大。为此进行了大量的工艺评定、焊工培训以及产品焊接等应用研究。较全面地掌握了双相不锈钢复合钢板的焊接技术,保证了三峡工程金属构件的制造安装。
编辑推荐下载
2205双相不锈钢复合钢板的应用 2205双相不锈钢复合钢板的应用
格式:pdf
大小:173KB
页数:1P
4.7
2205钢(00cr22ni5mo3n)是在各种酸、盐环境下,特别是受到氯化物污染情况下,有更好耐腐蚀性能的一种双相不锈钢。在设计选用时,对其耐蚀性能、力学性能、制造特点要有充分的认识,特别是对制造过程中的焊接工艺要高度重视。
2205双相不锈钢复合钢板的焊接热门文档

 不锈钢复合钢板焊接裂纹
不锈钢复合钢板焊接裂纹 不锈钢复合钢板焊接裂纹
格式:pdf
大小:242KB
页数:3P
4.5
针对经常出现的复合板焊接裂纹问题,结合金相检验、理化试验,利用舍夫勒图进行原因分析。结果表明,过渡区马氏体组织的生成,异种钢接头的热应力是产生焊接裂纹的主要原因。减小熔合比是防止裂纹产生的关键。
不锈钢复合钢板及焊接 不锈钢复合钢板及焊接
格式:pdf
大小:505KB
页数:3P
4.4
主要对不锈钢复合钢板进行简介,并介绍不锈钢复合钢板的焊接特点,详细介绍不锈钢复合钢板焊接材料的选择、焊前准备、焊接规范、不锈钢复合钢板焊材的选用、不锈钢复合钢板焊接中应注意的问题。不锈钢复合钢板及焊接在我公司得到广泛的应用,经济效益明显。针对不同的行业,不同的环境,在实际生产中可借鉴使用,会取得良好的经济效益和使用效果。
不锈钢复合钢板焊接探讨 不锈钢复合钢板焊接探讨
格式:pdf
大小:506KB
页数:3P
4.4
不锈钢复合板具有广阔的发展前景,焊接技术是其推广应用的关键技术。本文就不锈钢复合板焊接中可能出现的问题以及在实际焊接中应采取的工艺措施进行了讨论。
2205双相不锈钢复合钢板的焊接精华文档
2205双相不锈钢与304奥氏体不锈钢的焊接.
格式:pdf
大小:784KB
页数:17P
4.6
摘要: 采用焊条电弧焊(smaw,以e2209作填充材料对2205双相不锈钢与304奥氏 体不锈钢异种金属焊接工艺进行研究,通过优化焊接工艺参数,获得了具有良好力学 性能和合适双相比例的焊接接 头。接头力学性能测试表明,拉伸试样断裂发生在强度相对较低的304母材 侧;2205母材侧热影响区的显微硬度值高于焊缝和2205母材,而304母材侧热影响 区的显微硬度值高于304母材。对接头过渡层 进行xrd相结构分析, 未发现m23c6、cr2n和σ等有害相析出,接头拉伸断口扫描观察表明,接头 呈明显韧性断裂特征。接头性能满足工程实际应用要求。关键词: 双相不锈钢;奥氏体不锈钢;异种金属;焊接工艺中图分类号: tg457.1文献标识码:a文章编号: 1001-2303(201101-0073-05第41卷第1期201
 2205双相不锈钢与304奥氏体不锈钢的焊接
2205双相不锈钢与304奥氏体不锈钢的焊接 2205双相不锈钢与304奥氏体不锈钢的焊接
格式:pdf
大小:787KB
页数:5P
4.4
采用焊条电弧焊(smaw),以e2209作填充材料对2205双相不锈钢与304奥氏体不锈钢异种金属焊接工艺进行研究,通过优化焊接工艺参数,获得了具有良好力学性能和合适双相比例的焊接接头。接头力学性能测试表明,拉伸试样断裂发生在强度相对较低的304母材侧;2205母材侧热影响区的显微硬度值高于焊缝和2205母材,而304母材侧热影响区的显微硬度值高于304母材。对接头过渡层进行xrd相结构分析,未发现m23c6、cr2n和σ等有害相析出,接头拉伸断口扫描观察表明,接头呈明显韧性断裂特征。接头性能满足工程实际应用要求。
不锈钢复合钢板20R+0Cr13的焊接 不锈钢复合钢板20R+0Cr13的焊接
格式:pdf
大小:298KB
页数:2P
4.5
叙述了20r+0cr13(δ24+3)不锈钢复合钢板的焊接特点和焊接工艺,认为不锈钢板在焊接过程中,接合面是影响焊接质量的关键之处,通过焊接试验确定其合理的焊接工艺,可以保证焊接接头具有良好的机械性能及耐晶间腐蚀能力。
双相不锈钢复合钢板压力容器加工工艺 双相不锈钢复合钢板压力容器加工工艺
格式:pdf
大小:1.1MB
页数:3P
4.6
文章从双相不锈钢复合钢板一级分离器的制造问题入手,制定了设备的工艺方案,并通过详细的方案拟定接管法兰的焊接加工工艺,从保证焊接质量、节约制造成本及简化工艺流程的角度分析并选择适合工艺方案。
