

10kV交联可触摸预制式电缆头的制作工艺
格式:pdf
大小:38KB
页数:1P
人气 :86
 4.6
4.6
5 安全性评价的作用 从安全性评价的实践看 ,安全性评价有以下的 作用 : ①通过开展安全性评价 ,可以使企业的领导具 体掌握本企业内部各方面 、各系统安全基础强弱的 程度 ,看到了“量化”后的差距 。通过评价 ,就清楚地 知道本企业到底存在多少问题 ,存在哪些重大问题 , 得了多少分 ,得分率有多高 ,这些数据就可以充分说 明本身的安全生产基础到底有多牢 。对各专业反事 故措施的制定和落实 、对各项规章制度的认真贯彻 、 对各方面的安全生产管理的加强 ,可以有较好的促 进作用 。电力企业安全性评价 ,管理工作是切入点 和落脚点 。人、物 、环境 、管理四项因素 ,虽然都要 查 ,但重点在管理 ,即使是人 、物、环境的查评项目 , 也是从查管理入手的 ,而控制危险因素的措施 ,主要 也是依靠加强管理 ,从管理上采取措施 。评价中涉 及管理工作是比较多的 ,诸如 :运行管理 、设备管理



10kV交联电缆热缩接头制作工艺
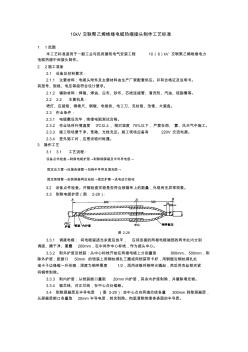
10kv交联聚乙烯绝缘电缆热缩接头制作工艺标准 11范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv交联聚乙烯绝缘电力 电缆热缩中间接头制作。 22施工准备 2.1设备及材料要求: 2.1.1主要材料:电缆头附件及主要材料由生产厂家配套供应。并有合格证及说明书。 其型号、规格、电压等级符合设计要求。 2.1.2辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏等。 2.22.2主要机具: 喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。 2.3作业条件: 2.3.1电缆敷设完毕,绝缘电阻测试合格。 2.3.2作业场所环境温度0℃以上,相对湿度70%以下,严禁在雨、雾、风天气中施工。 2.3.3施工现场要干净、宽敞、光线充足。施工现场应备有220v交流电源。 2.3.4室外施工时,应搭设临时帐蓬。 3
编辑推荐下载
 浅析10KV交联电缆热缩头制作工艺
浅析10KV交联电缆热缩头制作工艺 浅析10KV交联电缆热缩头制作工艺
格式:pdf
大小:112KB
页数:1P
4.5
10kv交联聚乙烯电缆热缩头的制作工艺在电力施工中占有举足轻重的地位。笔者就10kv交联聚乙烯电缆热缩头的制作过程中的安装应力控制管、处理屏蔽、“铅笔头”、及电缆的接地等问题进行了分析探讨。

10kV交联可触摸预制式电缆头的制作工艺热门文档
10kV三芯交联电缆头制作工艺及安装方法引起绝缘击穿常见问题分析 10kV三芯交联电缆头制作工艺及安装方法引起绝缘击穿常见问题分析
格式:pdf
大小:101KB
页数:3P
4.7
随着10kv交联电缆的广泛应用,电缆头故障引起的绝缘击穿时有发生,本文对10kv交联电缆头制作工艺及安装方法引起绝缘击穿的常见问题进行了分析,强调了注意事项,采取相应的对策,确保电缆头的制作工艺及安装质量。
10kV三蕊交联电缆头制作工艺及安装方法与常见问题分析 10kV三蕊交联电缆头制作工艺及安装方法与常见问题分析
格式:pdf
大小:142KB
页数:2P
4.5
近年来随着电力事业的发展,10kv交联电缆的使用量越来越大,电缆敷设及电缆头制作工艺质量也有了新要求,如何提高电缆头制作工艺及安装质量成为我们电力安装人员一个追求目标。
10kV高压电缆头的制作工艺
格式:pdf
大小:12KB
页数:1P
4.8
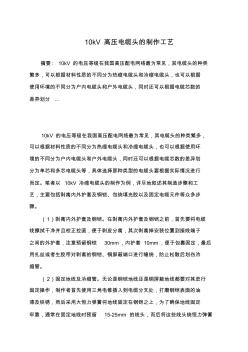
