




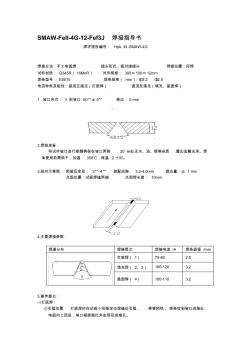
手工电弧焊板对接仰焊单面焊双面成形焊接指导书
smaw-feii-4g-12-fef3j焊接指导书 焊评报告编号:hpk-ⅱ-smaw-4g 焊接方法:手工电弧焊接头形式:板对接接头焊接位置:仰焊 试件材质:q345r(16mnr)试件规格:300×100×12mm 焊条型号:e5015焊条规格(mm):φ3.2φ2.5 电流种类及极性:直流正接法(打底焊)直流反接法(填充、盖面焊) 1.坡口形式:v形坡口60°±5°钝边:0mm 2.焊前准备: 将试件坡口进行修磨确保在坡口两侧20㎜处无水、油、锈等杂质,露出金属光泽。焊 条使用前需烘干,加温350℃,保温2小时。 3.组对示意图:预留反变形:3°-4°装配间隙:3.2-4.0mm错边量:≤1mm 点固位置:试板焊缝两端点固焊长度:10mm 4.主要焊接参数: 焊道分布焊接层次焊接电流/a
编辑推荐下载
12mm钢板开坡口的平对接焊单面焊双面成型
格式:pdf
大小:129KB
页数:5P
 4.6
4.6
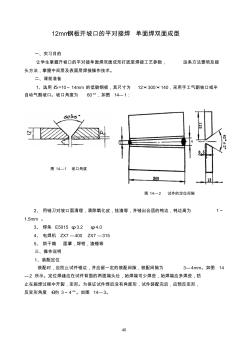
40 12mm钢板开坡口的平对接焊单面焊双面成型 一、实习目的 让学生掌握开坡口的平对接单面焊双面成形打底层焊接工艺参数,运条方法要领及接 头方法,掌握中间层及表面层焊接操作技术。 二、课前准备 1、选用δ=10~14mm的低碳钢板,其尺寸为12×300×140,采用手工气割坡口或半 自动气割坡口。坡口角度为60°,如图14—1: 图14—1坡口角度 图14—2试件的定位间隙 2、用锉刀对坡口面清理,清除氧化皮,挂渣等,并锉出合适的钝边,钝边高为1~ 1.5mm。 3、焊条e5015φ3.2φ4.0 4、电焊机zx7—400zx7—315 5、烘干箱面罩,焊钳,渣锤等 三、操作说明 1、装配定位 装配时,应防止试件错边,并应留一定的装配间隙,装配间隙为3—4mm。如图14 —2所示。定位焊缝应在试件背面的两面端头处,始焊端可少
 CO2气体保护焊焊接16Mn钢的焊接工艺
CO2气体保护焊焊接16Mn钢的焊接工艺 CO2气体保护焊焊接16Mn钢的焊接工艺
格式:pdf
大小:1.3MB
页数:2P
4.5
笔者根据co2气体保护焊的特点,具体介绍板对接平位单面焊双面成形的焊接工艺,具体的操作方法以及在焊接过程的注意事项.
16Mn钢板件对接仰焊单面焊技术热门文档
低合金钢板对接立焊单面焊双面成形工艺研究 低合金钢板对接立焊单面焊双面成形工艺研究
格式:pdf
大小:520KB
页数:4P
4.6
阐述了16mnr低合金钢板一板对接立焊单面焊双面成形的打底焊、填充焊、盖面焊的工艺过程及操作要领.重点讨论了提高单面焊双面成形打底焊质量的措施;强调了焊条伸入坡口的相对深度对打底焊、填充焊和盖面焊焊缝高度的重要影响.
