

0.125mm厚不锈钢薄板光纤激光精密切割实验研究
格式:pdf
大小:769KB
页数:4P
人气 :84
 4.3
4.3
利用光纤激光器对0.125mm厚的不锈钢薄板进行了精密切割实验。实验结果表明:激光切割质量主要与焦点位置、激光输出功率、激光切割速度、重复频率、脉冲宽度、辅助气体种类等因素有关;切缝宽度随激光功率、重复频率及脉冲宽度的增加而增加;缝面粗糙度随激光输出功率、重复频率及脉冲宽度的增加而减少;相比氧气,氮气作为辅助气体时,可获得更窄的切缝以及更光滑的缝面;在实验基础上,获得了缝宽窄、光滑、热影响区小的切缝。



 光纤激光不锈钢薄板切割工艺研究
光纤激光不锈钢薄板切割工艺研究 光纤激光不锈钢薄板切割工艺研究
为达到特定切缝要求,采用光纤激光器对0.2mm不锈钢薄板进行微细切割,通过对影响切缝的各因素进行试验,找出影响切缝的主要因素和大致参数,再通过正交实验找出达到特定切缝要求的最佳参数。
光纤激光精密切割高线密度不锈钢支架 光纤激光精密切割高线密度不锈钢支架
实验选用波长1090nm、峰值功率50w的光纤激光器,切割直径2mm、厚0.13mm的316l不锈钢管材以获得理想的心血管支架.实验结果表明:激光切割质量主要与激光聚焦、激光切割频率、激光切割速率和脉冲宽度等因素有关.在激光切割频率2000hz、激光平均功率50w、脉宽0.06~0.2ms、典型值0.1ms、切割速率100mm/min、焦距50mm、氧压(同轴)0.6~1mpa的条件下,获得了切口表面光滑、切缝垂直度好、筋宽为(100±10)μm的血管支架.其延伸率δ≥40%,抗拉强度σ≥480mpa,综合性能能够满足使用要求.
编辑推荐下载
不锈钢薄板光纤激光焊接的组织与性能觹 不锈钢薄板光纤激光焊接的组织与性能觹
格式:pdf
大小:984KB
页数:4P
4.3
采用gsi的jk-200fl型连续光纤激光器实现了0.2mm厚304不锈钢片的对接焊。在氩气保护下,优化后工艺参数为激光功率90w,光斑直径0.2mm,焊接速度1200mm/min,获得成形良好、无缺陷的焊缝。采用金相显微镜可见焊缝组织由边缘细小的柱状晶和中心部位细小的等轴晶组成。经硬度测试和弯折测试,表明焊缝处的硬度和强度均达到甚至超过母材。
不锈钢薄板激光切孔工艺研究 不锈钢薄板激光切孔工艺研究
格式:pdf
大小:479KB
页数:2P
4.5
利用连续光纤激光器,通过对0.3mm不锈钢薄板进行激光打孔试验,分析了激光功率、切割速度、加速度/减速度和调制频率对孔质量的影响。实验结果表明,要得到较好的孔效果,不能单一只考虑一个参数,需要进行综合分析,选择合适的参数,提高孔的质量和生产效率。
0.125mm厚不锈钢薄板光纤激光精密切割实验热门文档
石英玻璃薄板激光精密切割技术 石英玻璃薄板激光精密切割技术
格式:pdf
大小:381KB
页数:3P
4.7
为了实现石英玻璃薄板的激光精密切割,对石英玻璃薄板激光切割原理进行了探讨,提出了依照材料光学透过率特性来选择激光切割用激光源的方法。通过对材料光学透过率的特性分析可以得知,用来切割石英玻璃的激光源波长应在5μm~20μm范围内。对石英玻璃薄板的激光精密切割进行了实验验证,实验结果表明,激光精密切割技术能够较好地运用于石英玻璃薄板的精密切割加工中,其加工精度优于20μm、中心对称度小于3μm。这一结果和激光源选择方法对石英材料激光精密加工技术研究及其设备研制是有帮助的。
激光切割不锈钢工艺
格式:pdf
大小:10KB
页数:6P
4.6
