

φ100热轧无缝钢管车间穿孔机组气动推入机的技术改造
格式:pdf
大小:677KB
页数:4P
人气 :86
 4.8
4.8
介绍了热轧无缝钢管穿孔机组气动推入机的工作原理及改造前存在的问题。经过增加直径加强部件联接强度等技术改造后,彻底解决了长期困扰生产的难题,使阿塞尔机组的生产达到了良好的工作状态。




φ100热轧无缝钢管车间定径机改造
钢管定径与减径是热轧无缝钢管的主要工序之一。为保证成品尺寸公差,钢管必须进行定径。我国60年代设计、70年代安装投产的φ100自动轧管机组中,都是五机架的定径机。从这几年的使用情况看,感到五机架定径能力不够。由于五机架定径,减径量太少,仅起控制尺寸公差的作用。因而不同外径的钢管,几乎都要用相应规格的坯料来生产。坯料的规格多,给提高产量,降低成
 Φ140mm机组热轧无缝钢管的探伤设备
Φ140mm机组热轧无缝钢管的探伤设备 Φ140mm机组热轧无缝钢管的探伤设备
介绍了北满特殊钢股份有限责任公司无缝钢管厂引进的自动涡流探伤系统和自动超声波探伤系统的探伤方式,探伤主机的组成、特点和探伤系统的性能,以及设备用于试生产的情况。
编辑推荐下载
φ140mm机组热轧无缝钢管的探伤设备 φ140mm机组热轧无缝钢管的探伤设备
格式:pdf
大小:82KB
页数:未知
4.7
介绍了北满特殊钢股份有限责任公司无缝钢管厂引进的自动涡流探伤系统和自动超声波探伤系统的探伤方式,探伤主机的组成,特点和探伤系统的性能,以及设备用于试生产的情况。
热轧无缝钢管轧机选型的探讨 热轧无缝钢管轧机选型的探讨
格式:pdf
大小:825KB
页数:9P
4.7
详细介绍了各种穿孔机、轧管机、定径机、微张力战径机、张力减径机的优缺点,并介绍了有关上述设备的技术参数,提出了无缝钢管轧机选型的建议.
φ100热轧无缝钢管车间穿孔机组气动推入机的技术改造热门文档
热轧无缝钢管 (2)
格式:pdf
大小:113KB
页数:3P
4.5
热轧无缝钢管 热轧无缝钢管:热轧是相对于冷轧而言的,冷轧是在再结晶温度以下进 行的轧制,而热轧就是在再结晶温度以上进行的轧制。 热轧无缝钢管 优点:可以破坏钢锭的铸造组织,细化钢材的晶粒,并消除显微组织的 缺陷,从而使钢材组织密实,力学性能得到改善。这种改善主要体现在沿 轧制方向上,从而使钢材在一定程度上不再是各向同性体;浇注时形成的 气泡、裂纹和疏松,也可在高温和压力作用下被焊合。 缺点:1.经过热轧之后,钢材内部的非金属夹杂物(主要是硫化物和氧 化物,还有硅酸盐)被压成薄片,出现分层(夹层)现象。分层使钢材沿 厚度方向受拉的性能大大恶化,并且有可能在焊缝收缩时出现层间撕裂。 焊缝收缩诱发的局部应变时常达到屈服点应变的数倍,比荷载引起的应变 大得多;2.不均匀冷却造成的残余应力。残余应力是在没有外力作用下内 部自相平衡的应力,各种截面的热轧型钢都有这类残余应力,一般
世界热轧无缝钢管轧机的发展 世界热轧无缝钢管轧机的发展
格式:pdf
大小:1016KB
页数:6P
4.5
介绍了世界热轧无缝钢管轧机的发展,并对各种机型进行了评述,从发展的角度,简要分析了世界无缝钢管生产技术装备未来发展趋势。
热轧无缝钢管
格式:pdf
大小:14KB
页数:2P
4.5