10kv高压电缆头的制作工艺 摘要:10kv的电压等级在我国高压配电网络最为常见,其电缆头的种类 繁多,可以根据材料性质的不同分为热缩电缆头和冷缩电缆头,也可以根据 使用环境的不同分为户内电缆头和户外电缆头,同时还可以根据电缆芯数的 差异划分... 10kv的电压等级在我国高压配电网络最为常见,其电缆头的种类繁多, 可以根据材料性质的不同分为热缩电缆头和冷缩电缆头,也可以根据使用环 境的不同分为户内电缆头和户外电缆头,同时还可以根据电缆芯数的差异划 分为单芯和多芯电缆头等,具体选择那种类型的电缆头要根据实际情况进行 而定。笔者以10kv冷缩电缆头的制作为例,详尽地叙述其制造步骤和工 艺,主要包括剥离内外护套及钢铠、包绕填充胶以及固定电缆元件等众多步 骤。 (1)剥离内外护套及钢铠。在剥离内外护套及钢铠之前,首先要将电缆 线擦拭干净并且校正拉直,便于剥皮分离,其次剥离掉安装
交联聚乙烯电力电缆头的制作工艺 交联聚乙烯电力电缆头的制作工艺
格式:pdf
大小:486KB
页数:2P
4.8
近10年来,由于交联聚乙烯电缆在运行中表现出电气绝缘性能好、抗酸碱、耐腐蚀、允许工作温度高、故障少以及接头制作工艺简单等优点,已迅速取代电气绝缘性能差、制作工艺复杂、故障率高的油浸式电缆,在实践中得到了广泛应用。韶钢自1987年第一次使用交联聚乙烯电缆取代油浸式电缆以来,到目前为止,全公司已有高压交联
10kV交联可触摸预制式电缆头的制作工艺精华文档
朔黄线10kV热可缩交联电缆头击穿的原因分析 朔黄线10kV热可缩交联电缆头击穿的原因分析
格式:pdf
大小:45KB
页数:1P
4.6
2001年12月28日18:18,朔黄线安国10kv配电所正式受电。安国10kv配电所的34台移开式高压柜间联络全部采用yjvlv22—70型交联电缆,馈线用电缆引出。电缆头采用热可缩材料(高分子硅橡胶)制作,经高压试验电缆头及电缆本体合格。但在贯通线投入后363真空断路器立即掉闸,调压器的电源侧电缆头被击穿。其它断路器投入后未出现异常。
10KV交联聚乙烯绝缘电缆头制作
格式:pdf
大小:42KB
页数:4P
4.6
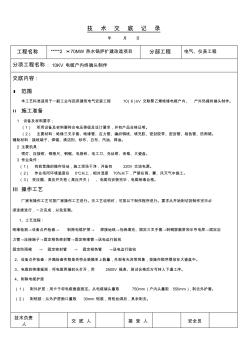
技术交底记录 年月日 工程名称*****2×70mw热水锅炉扩建改造项目分部工程电气、仪表工程 分项工程名称:10kv电缆户内终端头制作 交底内容: ⅰ范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv交联聚乙烯绝缘电缆户内、户外热缩终端头制作。 ⅱ施工准备 1设备及材料要求: (1)所用设备及材料要符合电压等级及设计要求,并有产品合格证明。 (2)主要材料:绝缘三叉手套、绝缘管、应力管、编织铜线、填充胶、密封胶带、密封管、相色管、防雨裙。 辅助材料:接线端子、焊锡、清洁剂、砂布、白布、汽油、焊油。 2主要机具: 喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。 3作业条件: (1)有较宽敞的操作场地,施工现场干净,并备有220v交流电源。 (2)作业场所环境温度在0℃以上,相对湿度70
10kV交联聚乙烯绝缘电缆热缩接头制作工艺标准
格式:pdf
大小:160KB
页数:3P
4.6
10kv交联聚乙烯绝缘电缆热缩接头制作工艺标准 11范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv交联聚乙烯绝缘电力 电缆热缩中间接头制作。 22施工准备 2.1设备及材料要求: 2.1.1主要材料:电缆头附件及主要材料由生产厂家配套供应。并有合格证及说明书。 其型号、规格、电压等级符合设计要求。 2.1.2辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏等。 2.22.2主要机具: 喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。 2.3作业条件: 2.3.1电缆敷设完毕,绝缘电阻测试合格。 2.3.2作业场所环境温度0℃以上,相对湿度70%以下,严禁在雨、雾、风天气中施工。 2.3.3施工现场要干净、宽敞、光线充足。施工现场应备有220v交流电源。 2.3.4室外施工时,应搭设临时帐蓬。