中厚度钢板单面焊全熔透焊缝焊接技术 中厚度钢板单面焊全熔透焊缝焊接技术
格式:pdf
大小:291KB
页数:3P
4.6
目前国内设计很少应用大量的中、厚钢板单面焊全熔透焊缝,也几乎没有能够满足此种焊缝质量要求的金属结构件制作厂家,多数厂家即使是压力容器专业制造厂,在焊接此类焊缝时,也会存在不同程度的焊缝根部未熔合或未焊透,通过采取新型焊接工艺,反复试验,不断改进,最终保证了此类焊缝ut探伤时焊缝有效深度≥板厚,ut探伤一次合格率达90%以上,有效地保证了此类焊缝的焊接质量,同时也大大提高了生产效率。
16MnR低合金钢板对接立焊单面焊双面成形工艺与探索 16MnR低合金钢板对接立焊单面焊双面成形工艺与探索
格式:pdf
大小:1.1MB
页数:4P
4.4
阐述了16mnr低合金钢板-板对接立焊单面焊双面成形的打底焊、填充焊、盖面焊的工艺过程及操作要领。重点讨论了提高单面焊双面成形打底焊质量的措施;强调了焊条伸入坡口的相对深度对打底焊、填充焊和盖面焊焊缝高度的重要影响。
20钢/16Mn钢换热器管-板焊接工艺研究 20钢/16Mn钢换热器管-板焊接工艺研究
格式:pdf
大小:143KB
页数:1P
4.5
本文通过对20#钢与16mnr异种材质换热器管,焊接中常见的问题,进行了分析并提出解决措施。根据gb151-1999标准选择合理的焊接坡口与换热管伸出长度,结合实际生产情况,经过不断试验,制定合理的焊接规范。
关于钢板对接单面焊双面成型的一些想法 关于钢板对接单面焊双面成型的一些想法
格式:pdf
大小:130KB
页数:1P
4.4
经过对我公司职业技能鉴定的初、中级实际操作技能及我公司排头兵选拔赛实际操作技能单面焊双面成型考试一些试板和焊工的操作过程进行的分析,谈一下关于钢板对接单面焊双面成型的一些想法。
16Mn钢板件对接仰焊单面焊技术精华文档

锰板16MN钢材知识解析
格式:pdf
大小:39KB
页数:2P
4.4
16mn钢材的详细解析 16mn钢属于碳锰钢,碳的含量在0.16%左右,屈服点等于343mpa(强度级 别属于343mpa级)。16mn钢的合金含量较少,焊接性良好,焊前一般不必预热。 定义:但由于16mn钢的淬硬倾向比低碳钢稍大,所以在低温下(如冬季露 天作业)或在大刚性、大厚度结构上焊接时,为防止出现冷裂纹,需采取预热措 施。不同板厚及不同环境温度下16mn钢的预热温度:焊件厚度(mm)不同气温 下的预热温度计(℃):16以下不低于-10℃不预热,-10℃以下预热 100~150℃;16~24不低于-5℃不预热,-5℃以下预热100~150℃;25~40不低于0℃ 不预热,0℃以下预热100~150℃;40以上均预热100~150℃。 16mn钢埋弧焊时h08mna焊丝配合焊剂hj431(开
 16Mn钢U形焊接接头残余应力和变形
16Mn钢U形焊接接头残余应力和变形 16Mn钢U形焊接接头残余应力和变形
格式:pdf
大小:789KB
页数:4P
4.5
利用有限元分析软件ansys/apdl语言编写程序,选用u形焊接接头,采用生死单元方法的热源加载模式,进行多步循环,实现了焊接全过程残余应力场的三维动态模拟,获得了焊接接头残余应力和残余变形的分布规律;采用co2气体保护焊对16mn钢u形焊接件进行焊接,得到了焊接接头冷却后最终的残余变形情况,仿真结果与实验所得的规律相吻合,为进一步研究和消除焊接残余应力和应变提供了依据。

Q235钢和16Mn钢焊接工艺规程制定论文
格式:pdf
大小:189KB
页数:27P
4.5
