pvc吹膜机正确使用方法
⒈检查温度自控完好,加热电器完好,注意及时调节各点加热温度在指标范围之内。
⒉检查牵引速度,控制薄膜厚度。
⒊观察调整薄膜厚度的均匀,折径符合标准。
⒋检查空气贮气缸压力,不能过高,但应有备用压力。
⒌检查控制原料配比并混合均匀。
⒍检查原料有无杂质,特别应及时用磁铁检查铁器混入。
⒎检查减速箱位和空压机气缸润滑油润滑情况。
⒏定期检查各运转电机温升和机械传动情况。
pvc吹膜机造价信息
吹膜机的组成是由
①电机 motor、
②螺杆和料筒、
③模头 die head、
④变频器 inverter、
⑤v板、
⑥对轮、
⑦平滑轮、
⑧对轮2、
⑨收卷 wind
原料LLDPE和LDPE 温度是160--180度
HDPE 温度是210-230度
吹膜机工作最重要的是三个因素
一温度(机台温度、室内温度)
二螺旋体
三冷却系统
吹膜机分很多种,有PE,POF,PVC等等。
用全新的粒子吹出的是新料,色泽均称,干净,袋子拉伸好。
pvc吹膜机组成
吹膜机的组成是由
①电机 motor、
②螺杆和料筒、
③模头 die head、
④变频器 inverter、
⑤v板、
⑥对轮、
⑦平滑轮、
⑧对轮2、
⑨收卷 wind
原料LLDPE和LDPE 温度是160--180度
HDPE 温度是210-230度
吹膜机工作最重要的是三个因素
一温度(机台温度、室内温度)
二螺旋体
三冷却系统
pvc吹膜机正确使用方法
⒈检查温度自控完好,加热电器完好,注意及时调节各点加热温度在指标范围之内。
⒉检查牵引速度,控制薄膜厚度。
⒊观察调整薄膜厚度的均匀,折径符合标准。
⒋检查空气贮气缸压力,不能过高,但应有备用压力。
⒌检查控制原料配比并混合均匀。
⒍检查原料有无杂质,特别应及时用磁铁检查铁器混入。
⒎检查减速箱位和空压机气缸润滑油润滑情况。
⒏定期检查各运转电机温升和机械传动情况。
pvc吹膜机使用注意事项
⒈操作机器时操作者不可以站立于正前方,以免出现意外伤及操作人员。进料时严防原料中带有金属杂质和操作小工具等损坏机器的硬物掉入机筒。操作旋转机器时禁止带手套,以防卷入受伤。
⒉检查和加好减速箱、空压机内的润滑油,检查各机械传动部件的润滑情况。避免干涸操作损伤机器并发出噪音。
⒊开机操作时必须先检查各路电源接线是否有断开、漏电;检查仪器是否损坏不正常。开机前先确保各个部件安全正常,以免影响生产和造成事故。
⒋成膜条件范围内,提高成型温度,冷却风温度以及吹胀比;那么薄膜浊度增大,光泽度降低;反之提高。
⒌模口出料均匀一致时,即可戴好手套缓慢提拉管坯,同时将管坯端头封闭,微开进气调节阀,使之从芯棒中心孔放入少量压缩空气,然后小心地引过稳泡架、人字板,并穿入牵引辊、导辊直至卷取(如要压花要经过压花辊)
⒍吹胀管坯的压缩空气压力要适当,既不能使管坯破裂,又要保证膜管的对称稳定,相对地保证了质量的生产。
⒎清理挤出机和模口时可以使用铜刀、棒或者压缩空气清理,但切忌损伤螺杆和螺杆光洁表面。
pvc吹膜机正确使用方法常见问题
-
一开始你要压紧,然后第二圈压到第一圈的2分之1,第三二圈压到第二圈的2分之1,以此类推。在最后面的时候,在空调管背后打个死结(避免结露在明显地方)。
-
要注意的是靠垫一定要放在腰部,放到背部是无效的。这是因为正常人体的脊柱共有三个生理弯曲,因生理的需求它们并不生长在一条直线上,胸椎向后凸,颈椎和腰椎向前凸,从侧面看,脊椎犹如两个S的连接。由于这个生理...