激光切割不锈钢工艺浅析 摘要:激光切割不锈钢技术就是利用激光束照射到钢板表面上 很小的区域范围,激光束能量高度集中对不锈钢板局部迅速加热, 不锈钢蒸发,从而实现对不锈钢的切割。激光切割技术切割速度快、 质量好等优点,广泛应用于各个材料领域。 关键词:激光切割;不锈钢板;工艺 1激光切割不锈钢工艺特点 激光切割不锈钢技术具有很多优点。激光切割不锈钢有多种方 法,可以在二氧化碳激光中在切割断面加氧气,也可以加氮气。其 中,加氧气切割,会在切割面形成氧化膜;加氮气切割边缘没有氧 化膜和毛刺,不需要作进一步处理。对于切割不锈钢薄板,通常为 4mm以下的不锈钢,激光切割是一个非常有效的加工工具,能够保 证不锈钢薄板良好的耐腐蚀性。相对较厚的板也可以用激光切割, 但切割部件的尺寸误差也增大了。 1.1激光切割的切缝窄、加工精度高,工件变形小 激光切割原理和过程是:激光源一般用二氧化碳激光束,激
切割5mm厚不锈钢工艺参数(氮气)(精)
格式:pdf
大小:38KB
页数:1P
4.3
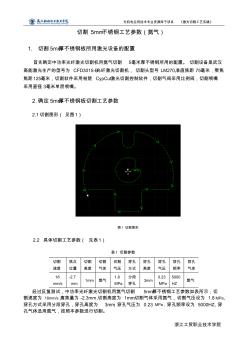
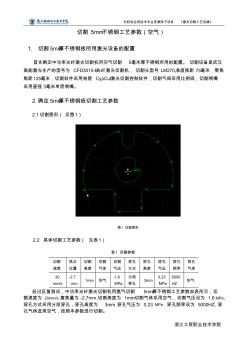
光机电应用技术专业资源库子项目《激光切割工艺实践》 浙江工贸职业技术学院 切割5mm不锈钢工艺参数(氮气) 1.切割5mm厚不锈钢板所用激光设备的配置 首先确定中功率光纤激光切割机用氮气切割5毫米厚不锈钢所用的配置。切割设备是武汉 高能激光生产的型号为cfd3015-b光纤激光切割机,切割头型号lm270,准直焦距75毫米,聚焦 焦距125毫米,切割软件采用柏楚cypcut激光切割控制软件,切割气阀采用比例阀,切割喷嘴 采用直径3毫米单层喷嘴。 2.确定5mm厚不锈钢板切割工艺参数 2.1切割图形(见图1) 图1切割图形 2.2具体切割工艺参数(见表1) 表1切割参数 切割 速度 焦点 位置 切割 高度 切割 气体 切割 气压 穿孔 方式 穿孔 高度 穿孔 气压 穿孔 频率 穿孔 气体 18 mm/s -2.7 mm 1mm氮气 1.8
0.125mm厚不锈钢薄板光纤激光精密切割实验精华文档
6kW光纤激光器光束入射角对不锈钢板切割质量的影响 6kW光纤激光器光束入射角对不锈钢板切割质量的影响
格式:pdf
大小:540KB
页数:4P
4.6
采用大功率光纤激光器进行不同板厚的不锈钢的切割试验,研究了光束入射角对切割质量的影响。结果表明,在切割枪不同的倾斜姿态、不同板厚下,光束入射角对切割质量的影响也不同。
不锈钢薄板激光焊接工艺研究 不锈钢薄板激光焊接工艺研究
格式:pdf
大小:636KB
页数:3P
4.4
针对不锈钢薄板的激光焊接进行了研究,分析了激光工艺参数对超薄不锈钢板焊接质量的影响。结果表明,对于不锈钢薄板激光焊接,脉冲工作电流和脉冲宽度对焊缝成形影响很大。在合适的工艺参数下,超薄不锈钢薄板焊缝成形良好,焊接接头基本与母材等强。
激光切割不锈钢板工艺参数研究 激光切割不锈钢板工艺参数研究
格式:pdf
大小:196KB
页数:2P
4.5
基于激光切割工作原理,分析了影响不锈钢板激光切割质量的三个重要工艺参数,即:离焦量、辅助气体压力和切割速度,理论研究了其影响机理,并通过对不同厚度不锈钢板离焦量的确定进行大量工艺实验,总结出离焦量的确定方法,然后对不同厚度不锈钢板辅助气体压力进行实验,实验研究出其确定方法,最后对切割速度进行分析,提出切割速度理论确定方法。分析研究为激光切割应用提供了参考,对实际加工有一定的指导意义。
光纤激光器不锈钢薄片焊接工艺 光纤激光器不锈钢薄片焊接工艺
格式:pdf
大小:951KB
页数:4P
4.8
主要介绍了运用光纤激光器对0.1mm厚度的不锈钢金属片进行激光拼焊的实验,分析了实验中激光功率、激光脉宽、焊接速度、激光频率对形成的熔池和焊接效果的影响,总结了激光薄片焊接的基本要素。