热轧无缝钢管总结 热轧无缝钢管工艺流程主要包括:扎前坯料准备,管坯定心,管坯加热,穿 孔,轧制,定减径,冷却与精整,切断,检查。 在这次课堂讨论过程中,我主要负责的是扎前坯料准备,管坯定心,管坯加 热的相关工作,主要查找一些资料,随后向同学汇报成果,介绍这些流程的主要 内容和方法,使组员们更加了解有关这三个步骤的细节,为他们解答其中的难点 重点问题。其他的问题主要听其他组员的讲解,从中学到了很多知识,获益匪浅。 要懂得热轧无缝钢管的主要流程,首先要知道什么事热轧无缝钢管,它是一 种压力加工的方法,使金属坯料通过一对回转轧辊间的间隙而产生连续变形。这 个“轧”字至关重要。 坯料准备很简单,包括坯料的选择,检查,切断,表面清理。这里就不再赘 述了。 比较主要的步骤是管坯定心,什么是管坯定心以及为什么要定心是这个工艺 流程主要问题。弄懂了这两个问题,实质问题就解决了。
φ273mm热轧无缝钢管机组技术方案(1)
格式:pdf
大小:153KB
页数:20P
4.5
φ273a-r热轧无缝钢管机组 技术方案 1综合说明 1.1设计依据 φ273mm热轧无缝钢管生产线预询价书。 1.2项目概况 φ273accu-roll热轧无缝钢管机组,设计年产直径φ168-φ273mm,壁厚 12-40mm无缝钢管20-25万吨。主要品种有:石油套管管体、石油套管接箍料、 钻杆管体管料、流体管、结构管等。 产品执行标准: 石油套管管体apispec5ct 石油套管接箍料apispec5ct 钻杆管体管料apispce5dp 推荐选择主轧机机型为accu-roll轧管机。 1.3设计范围 依据委托方认可的产品方案、工艺路线和设备选型,对热轧无缝钢管生产 线进行设计和设备供应。 1.4设计原则及指导思想 1)以市场为导向,经济效益为中心,确定产品大纲和年生产总量; 2)设备选型技术先
![热轧无缝钢管-[热轧无缝钢管价格]](https://files.zjtcn.com/group1/M00/A5/76/CgoBZ2BdTBqAM-4fAABCB22ebv0959.jpg)
热轧无缝钢管-[热轧无缝钢管价格]
格式:pdf
大小:1.4MB
页数:9P
4.4
热轧无缝钢管-聊城市舜冶金属制品有限公司现货供应、规格齐全 热轧无缝钢管:热轧是相对于冷轧而言的,冷轧是在再结晶温度以下 进行的轧制,而热轧就是在再结晶温度以上进行的轧制。 热轧无缝钢管规格表-聊城市舜冶金属制品有限公司现货供应 规格 数 量 规格数量规格 数 量 厂家 12×1.51873×4-4.5-5-6-7-8-9-10-12-1550219×30-4065舜冶金属 14×1.5-2.5-32076×4-4.5-5-6-7-8-9-10-12-1460245×8-10-14-17-20-22105舜冶金属 16×1.5-2.5-43083×4.5-5-10/121416182030245×25-28-30-34-4084舜冶金属 18×2.3-4-52089×4.5-8-10/12-1416-182040273
φ100热轧无缝钢管车间穿孔机组气动推入机的技术改造精华文档
φ273mm热轧无缝钢管机组技术方案
格式:pdf
大小:153KB
页数:20P
4.4
φ273a-r热轧无缝钢管机组 技术方案 1综合说明 1.1设计依据 φ273mm热轧无缝钢管生产线预询价书。 1.2项目概况 φ273accu-roll热轧无缝钢管机组,设计年产直径φ168-φ273mm,壁厚 12-40mm无缝钢管20-25万吨。主要品种有:石油套管管体、石油套管接箍料、 钻杆管体管料、流体管、结构管等。 产品执行标准: 石油套管管体apispec5ct 石油套管接箍料apispec5ct 钻杆管体管料apispce5dp 推荐选择主轧机机型为accu-roll轧管机。 1.3设计范围 依据委托方认可的产品方案、工艺路线和设备选型,对热轧无缝钢管生产 线进行设计和设备供应。 1.4设计原则及指导思想 1)以市场为导向,经济效益为中心,确定产品大纲和年生产总量; 2)设备选型技术先