-
要看你是什么样的精油了,最好少点小面积的用吧,因为都是浓缩的。 单方精油: 玫瑰、薰衣草、柠檬、茉莉、依兰、檀香、茶树、丝柏、葡萄柚、尤加利、天竺葵、洋甘菊、佛手柑、花梨木、甜橙、苹果、乳香、桂花、百...
1、检查温度自控完好,加热电器完好,注意及时调节各点加热温度在指标范围之内。
2、检查牵引速度,控制薄膜厚度。
3、观察调整薄膜厚度的均匀,折径符合标准。
4、检查空气贮气缸压力,不能过高,但应有备用压力。
5、检查控制原料配比并混合均匀。
6、检查原料有无杂质,特别应及时用磁铁检查铁器混入。
7、检查减速箱位和空压机气缸润滑油润滑情况。
8、定期检查各运转电机温升和机械传动情况。
pvc吹膜机组采用了旋转模头、变频调速及自动恒温控制等项技术,生产出来的产品塑化好、薄膜的厚薄均匀度、透明度、平整度、收缩率等各项质量指标达到印刷级薄膜的技术标准。 该机组机构紧凑,操作容易,主要由如下部分组成:挤出机、旋转模头、冷却风环、第一牵引、热水箱及定型套、第二牵引(可电动升降)、双工位收卷机、挤出机电控柜和辅机电控柜.
⒈操作机器时操作者不可以站立于正前方,以免出现意外伤及操作人员。进料时严防原料中带有金属杂质和操作小工具等损坏机器的硬物掉入机筒。操作旋转机器时禁止带手套,以防卷入受伤。
⒉检查和加好减速箱、空压机内的润滑油,检查各机械传动部件的润滑情况。避免干涸操作损伤机器并发出噪音。
⒊开机操作时必须先检查各路电源接线是否有断开、漏电;检查仪器是否损坏不正常。开机前先确保各个部件安全正常,以免影响生产和造成事故。
⒋成膜条件范围内,提高成型温度,冷却风温度以及吹胀比;那么薄膜浊度增大,光泽度降低;反之提高。
⒌模口出料均匀一致时,即可戴好手套缓慢提拉管坯,同时将管坯端头封闭,微开进气调节阀,使之从芯棒中心孔放入少量压缩空气,然后小心地引过稳泡架、人字板,并穿入牵引辊、导辊直至卷取(如要压花要经过压花辊)
⒍吹胀管坯的压缩空气压力要适当,既不能使管坯破裂,又要保证膜管的对称稳定,相对地保证了质量的生产。
⒎清理挤出机和模口时可以使用铜刀、棒或者压缩空气清理,但切忌损伤螺杆和螺杆光洁表面。
pvc吹膜机正确使用方法文献

 液压挖掘机正确使用方法
液压挖掘机正确使用方法
液压挖掘机正确使用方法
 PVC胶水使用方法
PVC胶水使用方法
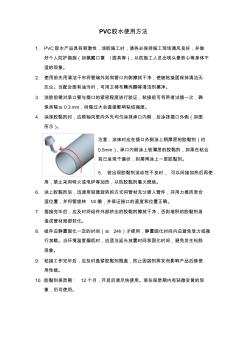
PVC胶水使用方法 1. PVC胶水产品具有刺激性,涂胶施工时,请务必保持施工现场通风良好,并做 好个人防护措施(如佩戴口罩 /面具等),以防施工人员出现头晕恶心等身体不 适的现象。 2. 使用前先用清洁干布将管端外则和管口内侧擦拭干净,使被粘接面保持清洁无 灰尘。当配合面有油污时,可用卫棉布蘸丙酮等清洁剂擦净。 3. 涂胶前需对承口管与插口的紧密程度进行验证,粘接前可将两者试插一次,确 保间隙≤ 0.3 mm,间隙过大会直接影响粘结强度。 4. 涂抹胶黏剂时,应顺轴向里向外先均匀涂抹承口内侧,后涂抹插口外侧(如图 所示)。 注意:涂抹时应在插口外侧涂上稍厚层的胶黏剂(约 0.5mm),承口内侧涂上较薄层的胶黏剂,如果在粘合 前已呈现干燥状,则需再涂上一层胶黏剂。 5. 若出现胶黏剂流动性不良时, 可以间接加热后再使 用,禁止采用明火或电炉等加热,以防胶黏剂着火燃烧。 6. 涂上胶黏剂后,
名称: pvc吹膜机组
本机组是生产床垫包装膜的理想设备.