i 毕业设计(论文) q235钢和16mn钢焊接工艺规程制定 系别: 学生姓名: 学号: 专业名称: 指导教师: 年月日 ii q235钢和16mn钢焊接工艺规程制定 摘要:焊接工艺规程就是焊接过程中的一整套技术规定。包括焊接 方法、焊前准备、焊接材料、焊接设备、焊接顺序、焊接操作、工艺 参数以及焊后热处理等。 不同的焊接方法有不同的焊接工艺。焊接工艺主要根据被焊工 件的材质、牌号、化学成分,焊件结构类型,焊接性能要求来确定。 首先要确定焊接方法,如手弧焊、埋弧焊、钨极氩弧焊、熔化极气体 保护焊等等,焊接方法的种类非常多,只能根据具体情况选择。确定 焊接方法后,再制定焊接工艺参数,焊接工艺参数的种类各不相同, 如手弧焊主要包括:焊条型号(或牌号)、直径、电流、电压、焊接 电源种类、极性接法、焊接层数、道数、检验方法等等。 在这篇毕业论文中我会通过两种不同材料的分析来讨论
对接仰位水平固定板焊条电弧单面焊工艺 对接仰位水平固定板焊条电弧单面焊工艺
格式:pdf
大小:85KB
页数:2P
4.7
板状试件水平固定仰位手工电弧单面焊接,操作难度较大,焊接时由于液态金属和熔渣受重力的作用,容易下坠,从而使正面焊缝形成焊瘤、夹渣,背面焊缝形成凹陷、未焊透等缺陷。本文就其打底层的焊接方法、焊接工艺参数、操作要领和注意事项做一系统的阐述。
16Mn钢板件对接仰焊单面焊技术最新文档
中厚板大坡口单面焊接头的焊接分析 中厚板大坡口单面焊接头的焊接分析
格式:pdf
大小:289KB
页数:3P
4.6
对中厚板大坡口焊缝的单面焊,从焊接热输入、温度场特征、变形及残余应力、接头组织及其机械性能方面进行分析,并结合生产实例,探讨了保证该类焊缝焊接质量的行之有效的方法。
自动氩弧焊单面焊双面成形技术与工装
格式:pdf
大小:164KB
页数:3P
3
自动氩弧焊单面焊双面成形技术与工装——自动钨极氩弧焊技术,应把工件的壁面、工件接头、夹具的铜垫平面、铜垫沟槽的中心线 和电弧极端作为基准点、基准线和基准面进行规则的协调,使其准确的各居其位,使焊缝自始至终在一种不变的焊透成形状态,采用恒定...

16mn钢管规格表
格式:pdf
大小:20KB
页数:1P
4.4
序号20#无缝钢管现货规格序号20#无缝钢管现货规格 1φ6×123φ51×3/3.5/5/6/8/10/12 2φ8×1/1.524φ54×3/5/6/8/10/12/14 3φ10×1/2/325φ57×3/3.5/4/5/6/8/10/12/14/16 4φ12×2/326φ60×3/4/5/6/7/8/10/12/14/16 5φ14×2/327φ63.5×3/4/5/6/8/10/12/14/16/18 6φ16×2/3/428φ68×4/5/6/8/10/12/14/16 7φ18×2/3/4/529φ70×4/5/6/8/10/12/14/16 8φ20×2/3/4/5/630φ73×4/6/8/10/12/14/16/18/20 9φ21×3.531φ76×3/4/5/6/8/10/12/
2011年钢筋搭接单面焊工艺评定报告16
格式:pdf
大小:155KB
页数:9P
4.6
钢筋ф16搭接焊工艺试验报告 编号:szyj003 编制: 技术人员: 批准: 单位:苏州第一建筑集团有限公司 日期: 表b-1焊接工艺试验报告目录 序号报告名称报告编号页数 1焊接工艺试验报告szyjhj0031 2焊接工艺试验指导书hjzd0011 3焊接工艺试验记录表/1 4焊接工艺试验检验结果/1 5焊接工艺作业指导书/2 焊接工艺试验报告 共1页第1页 工程(产品)名称钢筋焊件 试验报告 编号 szyjhj003 委托单位苏州第一建筑集团有限公司 工艺指导 书编号 hjzd001 项目负责人依据标准《钢筋焊接及验收规程》(jgj18-2012) 试样焊接单位苏州第一建筑集团有限公司施焊日期 焊工黄加军资格代号 32092519730312673 9 级别初级 母材钢 号
