

17MnNiVNbR钢焊接接头的性能
格式:pdf
大小:1.0MB
页数:4P
人气 :69
 4.6
4.6
用电弧焊和埋弧焊对17MnNiVNbR钢板进行了对接焊,并对焊接接头进行拉伸、冲击、落锤及裂纹尖端张开位移试验,用光学显微镜观察了焊缝和热影响区的显微组织。结果表明:焊后经(570±15)℃×1h热处理后,焊接接头综合性能优良,可满足国标的要求;焊缝组织由先共析铁素体、针状铁素体和颗粒状贝氏体组成,粗晶热影响区组织为粗大的贝氏体。



钢筋焊接焊接接头性能检测
作业指导书文件编号: 第一页:共页 名称:钢筋焊接接头机械性能试验生效日期: 编制:建材室批准: 日期: 密级:秘密发放登记号: 1 钢筋焊接接头机械性能试验作业指导书 (包括对钢筋焊接接头拉伸性能和弯曲性能的检测) 1项目名称 钢筋焊接接头机械性能试验。 2适用范围 适用于闪光对焊、电弧焊、电渣压力焊、气压焊、预埋件埋弧压力焊的钢筋焊接接头。 3编制依据和采用标准 jgj18-96钢筋焊接及验收规程 jgj27-86钢筋焊接接头试验方法 4检测人员 xxx 5设备仪器 5.1万能材料试验机、 型号:wi-100 量程:最大荷载100吨 准确度:一级 分辩率:0.5kn。 5.2液压式万能材料试验机 型号:wp—30t 量程:0—50kn、0—150kn、0—300kn 最小分辨

焊接接头论文
焊接接头论文 基于国外标准的焊接接头疲劳设计与工艺实现一体化研究 摘要:综述了基于国外标准的焊接接头疲劳设计与工艺实现一体 化研究的重要性,设计了相应的数据库。嵌套了bsi/iiw/din6700标 准。基于bsi和iiw标准中接头形式,可确定焊接接头的疲劳等级; 根据已知的焊接接头的应力谱,基于miner疲劳积累损伤理论,可计 算出焊接接头的疲劳寿命:根据din6700标准,自动打印焊接工艺 文件,从而实现基于国外标准的焊接接头疲劳寿命预测与工艺要求的 一体化。算例证明该系统具有很好的工程应用价值。 关键词:焊接接头;数据库;一体化 在工程机械使用中,焊接结构件的焊接接头或焊缝金属容易引发 结构疲劳破坏,严重影响机械设备的寿命。通过计算焊接接头的疲劳 寿命预测可以预先知道焊接接头的寿命,从而保证产品的运行的安全 性。bs标准和iiw标准提供了各种焊
编辑推荐下载


