焊接型压轨器定义
焊接型轨道固定件又名焊接型压轨器,由上盖板,底座板,调整板,螺栓,螺母,平垫圈,弹簧垫圈7部分组成。固定件底座与吊车梁焊接,焊条型号选用应与联结件材质相适应。如采用Q235及Q345钢时分别采用E4315、E5015型焊条。
焊接型压轨器造价信息
焊接型压轨器,即焊接型轨道固定件,由上盖板,底座板,调整板,螺栓,螺母,平垫圈,弹簧垫圈7部分组成。固定件底座与吊车梁焊接,焊条型号选用应与联结件材质相适应。
焊接型轨道固定件又名焊接型压轨器,由上盖板,底座板,调整板,螺栓,螺母,平垫圈,弹簧垫圈7部分组成。固定件底座与吊车梁焊接,焊条型号选用应与联结件材质相适应。如采用Q235及Q345钢时分别采用E4315、E5015型焊条。
固定件的材料及制做标准
(1)上盖板,底座板,调整板为ZG270-500.材质符合5676-85之规定.采用失蜡精密铸造.II级级量,尺寸偏差符合JZ67-2II级精度之规定.
(2)螺栓,螺母为Q235BF 钢加工件,机械性能及化学成分GB700 -88之 规定,螺栓表面精度12.5 ,螺母符合GB 6170-86 之规定.
(3)平垫圈为Q235AF钢,制作要求符合 GB97.1-85之规定
(4)弹簧垫圈为65Mn或60si2Mn钢,材质符合1222-84之规定,制作要求符合 GB93-87之规定.
(1)上盖板,底座板,调整板为ZG270-500。材质符合5676-85之规定。采用失蜡精密铸造II级级量,尺寸偏差符合JZ67-2II级精度之规定。
(2)螺栓、螺母为Q235BF钢加工件,机械性能及化学成分GB700-88之规定,螺栓表面精度12.5,螺母符合GB 6170-86 之规定。
(3)平垫圈为Q235AF钢,制作要求符合 GB97.1-85之规定。
(4)弹簧垫圈为65Mn或60si2Mn钢,材质符合1222-84之规定,制作要求符合 GB93-87之规定。
焊接型压轨器定义常见问题
-
表格输入里输入
-
暗柱箍筋采用焊接封闭箍,怎么修改计算设置或其他方法 你在计算设置里修改的话肯定包括全部,要在属性里单独设置
-
主要是工件和焊缝之间的关系: 立焊——焊缝与地面垂直。平焊——焊缝与地面平行,且焊道在上面。仰焊——焊缝与地面平行,且焊道在下面。车工怕车杆,刨工怕刨板,焊工怕仰脸......这里的仰脸指的就是仰焊。
焊接型压轨器定义文献

 焊接常用术语及定义
焊接常用术语及定义
电 弧 缝 焊 arc seam weld 采 用 电 弧 焊 方 法 焊 成 的 缝 形 焊 缝 。 电 弧 点 焊 arc spot weld 采 用 电 弧 焊 方 法 焊 成 的 点 状 焊 缝 。 弧伤 arc strike 由于疏忽大意,使电能在完成的焊缝(或母材)表面与焊条或磁探头 (电流源)之间通过,从而发生电弧,造成在完成的焊缝(或母材)的外形轮廓上的任何烧 伤 。 螺柱弧焊 arc stud swelding 一种弧焊方法。此法在金属螺柱(或类似零件)和另一工 件之间引发电弧, 直至被连接的表面受到适当加热, 然后再以压力使两者接合起来。 在螺柱 外 围加 一 陶瓷 护 套 ,可 以 获得 适当的 部分保 护。焊 剂或 保 护气 体 可 用可 不 用。 电弧焊 arc welding 电弧焊是指某一焊接方法群,此焊接方法
 VGA各针脚定义和焊接方法(精)
VGA各针脚定义和焊接方法(精)
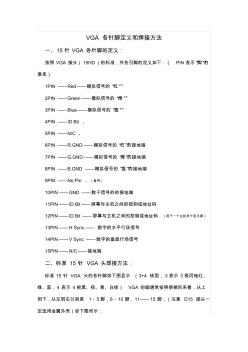
VGA 各针脚定义和焊接方法 一、15 针 VGA 各针脚的定义: 按照 VGA 接头( 15HD)的标准,共各引脚的定义如下:( PIN 表示“脚”的 意思) 1PIN ——Red——模拟信号的 “红” 2PIN ——Green——模拟信号的 “绿” 3PIN ——Blue——模拟信号的 “蓝” 4PIN —— ID Bit 、 5PIN ——N/C 、 6PIN ——R.GND——模拟信号的 “红”的接地端 7PIN ——G.GND——模拟信号的 “绿”的接地端 8PIN ——B.GND ——模拟信号的 “蓝”的接地端 9PIN ——No.Pin 、(备用) 10PIN——GND ——数子信号的的接地端 11PIN—— ID Bit——屏幕与主机之间的控制或地址码 12PIN—— ID Bit ——屏幕与主机之间的控制或地址码 (用于一个主机多个显示屏) 13PIN——H Sync——
WJK焊接型压轨器 - WJK焊接型压轨器的常用型号?