10kV交联可触摸预制式电缆头的制作工艺最新文档


10kV交联聚乙烯绝缘电缆热缩接头制作工艺标准
格式:doc
大小:71KB
页数:4P
4.4
10kv交联聚乙烯绝缘电缆热缩接头制作工艺标准 11 范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv交联聚乙烯绝缘电力电缆热缩中间接头制作。 22 施工准备 2.1设备及材料要求: 2.1.1主要材料:电缆头附件及主要材料由生产厂家配套供应。并有合格证及说明书。其型号、规格、电压等级符合设计要求。 2.1.2辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏等。 2.22.2 主要机具: 喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。 2.3作业条件: 2.3.1电缆敷设完毕,绝缘电阻测试合格。 2.3.2作业场所环境温度0℃以上,相对湿度70%以下,严禁在雨、雾
10KV电缆终端头制作工艺
格式:pdf
大小:6KB
页数:2P
4.6
10kv交联聚乙烯绝缘热缩终端头的制作方法: 一、准备工作工具:1)液压钳两套、2)电缆制作支架、3)锯子、4)扁嘴钳、 5)电工刀、6)锉刀、7)工作手套、8)螺丝刀、9)砂纸、10)胶布、11)电 缆头、12)兆欧表、13)放电棒、14)刷子、15)记号笔、16)量尺、17)刀 片、18)热缩液化喷火枪、19)氧气瓶、20)电烙铁 二、检查安装配件是否齐全,打开电缆配件箱检查附件是否有缺漏,并且对照说 明书进行查看。 三、进行电缆的制作 1)固定电缆末端 先将电缆末端校直,并将其固定在电缆支架上。并对电缆的外表进行清洁,对户 外终端由末端量取750mm(户内终端量取550mm),并用记号笔做记号,在量取 处刻一环形刀痕,切记要注意力度。 2)剥切电缆 (1)顺电缆方向破开塑料护层,然后向两侧分开剥除。 (2)在护层口处向上略低于
(.)10kv电缆终端制作工艺
格式:pdf
大小:209KB
页数:4P
4.6
10kv电缆热缩终端接头工艺流程: ①制作时对环境的要求:10kv电缆热缩终端头的 制作必须在天气晴朗、空气干燥的情况下进行,施工 场地应清洁无飞扬的灰尘或纸屑。 ②制作时对电缆的要求:所制作的10kv电缆外观 应整洁无破损,并做绝缘电阻、直流耐压试验,经试 验合格后方可进行。 ③剥切外护套按10kv三芯交联电缆终端头剖切 图所示 ④剥切铠装层:自外套切口处保留50mm(去漆), 用铜绑线扎固定后其余剥除。注意切割深度不得超过 铠装厚度的2/3,切口应平齐,不应有尖角、锐边,切割时勿伤内层 结构。 ⑤剥切内衬层及填充物:自铠装借口处保 留20mm内衬层,其余及其填充物剥除。注意不 得伤及铜屏蔽层。 ⑥安装地线:用铜绑线将地线扎紧在各相 铜屏蔽层和去漆的钢铠上,并焊劳,.注意扎丝不 少于3道,焊面不小于圆周的1/3,焊点及扎丝 头应处理平整,不应留有尖角、
10KV电缆头制作过程
格式:pdf
大小:8.2MB
页数:12P
4.6
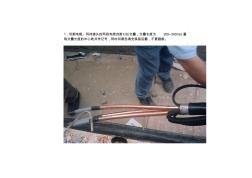