轻型焊接H型钢单面焊工艺的研究及应用 轻型焊接H型钢单面焊工艺的研究及应用
格式:pdf
大小:500KB
页数:5P
4.7
本文研究开发了轻型焊接h型钢单面焊新技术,研究使用了深熔双头co_2气体保护自动焊新工艺,使h型钢焊接一次完成。此项新技术已在武钢薄板厂试点工程中得到应用。本文还介绍了耐候钢08cupvre的co_2焊工艺试验及h型钢单面焊工艺试验,提出了最佳焊接规范参数,并对单面焊h型钢梁进行了静载破坏试验,介绍了试验结果。
固定管板单面焊双面成形焊接技术 固定管板单面焊双面成形焊接技术
格式:pdf
大小:177KB
页数:3P
4.5
固定管板焊接在生产中经常采用,可分为骑座式和插入式2种类型,由于焊接时要求根部焊透,保证背面成形,正面焊脚对称,因而生产中以骑座式管板焊接较多,且焊接难度较大。如果按照工件空间位置的不同可把这类焊件分为垂直固定平焊、水平固定仰焊和45°固定焊等形式。这里主要介绍水平固定的管板焊接。这类工件焊接时,往往由于板厚与管壁厚相差较大,焊接时管的孔壁容易烧穿;同时由于是角焊缝,焊接时比对接焊缝需要的热量
16Mn 低合金钢厚板对接仰焊技能探讨 16Mn 低合金钢厚板对接仰焊技能探讨
格式:pdf
大小:124KB
页数:未知
4.4
以16mn低合金钢厚板对接仰焊为例,详细介绍了各层焊道灵活运用运条方法的经验及施焊中要注意的若干问题。

单面焊双面成型的工艺
格式:pdf
大小:29KB
页数:14P
4.5
1 南通航运职业技术学院 船舶与海洋工程系 毕业论文 单面焊双面成型的工艺 姓名:洪小兵 学号:425051246 班级:船体5052 专业:船舶工程技术 指导老师:李艳 时间:2010.6.20 2 目录 摘要.....................................................................................................................................................3 绪论.........................................................................................................................
16mn钢管的特性以及适用范围
格式:pdf
大小:44KB
页数:2P
4.4
16mn钢管的特性以及适用范围 16mn材质是低合金高强度结构钢,也可以称为q345-steelsq345.主要成分:五大元素碳c, 硅si,锰mn,磷p,硫s,其中以锰的含量最高。含量在1.2%-1.6%之间。主要特性:综 合性能好,低温性能不错,冷压冲压性能,焊接性能,可切削性能好。主要应用与矿山,运 输,化工。钢结构,机械加工,高塔,桥架等。聊城市江山伟业制管有限公司是【0635-8882476】 www.***.***华北地区一家无缝钢管加工与销售公司,承接管材的冷拔和热扩业务。公司主要经营的管材产品有 16mn钢管16mn无缝管16mn无缝钢管16mn厚壁焊管。 16mn钢管规格: 规格数量规格数量规格数量规格数量规格数量规格数量 406*1612457*3220508*8020530*22
16Mn钢板件对接仰焊单面焊技术相关
文辑推荐
知识推荐
百科推荐


职位:土木工程
擅长专业:土建 安装 装饰 市政 园林