2205双相不锈钢复合钢板的焊接最新文档
双相不锈钢2205+Q345C复合钢板研制 双相不锈钢2205+Q345C复合钢板研制
格式:pdf
大小:2.5MB
页数:5P
4.7
爆炸复合钢板的关键工序是爆炸复合、热处理、覆层拼接及未结合补焊。介绍2205+q345c双相不锈钢复合钢板的爆炸焊接工艺,通过控制板间距、炸药配方、炸药密度及厚度、地基等方面,获得了理想的结合质量。为消除爆炸焊接应力,通过选择合理的热处理工艺,复合钢板既获得了基材良好的力学性能又保证了覆层优异的耐腐蚀性能。同时,为满足标准或技术条件要求,通过控制覆层的拼接和未结合区域补焊的质量,获得了优良的焊缝性能。从而保证了2205双相不锈钢复合板的力学性能、耐蚀性、相比等均满足技术要求。
 焊接不锈钢复合钢板的注意事项
焊接不锈钢复合钢板的注意事项 焊接不锈钢复合钢板的注意事项
格式:pdf
大小:45KB
页数:1P
4.3
(1)绝对禁止用焊接基层的焊接材料焊接过渡层或覆层,反之同理。(2)在覆层一侧用基层焊接材料焊接基层时,应在覆层表面涂上白垩粉加以保护,防止飞溅沾结在覆层上。
不锈钢复合钢板的焊接工艺 不锈钢复合钢板的焊接工艺
格式:pdf
大小:127KB
页数:3P
4.5
对不锈钢复合钢板的焊接特点进行了理论分析,总结出其焊接三要素:焊接坡口、焊接材料和参数、焊接顺序。实践证明,只要遵循其焊接要点,不锈钢复合钢板的焊接质量是非常稳定的。
浅谈不锈钢复合钢板的焊接 浅谈不锈钢复合钢板的焊接
格式:pdf
大小:805KB
页数:1P
4.3
不锈钢复合钢板是一种新型材料,它由复层(不锈钢)和基层(碳钢、低合金钢)组成,通常复层只有1.5~3.5mm厚,比单体不锈钢钢板可节约60%~70%的不锈钢,具有很高的经济价值。一、焊接特性分析
S2205双相不锈钢选用与焊接 S2205双相不锈钢选用与焊接
格式:pdf
大小:197KB
页数:2P
4.5
在石油、化工、造纸、海上作业等工程领域,双相钢以其优越的力学性能与综合的耐腐蚀性赢得了使用者的青睐,笔者参与的重要项目也选用了s2205双相不锈钢这一优质材料作为设备得主要材料。这里本文旨在说明s2205双相不锈钢在具体工程实施过程中的技术要点,其中包括它的耐蚀性、焊接性、焊接工艺参数和焊接要点等。
不锈钢复合钢板油箱的焊接 不锈钢复合钢板油箱的焊接
格式:pdf
大小:450KB
页数:3P
4.7
针对a3+1cr18ni9ti不锈钢复合钢板焊接时容易出现的问题进行分析,选用了合理的焊接材料及工艺方法,确保了油箱的焊接质量
不锈钢复合钢板的焊接要点及技巧 不锈钢复合钢板的焊接要点及技巧
格式:pdf
大小:130KB
页数:4P
4.6
不锈钢复合钢板既有不锈钢较强的耐腐蚀性,又有普通钢的经济性。但其制造及焊接工艺较复杂,特别是对过渡层及复合层的焊接质量要求很高。由于不锈钢复合钢板是由两层不同性质的钢板复合而成,故在焊接时有其特殊性,本文针对不锈钢复合钢板的焊接要点及技巧进行了简单的探讨。
不锈钢复合钢板的焊接工艺
格式:pdf
大小:271KB
页数:4P
4.3
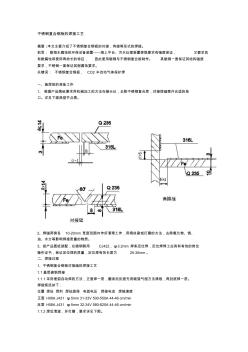
不锈钢复合钢板的焊接工艺 摘要:本文主要介绍了不锈钢复合钢板的对接,角接等形式的焊接。 前言:耐海水腐蚀的环保设备装置——海上平台、污水处理装置等既要求有强度保证,又要求具 有耐腐蚀和使用寿命长的特征,因此使用碳钢与不锈钢复合板制作。其碳钢一面保证其结构强度 要求,不锈钢一面保证其耐腐蚀要求。 关键词:不锈钢复合钢板,co2半自动气体保护焊 一、施焊前的准备工作 1、根据产品图纸要求用机械加工的方法在接头处,去除不锈钢复合层,对接焊缝需开合适的坡 口。详见下面典型节点图。 2、焊缝两侧各10-20mm宽度范围内作好清理工作,用钢丝刷或打磨的方法,去除氧化物、锈、 油、水分等影响焊接质量的物质。 3、按产品图纸装配,在碳钢侧用cj422,φ3.2mm焊条定位焊,定位焊焊工应具有有效的岗位 操作证书,保证定位焊的质量,定位焊有效长度为25-30mm。 二、焊接过程
2205双相不锈钢复合钢板的焊接相关
文辑推荐
知识推荐
百科推荐


职位:电气助理工程师
擅长专业:土建 安装 装饰 市政 园林