焊接接头组织
格式:pdf
大小:25KB
页数:5P
4.5
焊接接头组织 电弧焊接时,焊接电弧使焊件局部加热和熔化,同时加入填充金属(焊条或焊 丝),形成金属熔池,并不断把热量传给周围冷的母材金属。当电弧移开后,熔 池的温度迅速降低,熔池中液体金属凝固成焊缝。由于热传导的作用,母材将受 到不同程度的加热和冷却,相当于进行了一次热处理,使其组织和性能发生了变 化,这部分金属所占的区域就称为焊缝的热影响区。焊接接头是焊缝和热影响区 的总称。 由于电弧对焊接接头的加热是不均匀的,焊缝区温度达到金属的熔化温度, 而在整个热影响区中,离焊缝越近温度就越高。因此,在焊接接头组织中不仅组 织和性能都不均匀,而且在焊缝和热影响区中还容易产生各种焊接缺陷,存在焊 接残余应力和应力集中。焊接接头组织和性能与焊接方法、焊接规范、接头形式 等因素有关,并直接影响焊接结构的性能和可靠性。 热影响区某点加热的最高温度、高温停留时间及冷却速度
17MnNiVNbR钢焊接接头性能热门文档
 焊接热循环对焊接接头性能的影响
焊接热循环对焊接接头性能的影响 焊接热循环对焊接接头性能的影响
格式:pdf
大小:135KB
页数:3P
4.8
本文采用加热的方式模拟焊接过程中焊接接头的受热过程,对接头进行拉伸、弯曲和冲击试验,得到不同的热循环对焊接接头性能的影响规律,以便在实际生产中优化焊接工艺,减小焊接热循环对焊接接头的影响,提高接头使用性能。
焊接热输入对钛材焊接接头性能的影响 焊接热输入对钛材焊接接头性能的影响
格式:pdf
大小:127KB
页数:3P
4.6
对工业纯钛的焊接性进行了分析,根据氧化试验温度与颜色的关系,针对焊接速度不变、电弧电压不变、焊接保护措施不变,仅改变焊接电流研究焊接热输入对钛材的焊缝、haz焊接性能的影响,通过检验焊缝表面颜色与力学性能,讨论了高温区氧、氢、氮的吸收,温度、硬度、颜色变化等对焊接性能的影响,总结在焊接保护措施保持不变条件下热输入对焊逢、haz组织的影响规律,并提出焊接该材料的优化工艺措施,如焊前准备、焊接材料、坡口形式、焊接工艺参数等焊接操作要点,以保证焊接质量。

钢筋焊接接头检验报告
格式:pdf
大小:66KB
页数:5P
4.5
莲花县建筑材料试验室 钢筋焊接接头检验报告 检验编号:2008012101 委托单位萍乡联发建筑有限责任公司样品来源工地送样 工程名称莲花县诚信医药城商住楼收样日期2008.01.20 使用部位一层柱子检验日期2008.01.20 焊接方法电渣压力焊报告日期2008.01.21 生产厂家萍钢样品规格?22 检测仪器万能试验机仪器编号we—500 检测依据jgj18——2003检测环境20±3度 见证单位萍乡华厦监理公司见证人易维汉 拉伸试验 试件编号实测直径(mm)抗拉强度(mpa) 标准值——490 122.0510 222.0510 322.0515 检验结论焊接力学性能检验符合hrb335的标准要求 技术负责人:校核:检验: 莲花县建筑材料试验室 钢筋焊接接头检验报告 检验编号:2

钢材焊接接头检验委托单
格式:pdf
大小:22KB
页数:1P
4.6
广西华安建设工程质量检测有限公司受控号:hawt-12 钢材焊接接头检验委托单 no:焊材2015- 委 托 方 填 写 委托单位工程地址 工程名称组数 工程部位 钢材品种 焊接种类 样品规格 样品牌号 生产厂家 炉、批号 焊工姓名及证号 样品数量(根) 代表批量(个) 样品处理□退样□不退样□退样□不退样□退样□不退样 委托检验□普通送检□见证送检□监督抽检□委托抽检 检验项目□抗拉强度□弯曲性能 检验依据□jgj18—2012□jgj81—2002 报告份数□一式4份□其它要求: 备注 取样人取样证号电话 我方确认检验项目和检验依据,并保证对所提供的样品及资料的真实性负责,提供一切必须的合作, 并支付所需的检验费用。 联系电话:委托方代表[签字]:年月日 见证单位 见证人(签名)