制品宽度:2500mm,
厚度20um-80um,
产量:〉350kg/h.
线速度:30mpm.
挤出机:150mm
为了满足生产过程中对塑料薄膜包装材料一些特殊功能的需要,将多种特性材料(如透气、防水、保温、韧性等)吹膜并共挤在一起,形成多功能的塑料薄膜,发展了多层共挤吹膜机。多层共挤吹膜机的目的就是发挥多种材料的优点,规避单种材料或者单层吹膜机的一些缺点。
比如PP、PE的共挤吹膜机,正是利用了PP材料硬度大的特点和PE材料亮度高的特点相结合,生产出两种特性结合的薄膜。
多层共挤吹膜机还分为一下几种,如二层共挤吹膜机、三层共挤吹膜机、五层共挤吹膜机七层共挤吹膜机等即是属于此类产品:
三层共挤
三层共挤吹薄生产线采用新型高效低能耗挤出机组,IBC膜泡内冷系统,±360°水平式上牵引旋转系统,光电自动纠偏装置,全自动收卷及薄膜张力控制,电脑屏幕自动控制系统等先进技术。与同类设备相比,具有产量更高、制品塑化好、低能耗、操作简便的优点,彻底解决了薄膜荷叶边及收卷大小头等问题,使产品质量上了一个新台阶。生产出的薄膜具有高透明、耐穿刺、高韧性、低温热切性佳、复合牢度佳、防卷曲性。这种膜由于其阻隔性好,保鲜,防湿,防霜冻,隔氧,耐油,可以广泛用于轻重包装。如各种鲜果、肉食品、酱菜、鲜牛奶、液体饮料、医药用品等。
五层共挤
五层共挤吹膜机组,主要适用于HDPE、 MHDPE、 LDPE、 LLDPE、 MLLDPE 、PA 、EVOH 等具有气体阻隔性能的树脂,生产的薄膜主要用于重包装、高档食品袋、真空包装袋、液体包装袋等的包装材料,达到保香、保鲜、防腐、气密、延长保质期的包装目的。
薄膜吹膜机是将塑料粒子加热融化再吹成薄膜。吹膜机分很多种,有PE,POF等等。
使用方法
1、在使用薄膜吹膜机 的过程中,首先应检查温度自控完好,加热电器完好,注意及时调节各点加热温度在指标范围之内。
2、检查牵引速度,控制薄膜厚度。
3、观察调整薄膜厚度的均匀,折径符合标准。
4、检查空气贮气缸压力,不能过高,但应有备用压力。
5、检查控制原料配比并混合均匀。
6、检查原料有无杂质,特别应及时用磁铁检查铁器混入。
7、检查减速箱位和空压机气缸润滑油润滑情况。
8、定期检查各运转电机温升和机械传动情况。
用全新的粒子吹出的是新料,色泽均称,干净,袋子拉伸好。也有人用回收的塑料袋来制成粒子,这种粒子一般叫旧料,制成粒子时通常是灰色的,在制成袋子时通常要添加色素,制成袋子着色不匀,脆且易断,价格也较低。虽然是回收的塑料袋但一般都是制袋过程中的废品袋和通常意义上的垃圾塑料还是有很大的区别的。2100433B
pvc吹膜机相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 原来这就是辨别冷热水管正确方法商家终于肯说实话了
- 单面涂铝PVC塑料吊顶材料燃烧性能的实验
- 云南省氯碱PVC行业清洁生产合格单位评价指标体系
- 正确应用PKPM软件提高建筑结构设计的准确可靠性
- 怎样正确连接三相电动机接线盒内已混乱的六根引出线
- 建筑施工企业三类人员考试题库资料与正确答案收集资料
- 技术交底北京建工集团通用硬质阻燃PVC管暗敷
- 20万t/a PVC装置D6NC卧式螺旋离心机运行总结
- 装修施工技术之硬质阻燃型塑料管PVC暗敷设
- 中国PVC装饰板行业市场前景分析预测年度报告目录
- 正确处理施工单位与项目业主、监理关系的做法和成功经验
- 硬聚氯乙烯PVC-U给水管安装
- 正确处理城市建设与产业集群的关系促进社会经济健康发展
- Krauss Maffei单个排气口PVC挤管机产量高
- 聚氯乙烯PVC门窗固定片
- 回收PVC门窗软硬共挤废料制备热塑性弹性体的方法
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司