0.125mm厚不锈钢薄板光纤激光精密切割实验最新文档
激光切割不锈钢工艺浅析 激光切割不锈钢工艺浅析
格式:pdf
大小:127KB
页数:未知
4.7
激光切割不锈钢技术就是利用激光束照射到钢板表面上很小的区域范围,激光束能量高度集中对不锈钢板局部迅速加热,不锈钢蒸发,从而实现对不锈钢的切割。激光切割技术切割速度快、质量好等优点,广泛应用于各个材料领域。
切割3mm厚不锈钢工艺参数(氮气)(精)
格式:pdf
大小:56KB
页数:2P
4.7
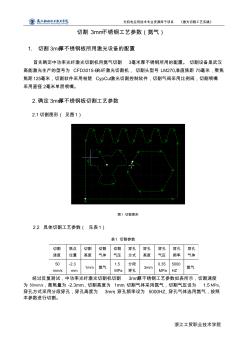
光机电应用技术专业资源库子项目《激光切割工艺实践》 浙江工贸职业技术学院 切割3mm不锈钢工艺参数(氮气) 1.切割3mm厚不锈钢板所用激光设备的配置 首先确定中功率光纤激光切割机用氮气切割3毫米厚不锈钢所用的配置。切割设备是武汉 高能激光生产的型号为cfd3015-b光纤激光切割机,切割头型号lm270,准直焦距75毫米,聚焦 焦距125毫米,切割软件采用柏楚cypcut激光切割控制软件,切割气阀采用比例阀,切割喷嘴 采用直径2毫米单层喷嘴。 2.确定3mm厚不锈钢板切割工艺参数 2.1切割图形(见图1) 图1切割图形 2.2具体切割工艺参数(见表1) 表1切割参数 切割 速度 焦点 位置 切割 高度 切割 气体 切割 气压 穿孔 方式 穿孔 高度 穿孔 气压 穿孔 频率 穿孔 气体 50 mm/s -2.3 mm 1mm氮气 1.5
切割3mm厚不锈钢工艺参数(空气)(精)
格式:pdf
大小:44KB
页数:1P
4.7
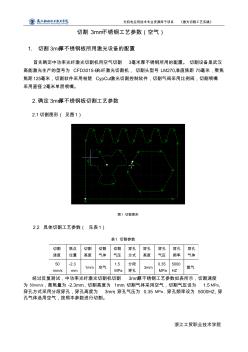
光机电应用技术专业资源库子项目《激光切割工艺实践》 浙江工贸职业技术学院 切割3mm不锈钢工艺参数(空气) 1.切割3mm厚不锈钢板所用激光设备的配置 首先确定中功率光纤激光切割机用空气切割3毫米厚不锈钢所用的配置。切割设备是武汉 高能激光生产的型号为cfd3015-b光纤激光切割机,切割头型号lm270,准直焦距75毫米,聚焦 焦距125毫米,切割软件采用柏楚cypcut激光切割控制软件,切割气阀采用比例阀,切割喷嘴 采用直径2毫米单层喷嘴。 2.确定3mm厚不锈钢板切割工艺参数 2.1切割图形(见图1) 图1切割图形 2.2具体切割工艺参数(见表1) 表1切割参数 切割 速度 焦点 位置 切割 高度 切割 气体 切割 气压 穿孔 方式 穿孔 高度 穿孔 气压 穿孔 频率 穿孔 气体 50 mm/s -2.3 mm 1mm空气 1.5
304不锈钢薄板激光焊接技术研究
格式:pdf
大小:16.7MB
页数:67P
4.5
듳솬샭릤듳톧쮶쪿톧캻싛컄304늻탢룖놡냥벤맢몸뷓벼쫵퇐뺿탕쏻ꎺ헅캬헜짪쟫톧캻벶뇰ꎺ쮶쪿튵ꎺ믺킵훆퓬벰웤ퟔ뚯뮯횸떼뷌쪦ꎺ컢뚫붭20091216 304늻탢룖놡냥벤맢몸뷓벼쫵퇐뺿ퟷ헟ꎺ헅캬헜톧캻쫚폨떥캻ꎺ듳솬샭릤듳톧놻틽폃듎쫽ꎺ3듎놾컄뛁헟튲뛁맽(1쳵ì1.뫺쇁6mm늻탢룖(304)맢쿋벤맢몸뷓릤틕뗄퇐뺿[톧캻싛컄]2010틽횤컄쿗(3쳵ì1.풬캡.샮탂뮪놡냥몸뷓컂뛈뎡폐쿞풪럖컶[웚뾯싛컄æ-뫾쓏얩믺2010(9)2.슬ퟖ럥벤맢몸뷓풲ힶ쳥죈풴쒣탍벰닎쫽퇐뺿[웚뾯싛컄æ-몸뷓2012(1)3.붪헗뮪.엋펿.췵붡뎬.돂뾡.싦릫탲.헅캰맢쿋벤맢뷰쫴놡냥운몸쾵춳뫍ힰ볐뻟뷡릹짨볆[웚뾯싛컄æ-펦폃벤맢2010(5)놾컄솴뷓ꎺhttp
 不锈钢激光模板精密电抛光工艺
不锈钢激光模板精密电抛光工艺 不锈钢激光模板精密电抛光工艺
格式:pdf
大小:1.3MB
页数:4P
4.8