6钢材焊接接头检验报告
格式:pdf
大小:43KB
页数:2P
4.3
钢材焊接接头检验报告 有见证送检gd2102006 委托单位:报告编号: 工程名称:收样日期: 检验性质:检验日期: 检验依据:报告编写日期: 试 试样编号00063—0100063—0100063—03 试样名称 试样规格(mm) 截面面积 焊接类别 牌号 炉号 批号 批量 工程部位 样 检验项目技术要求检验结果检验结果检验结果 拉 伸 试 验 抗拉 强度 (mpa) 断裂 位置 弯 曲 试 验 裂纹及 缺陷 检验 结论 备注 注:未经本站书面批准,不得部分复制检验报告(完整复制除外)。 批准:审核:校核:检验: 地址:邮政编码: 电话:传真: 说明 gd2102006 1.本报告适用于桁架或网架(壳)结构、多层和高层梁-柱框架结构等工业与民用建筑和一般构筑物的钢 结构工程中的手工电弧焊、气体保护焊、自保护焊、埋弧焊、电
17MnNiVNbR钢焊接接头性能精华文档
钢筋焊接接头检验
格式:pdf
大小:25KB
页数:1P
4.8
遂溪县建筑工程质量检测站 钢筋焊接接头委托检验协议书 第页/共页 委托单位:送样人: 单位地址:联系电话: 检验单位:遂溪县建筑工程质量检测站收样人: 单位地址:广东省遂溪县遂城镇东山路18号联系电话:0759-7763491 兹经双方协议如下: 1、委托检验方确认检验项目、检验依据,保证样品和资料的真实性,按时支付检验费,及时领取报告。 2、有见证取样的,见证人确认见证样品的代表性和对取样、送检的真实性负责。 3、工程质量监督管理部门对监督抽检样品的代表性和取样、送检的真实性负责。 4、承接检验方按委托方要求的检验依据所规定的检验方法对委托检验项目进行检验,保证检验的公正性,对检验数 据负责,为委托方提供的样品及其有关资料保密,并及时提供检验报告。 协议日期:年月日 工程名称委托编号w-gh-cj 施工单位联系电话 见证取样见证单位

钢管桩焊接接头 (2)
格式:pdf
大小:9KB
页数:1P
4.4
个人资料整理仅限学习使用 1/1 钢管桩焊接接头 采用焊接的方法 (1> 管端的浮锈,油污等脏物必须清除,潮湿处应烘干,管径经锤打后如有变形,应整修合格 。 (2>焊接时应校正垂直度,间隙应为2-4mm。 (3>焊丝使用前应经200~300℃烘干2h,并存放在烘箱内,维持恒温150℃。 (4>钢管桩应采用多层焊,每层焊缝的接头应错开,焊渣应清除。 (5> 当风速大于10m/s或气温低于0℃及雨雪天气,桩管潮湿又无措施保证质量时,不得施焊。 (6>每个接头焊接完毕,应冷却1min后,方可继续锤击。
(整理)型钢标准焊接接头.
格式:pdf
大小:126KB
页数:14P
4.6
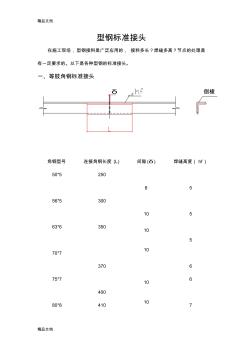
精品文档 精品文档 型钢标准接头 在施工现场,型钢接料是广泛应用的,接料多长?焊缝多高?节点的处理是 有一定要求的。以下是各种型钢的标准接头。 一、等肢角钢标准接头 倒棱δ 角钢型号连接角钢长度(l)间隙(δ)焊缝高度(hf) 50*5250 85 56*5300 105 63*6350 10 5 70*7 370 10 6 75*7 400 106 80*8410107 精品文档 精品文档 90*8460127 100*10490 12 9 110*10540129 125*126401410 140*14690 14 12 160*147901412 180*16860 14 14 200*208402018 二、不等肢角钢标准接头 δ倒棱 角钢型号连接角钢长度
异种钢焊接接头的裂纹分析 异种钢焊接接头的裂纹分析
格式:pdf
大小:1.0MB
页数:4P
4.5
通过宏观检查、化学成份分析、硬度检测、金相检验、断口观察,本文分析超了超临界机组用高温过热器管屏中异种钢焊接接头裂纹产生原因,提出了相应的预防措施和建议。
钢轨焊接接头平直度研究 钢轨焊接接头平直度研究
格式:pdf
大小:546KB
页数:4P
4.6
钢轨焊接接头是无缝线路的重要组成部分,其平直度情况对于列车行车速度、运行平稳性和旅客乘坐舒适性具有重要影响。采用型尺测量方法,对某线路现场新铺钢轨焊接接头平直度进行了测量、统计及分析,结果表明现役钢轨焊接接头平直度与tb/t1632-2005《钢轨焊接》关于平直度的要求差距很大。结合轨道平顺性控制特点,总结了钢轨焊接接头平直度控制的主要措施,对钢轨焊接接头平直度研究方向提出了建议,指出全面系统研究钢轨焊接接头平直度,对于发展我国高速重载无缝线路、加快经济建设等具有重要意义。
17MnNiVNbR钢焊接接头性能最新文档
异种钢焊接接头碳迁移研究现状 异种钢焊接接头碳迁移研究现状
格式:pdf
大小:377KB
页数:5P
4.5
从异质接头熔合线附近的显微组织、碳化物演变、碳迁移的计算与模拟、碳迁移对腐蚀性能和高温蠕变性能的影响等方面,对国内外在异种钢焊接接头碳迁移方面的研究成果进行了综述。