热轧无缝钢管知识大全包括热轧无缝钢管缺陷
格式:pdf
大小:996KB
页数:26P
4.6
精选文档 . 2、热轧钢管生产工艺流程 2.1一般工艺流程 热轧无缝钢管的生产工艺流程包括坯料轧前准备、管坯加热、穿孔、轧制、 定减径和钢管冷却、精整等几个基本工序。 当今热轧无缝钢管生产的一般主要变形工序有三个:穿孔、轧管和定减径; 其各自的工艺目的和要求为: 2.1.1穿孔:将实心的管坯变为空心的毛管;我们可以理解为定型,既将轧件断面 定为圆环状;其设备被称为穿孔机。对穿孔工艺的要求是:首先要保证穿出的毛 管壁厚均匀,椭圆度小,几何尺寸精度高;其次是毛管的内外表面要较光滑,不 得有结疤、折叠、裂纹等缺陷;第三是要有相应的穿孔速度和轧制周期,以适应 整个机组的生产节奏,使毛管的终轧温度能满足轧管机的要求。 2.1.2轧管:将厚壁的毛管变为薄壁(接近成品壁厚)的荒管;我们可以视其为定 壁,即根据后续的工序减径量和经验公式确定本工序荒管的壁厚值;该设备被称 为轧管机。对轧管工艺
φ273mm热轧无缝钢管机组技术方案汇总
格式:pdf
大小:153KB
页数:20P
4.7
φ273a-r热轧无缝钢管机组 技术方案 1综合说明 1.1设计依据 φ273mm热轧无缝钢管生产线预询价书。 1.2项目概况 φ273accu-roll热轧无缝钢管机组,设计年产直径φ168-φ273mm,壁厚 12-40mm无缝钢管20-25万吨。主要品种有:石油套管管体、石油套管接箍料、 钻杆管体管料、流体管、结构管等。 产品执行标准: 石油套管管体apispec5ct 石油套管接箍料apispec5ct 钻杆管体管料apispce5dp 推荐选择主轧机机型为accu-roll轧管机。 1.3设计范围 依据委托方认可的产品方案、工艺路线和设备选型,对热轧无缝钢管生产 线进行设计和设备供应。 1.4设计原则及指导思想 1)以市场为导向,经济效益为中心,确定产品大纲和年生产总量; 2)设备选型技术先
管坯穿孔工艺技术(Ⅱ)——《热轧无缝钢管实用技术》 管坯穿孔工艺技术(Ⅱ)——《热轧无缝钢管实用技术》
格式:pdf
大小:116KB
页数:未知
4.6
3二辊斜轧穿孔机的工艺参数设计与调整二辊斜轧穿孔机的工艺参数设计与调整的目标是:管坯咬入平稳,穿孔过程稳定,顶杆无明显抖动,抛钢顺利;毛管尺寸合格、壁厚均匀、内外表面质量良好;穿孔机主传动电机负荷正常。二辊斜轧穿孔机工艺参数的调整主要包括:轧制中心线、轧辊间距、椭圆度系数、顶伸量、喂入角、辗轧角、扩径量、抱辊位置、轧辊转速、导盘速度和导盘位置等。3.1轧制中心线调整
Φ89mm连轧机组热轧无缝钢管缺陷分析 Φ89mm连轧机组热轧无缝钢管缺陷分析
格式:pdf
大小:98KB
页数:3P
4.7
根据衡阳钢管(集团)有限公司φ89mm半浮动芯棒连轧机组的生产实际,对试车以来生产中出现的钢管缺陷进行分类分析,分析了不同类型的缺陷产生的原因,提出了避免缺陷产生的措施。
φ100热轧无缝钢管车间穿孔机组气动推入机的技术改造最新文档
钢热轧无缝钢管技术标准
格式:pdf
大小:22KB
页数:2P
4.6
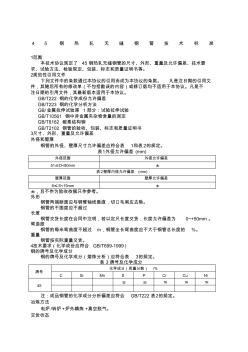
