




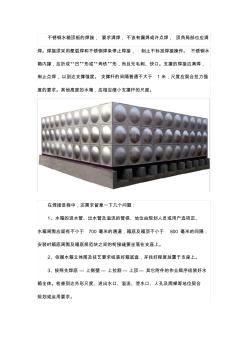
不锈钢水箱顶板的焊接, 要求满焊,不该有漏焊或许点焊, 顶角局部也应满 焊。焊接须采用氩弧焊和不锈钢焊条停止焊接, 制止不标准焊接操作。 不锈钢水 箱内撑,应折成“凹”形或“角铁”形,而且无毛刺、快口。支撑的焊接应满焊, 制止点焊,以到达支撑强度。 支撑杆的间隔普通不大于 1 米,尺度应契合拉力强 度的要求。其他高度的水箱,应相应缩小支撑杆的尺度。 在焊接进程中,还需求留意一下几个问题: 1、水箱的进水管、出水管及溢流的管径、地位由规划人员或用户选项定、 水箱周围应留有不小于 700 毫米的通道,箱底及箱顶不小于 800 毫米的间隔, 安装时箱底周围及箱底规范块之间的衔接缝要坐落在支座上。 2、依据水箱立体图及技艺要求组装好箱底盘,并找好程度放置于支座上。 3、按照先焊底 --- 上侧壁 --- 上拉筋 --- 上顶 --- 其它附件的作业顺序组装好水 箱全体。检查到达外形尺度、进出水口、

某核电站除氧器水箱尺寸较大,其2条环焊缝需在现场拼焊,焊接和热处理难度很大。为此,通过详细的工艺分析及研究,制定出1套行之有效的超大容器环焊缝的现场焊接和局部热处理工艺。通过实施,各项技术指标均符合有关标准要求。
热门知识
水箱焊接视频-
话题: 地产家居gffgff4587
精华知识
水箱焊接视频-
话题: 地产家居kjasldkjgjk
-
话题: 工程造价hejiaming88
-
话题: 暖通空调nnmmll1234
最新知识
水箱焊接视频-
话题: 工程造价HUANGDA911
水箱焊接视频相关专题
- 考工程的核专业
- 考爆破证一般什么时候发证
- 考法学博士的条件
- 考工程技术员要什么条件
- 考核与考评的区别
- 考取软件工程师证书
- 考系统集成二级工程师
- 考研心理学买哪些书
- 考职称英语有什么用
- 考勤表格式不会画怎么办
- 中国焊接学会堆焊及表面工程专委会
- 中国信达施工现场智能化管理及视频监控系统设计方案
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 异种钢焊接接头退火工艺
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 智能建筑视频安防监控系统分项检验批质量验收记录表
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 在中国地质调查局加强项目经费管理视频会议上的讲话
- 永久船闸旁侧泄水箱涵施工方案的选择及主要施工方法
- 中国工程建设焊接协会全国优秀焊接工程
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 智能化交通管理与视频监控系统工程投标初步设计说明
- 关于900t铁路架桥机钢结构焊接工艺采用标准
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 工程机械行业焊接与切割应用现状及关键技术发展趋势