确保大桥钢结构整体焊接接头
格式:pdf
大小:22KB
页数:2P
4.6
价值工程的应用主体可以是个人,也可以是团体。家庭 主妇过日子精打细算,是为了以较少的开支获得必要的生活 资料;企业货比三家采购商品,也是为了少花钱,多办事, 办好事。但团体应用价值工程则是以社会需求为目标,通过 相关领域的协作来实现的,所以价值工程活动的组织工作十 分重要。而团体如果缺乏同一的价值取向和协调一致的行为 规范,价值工程就无法实施。笔者曾作过调查,许多企业应 用价值工程流于形式,或不能持久,其主要原因之一就是缺 乏组织领导。 现在许多企业都有了危机感,都在寻找降低成本和节约 资源、提高工作效率和提高产品竞争能力、提高企业经济效 益的办法。其实办法就在身边。价值工程的科学性及普遍适 用性,可以帮助企业在市场竞争的大潮中前进。时代在呼唤 价值工程。凡是坚持开展价值工程活动应用效果显著的单 位,都有共同的
钢筋焊接接头检验委托单
格式:pdf
大小:16KB
页数:1P
4.5
第1页,共1页 xxx建设工程质量检测有限公司 检测(验)委托单(代合同) hbjt/jl-0405-01版/次:04/0统一编号: 委托单位:委托日期: 施工单位:建设单位: 工程名称:施工(使用)部位: 样品名称:钢筋闪光对焊规格/型号:生产厂家或产地: 样品数量:代表批量:原检编号:检测(验)类别:委托 样品历史及概况: 规格厂家炉批号牌号使用部位焊件种类代表批量 检测(验)目的与项目: 拉伸、弯曲性能 检测(验)依据:jgj/t27-2001、jgj18-2012。 委托单位地址及电话(传真): 报告发送1.自取2.邮寄3.其它:样品处置1.取回2.不取回 见证人见证单位 检测报告 交付日期 ()可以为:年月日 ()严格限定为:年月日 ()不要求 应缴检测(验)费 (元) 备注 说明:1.委
钢筋焊接接头检验报告
格式:pdf
大小:22KB
页数:3P
4.3
钢筋焊接接头检验报告 gd2102005□□ 有见证送检 委托单位:_________________________报告编号:______________________ 工程名称:_________________________检评依据:______________________ 构件名称:_________________________报告日期:______________________ 送样日期:_________________________见证人:________________________ 样品编号00024-01以下空白以下空白 钢筋级别 强度等级代号 公称直径(mm) 焊接类别 生产厂家 批号 批量 炉号 拉 伸 试 验 抗拉 强度 (mpa) 检验结果 技术要求490 断裂 状态 检验要求 技术要求 全部断于焊
钢筋焊接接头力学及工艺性能
格式:pdf
大小:38KB
页数:4P
4.4
姓名 编号 焊工证书 编号 1000 实测直径焊接长 度 抗拉强 度 断裂位置 (mm)(mm)mpa/ // 检 验 结 论 36 检 验 单 位 (章) 备 注 14 25 /弯曲角度 (°) 试件编号/试件编号弯曲结论 检验项目及结果 拉伸试验弯曲试验 标准要求断裂特征弯芯直径 (mm) 焊工姓名代表批量个接头 检验依据jgj18-2012gb228.1-2010gb1499.2-2007 钢筋批号—样品来源 焊接方法检验性质 生产厂家—委托人 钢筋牌号见证 人公称直径 (mm) 使用部位—检验日期 见证单位—报告日期 工程名称— 委托单位—委托日期 钢筋焊接接头力学及工艺性能检验报告 委托编号检验编号 1审核人:批准人:检验人: 曲结论 个接头