45钢热轧无缝钢管技术标准 1范围 本技术协议规定了45钢热轧无缝钢管的尺寸、外形、重量及允许偏差、技术要 求、试验方法、检验规定、包装、标志和质量证明书等。 2规范性引用文件 下列文件中的条款通过本协议的引用而成为本协议的条款。凡是注日期的引用文 件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本协议。凡是不 注日期的引用文件,其最新版本适用于本协议。 gb/t222钢的化学成份允许偏差 gb/t223钢的化学分析方法 gb/金属拉伸试验第1部分:试验拉伸试验 gb/t10561钢中非金属夹杂物含量的测定 gb/t8162碳素结构钢 gb/t2102钢管的验收、包装、标志和质量证明书 3尺寸、外形、重量及允许偏差 外径和壁厚 钢管的外径、壁厚尺寸允许偏差应符合表1和表2的规定。 表1外径允许偏差(mm) 外径范围外径允许偏差

 我国小型热轧无缝钢管机组的发展
我国小型热轧无缝钢管机组的发展 我国小型热轧无缝钢管机组的发展
格式:pdf
大小:92KB
页数:3P
4.4
介绍了自70年代以来我国设计、制造、试验的几种类型的小型热轧无缝钢管机组的工艺流程,设备结构和技术性能,产品特点及使用发展情况。指出了小型机组的发展方向。
热轧无缝钢管机组未来的发展趋势 热轧无缝钢管机组未来的发展趋势
格式:pdf
大小:1.1MB
页数:1P
4.5
1)机组的新建和改造更趋于理性和专业化品种方向发展。随着钢管产能的过剩和竞争的日趋激烈,前些年盲目、攀比的投资趋势逐渐得到了改善,投资更趋向于专业化品种方向发展。2)三辊连轧管机将成为连轧管机的
3种典型热轧无缝钢管机组的产品壁厚精度浅析 3种典型热轧无缝钢管机组的产品壁厚精度浅析
格式:pdf
大小:119KB
页数:3P
4.4
如何获得更高的热轧无缝钢管的尺寸精度是新建或改造轧管机组重点考虑的问题。在简要介绍几种类型热轧管机组基本生产工艺过程和实际生产情况的基础上,对不同轧管机组所轧钢管的壁厚尺寸进行了随机检测;分析了各种机组产品壁厚的实际精度水平和影响产品壁厚精度的因素。
当代热轧无缝钢管生产技术评述(Ⅰ) 当代热轧无缝钢管生产技术评述(Ⅰ)
格式:pdf
大小:125KB
页数:未知
4.7
对当前热轧无缝钢管生产中连铸管坯的采用,新型穿孔机,轧管工艺设备的发展和改进,在线热处理以及多层次在线检测装置等重大技术问题进行了评述。


273mm新型热轧无缝钢管机组
格式:pdf
大小:102KB
页数:5P
4.5
273mm新型热轧无缝钢管机组 2008-10-1015:42:04浏览572次 济南重工股份有限公司 273mm新型热轧无缝钢管机组是本单位根据市场需求而设计开发的新型无缝钢管生产设备,它是生产无缝钢管的主流机型,主要 用来生产φ114-φ340mm的大口径无缝钢管,代表品种有:石油套管、石油套管接箍料、管线管、液压支架管、高压锅炉管等。 273mm新型热轧无缝钢管机组能生产质量优、几何尺寸精度高、机械性能好的φ114-φ340mm系列的大口径无缝钢管,在国内外 市场需求量巨大,该机组对国民经济的发展有着积极的促进作用。 273mm新型热轧无缝钢管机组主要由:穿孔机、轧管机、定径机、矫直机组成。 创新内容: (1)采用先进的生产工艺,设备组合达到最优化,投资少、回报快、产品精度高; (2)采用可编程序控制器(plc)实现基础自动化控制,生产线上各区设备自动实现顺序控
φ100热轧无缝钢管车间穿孔机组气动推入机的技术改造相关
文辑推荐
知识推荐
百科推荐


职位:制冷与空调技术暖通工程师
擅长专业:土建 安装 装饰 市政 园林


