
焊接形式造价信息
焊接形式常见问题
-
共计三种焊接方式: 1、钢筋纵轴向与钢板接触,角焊缝采取满焊或者断续焊的方法,进行连接; 2、钢筋横轴向即钢筋的横断面与钢板接触,钢筋的直径所在的面与钢板接触,也是角焊缝,但是是周焊; 3、将钢板打孔...
-
共计三种焊接方式:1、钢筋纵轴向与钢板接触,角焊缝采取满焊或者断续焊的方法,进行连接;2、钢筋横轴向即钢筋的横断面与钢板接触,钢筋的直径所在的面与钢板接触,也是角焊缝,但是是周焊;3、将钢板打孔或者割...
焊接形式文献

 焊接位置&接头形式
焊接位置&接头形式
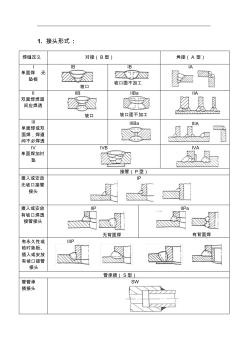
1. 接头形式 : 焊缝定义 对接( B型) 角接( A 型) I 单面焊 无 垫板 IB 坡口 IB 坡口面不加工 IA II 双面焊焊道 间应焊透 IIB 坡口 IIBa 坡口面不加工 IIA III 单面焊或双 面焊,焊道 间不必焊透 IIIBa IIIA IV 单面焊加衬 垫 IVB IVA 接管( P型) 插入或安放 无坡口接管 接头 IP 插入或安放 有坡口焊透 接管接头 IIP 无背面焊 IIPa 有背面焊 有永久性或 临时垫板、 插入或安放 有坡口接管 接头 IIIP 管承插( S型) 管管承 插接头 SW 2. 焊接位置 对 接 焊 缝 角 接 焊 缝 平焊:试板位于水平位 置,由上面熔敷 填充金属 1 G 船形焊:试板的配置使焊缝位于水 平位置,焊缝喉部位于垂 直位置。 1F 横焊:试板位于垂直位 置,焊缝轴线位 于水平位置 2
 钢筋焊接及连接几种形式
钢筋焊接及连接几种形式
钢筋焊接及连接几种形式
常见焊接形式是指手工电弧焊的方法,就是我们平时看到的施工人员手拿一个焊枪的那一种。简单的列出几种:
点焊:在刚开始焊接时把零件固定好后用焊条在接触缝上点几处焊点,使零件简单焊接在一起叫作点焊,这样便于在继续焊接时对焊接零件整形,但形状位置不好友偏移时还可以重新敲开点焊。
满焊:就是将准备焊在一起的2个工件的所有接触的地方都进行熔焊。比如两块钢板拼接,把一条焊缝全部焊满就是满焊,用于要求焊接强度较高的条件下。
花焊:在对连接强度要求不是太高的情况下,可以间断地进行焊接,即焊一段、间隔一段,就是花焊。
堆焊:在一个零件受损后,这时可以不重新制造新的零件,对其进行焊接,在受损部位进行堆焊,受损部位过大了也可以通过缺口内加入填充材料(在不影响使用强度要求的情况下)的方法进行堆焊。
下面所列的常见焊接形式是指手工电弧焊的方法,就是我们平时看到的施工人员手拿一个焊枪的那一种。简单的列出几种:
点焊:在刚开始焊接时把零件固定好后用焊条在接触缝上点几处焊点,使零件简单焊接在一起叫作点焊,这样便于在继续焊接时对焊接零件整形,但形状位置不好友偏移时还可以重新敲开点焊。
满焊:就是将准备焊在一起的2个工件的所有接触的地方都进行熔焊。比如两块钢板拼接,把一条焊缝全部焊满就是满焊,用于要求焊接强度较高的条件下。
花焊:在对连接强度要求不是太高的情况下,可以间断地进行焊接,即焊一段、间隔一段,就是花焊。
堆焊:在一个零件受损后,这时可以不重新制造新的零件,对其进行焊接,在受损部位进行堆焊,受损部位过大了也可以通过缺口内加入填充材料(在不影响使用强度要求的情况下)的方法进行堆焊。
焊接接头形式主要有对接接头、T形接头、角接接头、搭接接头四种。有时焊接结构中还有一些其它类型的接头形式,如十字接头、端接接头、卷边接头、套管接头、斜对接接头、锁底对接接头等。在国家标准GB 985-88中有详细规定。
对接接头
两焊件相对平行的接头称为对接接头,这种接头从力学角度看是较理想的接头形式,受力状况较好,应力集中较小,能承受较大的静载荷或动载荷,是焊接结构中采用最多的一种接头形式。
根据焊件厚度、焊接方法和坡口准备的不同,对接接头可分为不开坡口对接接头和开坡口对接接头两种。常见的接头形式见图3-1所示。
T形接头
一焊件的端面与另一焊件表面构成直角或近似直角的接头,称为T形接头。
T形接头在钢结构件中应用较多,作为一种联系焊缝,它能承受各方向的力和力矩。在选用时尽量避免单面角焊缝,因其根部有较深的缺口,承载能力很低。对于要求较高的焊件可采用K形坡口,根据受力状况决定是否根部焊透,这样比不开坡口而用大焊脚的焊缝经济,而且接头疲劳强度高。
焊接形式相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 钢筋电弧焊
- 气动与液压技术及实训
- 钨电极
- 机械基础(高级)第2版
- LED结构原理与应用技术
- CO2气体保护焊技术
- 高粘度气动泵
- 液压液力与气压传动技术
- 液压,气动系统应用技术
- 铝合金的搅拌摩擦焊接
- 帮条焊
- 气动系统应用技术
- 涌泉站
- 脉冲热压机
- 材料成形原理
- 焊接结构生产
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 异种钢焊接接头退火工艺
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 中国工程建设焊接协会全国优秀焊接工程
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 改进密封滚轮沟槽形式和加工方法
- 关于900t铁路架桥机钢结构焊接工艺采用标准
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 工程机械行业焊接与切割应用现状及关键技术发展趋势
- 国内外焊接内螺纹铜管与无缝内螺纹铜管技术发展状况
- 埋弧焊焊接工艺及操作方法
- 国有建筑施工企业腐败现象表现形式、特点及防治对策
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司