1,切割电缆。将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量 取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。 2,芯线处理.将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电 缆,然后处理线芯。 3,铅笔头特写 铅笔头处理用来分散电场分布应力。 4,清洁半导层用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干 净) 5,包缠应力疏散胶并套入应力控制管(图中黑色短管) 6,烘烤应力控制管 右侧为烘好的应力管 7,在长端尾部套入屏蔽铜网。 8,在长端依次套入绝缘材料,短端套入内半导电管; 在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、 (3,外层黑色外半导电管);在短端套入黑色内半导电管 9,压接芯线; 注意压接质量(该压接钳为德国进口,全自动) 10,打磨压接头(打磨为了消除尖端放电) 11,在接头上包绕黑
冷缩电缆头制作工艺
格式:pdf
大小:16KB
页数:3P
4.8
。 精选资料,欢迎下载 冷缩电缆头制作工艺 1前言 在现代变、配电工程中,电缆以其施工维护方便、供电可靠性高等特点得以广泛使 用,冷缩电缆头也以其独有的优点得到广泛使用。 2特点 冷缩电缆头,现场施工简单方便,其冷缩管具有弹性,只要抽出内芯尼龙支撑条, 可紧紧贴服在电缆上,不需要使用加热工具,克服了热缩材料在电缆运行时,因热胀冷 缩而产生的热缩材料与电缆本体之间的间隙。 3适用范围 本工法适用于10~35kv三芯电缆终端头的制作。 4工艺原理 利用冷缩管的收缩性,使冷缩管与电缆完全紧贴,同时用半导体自粘带密封端口, 使其具有良好的绝缘和防水防潮效果。 5制作步骤 剥外护套、钢铠和内衬层→固定钢铠地线→缠填充胶→固定铜屏蔽地线→固定冷缩 指套、冷缩管→端子压接→固定冷缩终端→密封端口→测试。 5.1剥外护套、钢铠和内衬层将电缆校直、擦净、剥去从安装位置到接线端子的外 护套、留

电缆头制作工艺
格式:pdf
大小:9KB
页数:3P
4.4
电缆头制作工艺 电缆头安装的基本操作工艺 (1)基本要求电缆头是电缆线路中最薄弱的部分,其安装质量的好坏是电缆线路 难否安全运行的关键,应给予足够的重视。 1)电缆头在安装时要防潮,不应在雨天、雾天、大风天做电缆头,平均气温低于0℃ 时,电缆应预先加热。 2)施工中要保证手和工具、材料的清洁。操作时不应做其他无关的事(特别不能抽 烟!)。 3)所用电缆附件应预先试装,检查规格是否同电缆一致,各部件是否齐全,检查出 厂日期,检查包装(密封性),防止剥切尺寸发生错误。 电缆头安装的前期工作 1.电缆敷设前要检查电缆本体的绝缘,在电缆头上找出色相排列情况,避免三芯电 缆中间头上(为对齐相序)芯线交叉。 2.电缆敷设后要做电缆的直流耐压试验,试验后对电缆头做好密封,防止受潮。 3.中间头电缆要留余量及放电缆的位置。 基本操作工艺 1)剥外护套为防止钢甲松散,应先在钢甲切断处内侧把外护
冷缩电缆头制作工艺 (3)
格式:pdf
大小:13KB
页数:2P
4.3
冷缩电缆头制作工艺 1?前言?? 在现代变、配电工程中,电缆以其施工维护方便、供电可靠性高等特点得以广泛使用, 冷缩电缆头也以其独有的优点得到广泛使用。?? 2?特点? 冷缩电缆头,现场施工简单方便,其冷缩管具有弹性,只要抽出内芯尼龙支撑条,可紧 紧贴服在电缆上,不需要使用加热工具,克服了热缩材料在电缆运行时,因热胀冷缩而产生 的热缩材料与电缆本体之间的间隙。? 3?适用范围? 本工法适用于10~35kv三芯电缆终端头的制作。 4?工艺原理??? 利用冷缩管的收缩性,使冷缩管与电缆完全紧贴,同时用半导体自粘带密封端口,使其 具有良好的绝缘和防水防潮效果。? 5?制作步骤? 剥外护套、钢铠和内衬层→固定钢铠地线→缠填充胶→固定铜屏蔽地线→固定冷缩指 套、冷缩管→端子压接→固定冷缩终端→密封端口→测试。? ?剥外护套、钢铠和内衬层将电缆
10kV交联可触摸预制式电缆头的制作工艺相关
文辑推荐
知识推荐
百科推荐


职位:一级消防工程师
擅长专业:土建 安装 装饰 市政 园林