不锈钢激光模板尺寸大、壁薄,对其抛光要求为变形小、孔壁光滑,且腐蚀量小于0.005mm。利用极化曲线、扫描电镜(sem)等方法,研究了预去毛刺、添加剂、精抛光工艺参数对抛光质量的影响,确定了精密电抛光溶液组成及精抛光工艺。结果表明,添加剂含量在15g/l时能有效抑制抛光的腐蚀量,提高抛光质量;在精抛光的参数电流密度为20~25a/dm2,温度60~65℃,时间1min条件下,钢片经去毛刺处理和精抛光处理能达到孔壁光滑、腐蚀量小于0.005mm的要求。
金属超薄板光纤激光焊接 金属超薄板光纤激光焊接
格式:pdf
大小:1000KB
页数:4P
4.6
采用连续激光焊接,焊接速度可以达到50~60mm/s,相对于脉冲激光焊接,生产效率上极具优势。采用波长为1070nm的光纤激光对厚度为0.1mm的304不锈钢超薄板进行连续激光搭接焊,研究了焊接功率、焊接速度和离焦量等焊接工艺参数对焊缝质量的影响规律。实验表明,焊接功率的增加会逐步增加焊缝的熔深和熔宽,当焊接功率达到160w时,焊缝在下层板的熔深陡然增大,出现了不锈钢超薄板的激光深熔焊;此外,相对于负离焦,正离焦更容易得到更深的熔深,但焊缝宽度会略有增加,采用+1mm的离焦量产生大熔深和窄焊宽,因此不锈钢超薄板激光焊接适宜采用正离焦。
切割5mm厚不锈钢工艺参数(空气)(精)
格式:pdf
大小:38KB
页数:1P
4.4
光机电应用技术专业资源库子项目《激光切割工艺实践》 浙江工贸职业技术学院 切割5mm不锈钢工艺参数(空气) 1.切割5mm厚不锈钢板所用激光设备的配置 首先确定中功率光纤激光切割机用空气切割5毫米厚不锈钢所用的配置。切割设备是武汉 高能激光生产的型号为cfd3015-b光纤激光切割机,切割头型号lm270,准直焦距75毫米,聚焦 焦距125毫米,切割软件采用柏楚cypcut激光切割控制软件,切割气阀采用比例阀,切割喷嘴 采用直径3毫米单层喷嘴。 2.确定5mm厚不锈钢板切割工艺参数 2.1切割图形(见图1) 图1切割图形 2.2具体切割工艺参数(见表1) 表1切割参数 切割 速度 焦点 位置 切割 高度 切割 气体 切割 气压 穿孔 方式 穿孔 高度 穿孔 气压 穿孔 频率 穿孔 气体 20 mm/s -2.7 mm 1mm空气 1.6
薄壁不锈钢圆管激光切割工艺研究及夹具设计 薄壁不锈钢圆管激光切割工艺研究及夹具设计
格式:pdf
大小:483KB
页数:3P
4.7
采用固体脉冲nd:yag激光器研究脉冲电流、切割速度和氮气压力对壁厚为1mm的薄壁不锈钢圆管切割质量的影响。以切缝宽度和切口表面粗糙度作为衡量指标,通过正交试验得出氮气压力是薄壁不锈钢圆管切割质量的主要影响因素,其次是脉冲电流,切割速度对切割质量的影响在三个因素中最小,其最优工艺参数组合为:脉冲电流i=170a,切割速度v=40mm/min,氮气压力p=0.8mpa。设计实验所用薄壁不锈钢圆管的专用夹具,解决了其采用直接装夹方式时装夹变形和定位精度低的问题。
光纤激光直接快速成型316L不锈钢精密零件研究 光纤激光直接快速成型316L不锈钢精密零件研究
格式:pdf
大小:331KB
页数:未知
4.7
为了研究光纤激光在选区激光熔化直接成型316l不锈钢精密零件中的应用,采用扩束镜及f-θ透镜,将光纤激光在成型系统工作面上聚集成30μm~50μm左右的细微聚焦光束;通过分析离焦量、扫描速度、激光功率、扫描路径对比成型实验,获得了激光光斑直径、扫描速度、激光功率等工艺参量及扫描路径对成型精度的影响关系.结果表明,通过优化工艺参量及扫描路径,可成功成型壁厚达0.1mm的316l不锈钢精密零件.
0.125mm厚不锈钢薄板光纤激光精密切割实验相关
文辑推荐
知识推荐
百科推荐


职位:施工员
擅长专业:土建 安装 装饰 市政 园林