WJK焊接型压轨器的使用说明:地基施工需预埋钢板,把底座3面围焊在预埋钢板上,上盖抵住钢轨边缘,调节螺栓和调整肖控制压力大小和松紧度。钢轨两侧各安装一套,钢轨每隔600mm或500mm需安装一对压轨器固定
1、普通焊接型压轨器目前是国内广泛应用于钢吊车梁与轨道之间的固定装置。材质通常分为以下两种:Q235材质:螺栓C级,承受作用于每个轮压处的最大侧向力为45KN;Q345材质:螺栓8.8级,承受作用于每个轮压处的最大侧向力为55KN。最大安装高度为85mm;
2、缩小型压轨器主要适用于对压板安装高度有特殊要求(安装最大高度为71mm)。材质为Q345,螺栓为8.8级高强螺栓,承受作用于每个轮压处的最大侧向力为40KN。整体要求与普通焊接型压轨器一致。
3、加厚焊接型压轨器主要用于在轨道底铺设弹性复合橡胶垫板的吊车轨道之固定。一般分两种:普通加厚型和缩小加厚型,其安装高度分别为:85mm和71mm。普通加厚型材质为Q235,螺栓为C级,承受作用于每个轮压处的最大侧向力为45KN;缩小加厚型材质为Q345螺栓为8.8级高强螺栓,承受作用于每个轮压处的最大侧向力为40KN;符合使用橡胶垫高度为7mm的要求。
4、弹性复合橡胶垫板有全长铺垫和间断铺垫两种,间断铺设每两套压轨器处加一块垫板。为消除"曲弓波"效应,建议在起重量>30T,重级工作制情况下建议全长铺设橡胶垫板。
焊接型压轨器相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 锥形临时过滤器
- 1095弹簧钢片
- 锥形流量计
- 锥形沉降器
- 锥形剪裁
- 无折边锥形封头
- 板形控制
- SK85工具钢
- 角锥形
- 羟基乙叉二磷酸
- 锥形桩
- 捷安特风标2200
- 板缝差
- 锥形管
- 数控机床零件加工实训指导书
- 直柄加特长麻花钻
- 智能点型离子感烟探测器和普通感烟探测器有什么区别
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 应用型人才培养为导向的高等钢筋混凝土结构课程改革
- 一型小水线面双体船的水动力性能与结构设计(英文)
- 增强型改性发泡水泥保温板建筑保温系统应用技术标准
- 基于粗糙集和灰聚类理论的IT项目评标决策模型
- 应用型建筑环境与能源应用工程专业课程内容建筑
- 中国工程建设焊接协会全国优秀焊接工程
- 应用螺杆钻定向钻探技术在复杂地层施工空间型定向孔
- 增安型2/4极双速高压箱式空-水冷三相异步电动机
- 中国石化第二代节能型苯乙烯技术在巴陵石化成功应用
- 早强型水泥浆液材料的试验及在锚固工程中的应用
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 改进型BAF水处理及回用装置节能工艺与投资效益分析
- 工程监理在水利软件开发型信息化项目建设中应用
- 关于排烟积灰水平管道来流绕过管道附着概率模型
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司