2019年砼桩焊接接头
格式:pdf
大小:25KB
页数:2P
4.3
1/2 砼桩焊接接头 桩的接头采用角钢帮焊接头。端头钢板与桩的轴线垂直,钢板平整,以使相连接的二桩节轴线重合, 连接后桩身保持竖直。接头施工时,当下节柱沉至桩顶离地面0.8~1.5m处便吊上节桩。若二端头钢板之间 有缝隙,用薄钢片垫实焊牢,然后由两人进行对角分段焊接。在焊接前要清除预埋件表面的污泥杂物,焊 缝应连续饱满。 2/2

MAG焊焊接接头的研究
格式:pdf
大小:144KB
页数:7P
4.7
mag焊焊接接头的研究 通过理论分析和焊接对比试验,提出了适合mag焊焊接特点的焊接接头设计的一 些原则,这些原则对提高焊接生产率,降低成本,具有较大的实用价值。 1提出问题 mag(metalaativegasarewelding)焊是熔化极活性气体保护电弧焊的英文简 称。它是在氩气中加入少量的氧化性气体(氧气,二氧化碳或其混合气体)混合 而成的一种混合气体保护焊。目前我国常用的是80%ar+20%二氧化碳的混合气体, 由于混合气体中氩气占的比例较大,故常称为富氩混合气体保护焊。mag焊既有 氩弧焊的特点,如电弧稳定、飞溅少,易获得喷射过渡,又具有氧化性,克服了 纯氩弧焊时表面张力过大,液体金属粘稠,斑点漂移等问题,改善了焊缝成形。 同时在氩气中加入的二氧化碳,加剧了电弧中的氧化反应,氧化反应放出的热量, 增加了熔深,提高了焊丝熔化系数。因此mag焊现已在焊
TIG焊电弧重熔对焊接接头性能的影响 TIG焊电弧重熔对焊接接头性能的影响
格式:pdf
大小:259KB
页数:2P
4.6
试验研究了tig焊电弧重熔前后焊接接头的形状与尺寸、金相组织、硬度、焊接残余应力的变化。研究结果表明:tig焊电弧重熔后母材与焊缝之间过渡平滑,重熔区硬度变化不大,焊趾处焊接残余应力明显降低,焊接接头的综合性能得到了明显提高。
不同焊接材料对耐候钢焊接接头耐腐蚀性能的影响 不同焊接材料对耐候钢焊接接头耐腐蚀性能的影响
格式:pdf
大小:1.6MB
页数:4P
4.8
利用周期浸润循环腐蚀实验,结合扫描电镜以及电化学分析等手段,研究了不同耐候指数的焊接材料对耐候钢焊接接头耐腐蚀性能的影响.结果表明,采用普通焊接材料焊接得到的焊接接头锈层厚度不均匀,焊接接头处局部腐蚀严重.采用与母材耐候指数相近的焊接材料焊接得到的焊接接头锈层区分为内锈层和外锈层,内锈层致密且存在大量cr元素,焊接接头与母材发生均匀腐蚀.
17MnNiVNbR钢焊接接头性能相关
文辑推荐
知识推荐
百科推荐


职位:工程资料员
擅长专业:土建 安装 装饰 市政 园林


